You might also like
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- Centrifugal PumpDocument32 pagesCentrifugal PumpAshok SrivatsanNo ratings yet
- Semi-Active Suspension Control Design for VehiclesFrom EverandSemi-Active Suspension Control Design for VehiclesRating: 5 out of 5 stars5/5 (1)
- 5EH Steam Jet EjectorsDocument18 pages5EH Steam Jet Ejectorsbijan1350No ratings yet
- Pump Clinic 43Document3 pagesPump Clinic 43fnahas_bhNo ratings yet
- Goulds AF: Axial Flow PumpsDocument11 pagesGoulds AF: Axial Flow PumpsKarthick VenkateshNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Mix Design of Bitumen Stabilised Materials Best PRDocument21 pagesMix Design of Bitumen Stabilised Materials Best PRangel onofre castelanNo ratings yet
- Hydraulic Cylinder EnotesDocument8 pagesHydraulic Cylinder Enotesapi-3723357100% (3)
- Cement Plug in A WellboreDocument14 pagesCement Plug in A Wellborextroni100% (1)
- Tank InspectionDocument6 pagesTank Inspectionangel onofre castelanNo ratings yet
- Delta Et Vacuum SystemDocument16 pagesDelta Et Vacuum SystemsanjeevnnNo ratings yet
- API 653 Tank Inspections, Maintenance, and Causes of FailureDocument43 pagesAPI 653 Tank Inspections, Maintenance, and Causes of FailureAnderson ReyesNo ratings yet
- Bomba de Lodos BH 800 PDFDocument36 pagesBomba de Lodos BH 800 PDFJose Barrero0% (1)
- Ms Megachem A2740 8e 3Document23 pagesMs Megachem A2740 8e 3nata siagianNo ratings yet
- Polaris Hydraulic Gear Pump CatalogDocument88 pagesPolaris Hydraulic Gear Pump Catalogbtone911100% (1)
- (Fluid Mechanics and Its Applications 110) Roelof Vos, Saeed Farokhi (Auth.) - Introduction To Transonic Aerodynamics-Springer Netherlands (2015)Document561 pages(Fluid Mechanics and Its Applications 110) Roelof Vos, Saeed Farokhi (Auth.) - Introduction To Transonic Aerodynamics-Springer Netherlands (2015)Kunal GargNo ratings yet
- Implementation of Pacejka's AnalyticalDocument42 pagesImplementation of Pacejka's AnalyticalRenan AlvesNo ratings yet
- Hamerlug Unions (Anson)Document15 pagesHamerlug Unions (Anson)Leonardo ViannaNo ratings yet
- 140M HidráulicoDocument4 pages140M Hidráulicomichael_villarroel5338100% (3)
- Pump Suction Piping RulesDocument18 pagesPump Suction Piping RulesAmir RazmiNo ratings yet
- PPT 02Document52 pagesPPT 02Dickson LeongNo ratings yet
- Wastewater Pumps - Eng'g ManualDocument87 pagesWastewater Pumps - Eng'g ManualIsmael Llamelo PerezNo ratings yet
- Eccentric Reducers and Straight Runs of Pipe at Pump SuctionEccentric Reducers and Straight Runs of Pipe at Pump SuctionDocument4 pagesEccentric Reducers and Straight Runs of Pipe at Pump SuctionEccentric Reducers and Straight Runs of Pipe at Pump SuctionSudha SamantNo ratings yet
- Plunger LiftDocument103 pagesPlunger LiftOscar Guaricallo100% (1)
- ASTM E1003 13 Hydrostatic Leak Testing 1 PDFDocument3 pagesASTM E1003 13 Hydrostatic Leak Testing 1 PDFAndrea Fabiana BlaschiNo ratings yet
- ASTM E1003 13 Hydrostatic Leak Testing 1 PDFDocument3 pagesASTM E1003 13 Hydrostatic Leak Testing 1 PDFAndrea Fabiana BlaschiNo ratings yet
- Showfou Electric BlowersDocument27 pagesShowfou Electric BlowersSon Trinh PhuongNo ratings yet
- BAC-Cooling Tower Pumping & PipingDocument46 pagesBAC-Cooling Tower Pumping & PipingRCYABO100% (1)
- Installation and Commissioning of API 650 Tanks (Presentation Without Audio)Document80 pagesInstallation and Commissioning of API 650 Tanks (Presentation Without Audio)Warlex100% (4)
- Hydraulic Data For Pump ApplicationDocument28 pagesHydraulic Data For Pump ApplicationedwinramonNo ratings yet
- MODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTDocument12 pagesMODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTIgor San Martín Peñaloza0% (1)
- Dec06feature PDFDocument4 pagesDec06feature PDFAmgad_SNo ratings yet
- Catalogs Proporcionadores EspumaDocument10 pagesCatalogs Proporcionadores EspumaPoncho RmzNo ratings yet
- Bombeo para MecanicoDocument57 pagesBombeo para MecanicoHENRY LAPACANo ratings yet
- Sheffer Piston AccumulatorsDocument4 pagesSheffer Piston AccumulatorsSean PorterNo ratings yet
- Design of Throttle Body A Comparative Study of Different Shaft Profiles Using CFD AnalysisDocument6 pagesDesign of Throttle Body A Comparative Study of Different Shaft Profiles Using CFD AnalysisLorenz BanadaNo ratings yet
- Cement Stinger Balanced PlugDocument13 pagesCement Stinger Balanced Plugjsever1No ratings yet
- Considerations For Impeller Trimming - Empowering Pumps and EquipmentDocument8 pagesConsiderations For Impeller Trimming - Empowering Pumps and Equipment김기준No ratings yet
- Bell & Gossett SuctionDiffusersDocument4 pagesBell & Gossett SuctionDiffusersAnonymous 7xHNgoKE6eNo ratings yet
- Pump Polaris SeriesDocument47 pagesPump Polaris SeriesDANIZACHNo ratings yet
- Snap-Tite Check ValvesDocument8 pagesSnap-Tite Check ValvesMauricio De'LeónNo ratings yet
- Review: Turbine and Related Flowmeters: !. Industrial PracticeDocument15 pagesReview: Turbine and Related Flowmeters: !. Industrial PracticemohmehrNo ratings yet
- Analysis and Modification of A Prematurely Fractured Container Shifting RodDocument19 pagesAnalysis and Modification of A Prematurely Fractured Container Shifting Rodpedro 1No ratings yet
- Process Piping Systems: Scrubber Design and Installation RequirementsDocument6 pagesProcess Piping Systems: Scrubber Design and Installation RequirementsCamilo Andres Cardozo FajardoNo ratings yet
- Importance of Low Point DrainDocument10 pagesImportance of Low Point Drainpesuk100% (1)
- Bringing valuable water solutions to various applicationsDocument32 pagesBringing valuable water solutions to various applicationsAhmadMoaazNo ratings yet
- TFP950 10 2010Document6 pagesTFP950 10 2010elpelaracingNo ratings yet
- AS3 / AS6: SAE-Flange / Weld ButtDocument5 pagesAS3 / AS6: SAE-Flange / Weld ButtHuy NguyễnNo ratings yet
- Catalogues Au MyDocument28 pagesCatalogues Au MyChu Hữu LạcNo ratings yet
- Grundfosliterature 6119757Document36 pagesGrundfosliterature 6119757Ryan TayNo ratings yet
- Blackmer CompressorsDocument4 pagesBlackmer CompressorsBesan LaduNo ratings yet
- Laminación de Alambrón 5,5 MMDocument10 pagesLaminación de Alambrón 5,5 MMDebora ChavezNo ratings yet
- Data Sheet: Available Mounting ConfigurationsDocument2 pagesData Sheet: Available Mounting Configurationsgil1187No ratings yet
- 1PF1R4 Ra 11263Document8 pages1PF1R4 Ra 11263Dias EliNo ratings yet
- Eccentric Reducers and Straight Runs of Pipe at Pump Suction - Hydrocarbon Processing - September 2010Document4 pagesEccentric Reducers and Straight Runs of Pipe at Pump Suction - Hydrocarbon Processing - September 2010kronafNo ratings yet
- CI Close-Coupled End Suction Pumps: Water Circulation Pumps & CirculatorsDocument12 pagesCI Close-Coupled End Suction Pumps: Water Circulation Pumps & CirculatorsAndre Gazali MalikNo ratings yet
- JopDocument10 pagesJopAnonymous nHT1rzjmcNo ratings yet
- Roller Screw BrochureDocument8 pagesRoller Screw BrochureRjgandhi65No ratings yet
- The influence of filter type and gating system design on the machinability of vertically parted grey iron castingsDocument6 pagesThe influence of filter type and gating system design on the machinability of vertically parted grey iron castingsmecaunidos7771No ratings yet
- Exp11 B21ME030 PDFDocument10 pagesExp11 B21ME030 PDFJaydeep Prajapati (B21ME030)No ratings yet
- Basic Questions Asked in Piping Engineer's Interview For Reference - Piping DesignDocument9 pagesBasic Questions Asked in Piping Engineer's Interview For Reference - Piping Designdevika11No ratings yet
- OSCAR-II Treatment System Design Manual: August 2018, WADocument21 pagesOSCAR-II Treatment System Design Manual: August 2018, WAhard1833No ratings yet
- Drilling Pump Operation Manual for LSF-1300/1600 ModelsDocument51 pagesDrilling Pump Operation Manual for LSF-1300/1600 ModelsDiegoNo ratings yet
- Blowdown Tank CB-BDS-BBDocument10 pagesBlowdown Tank CB-BDS-BBJuan ContrerasNo ratings yet
- KUMASHIRO 2016 IOP Conf. Ser. Earth Environ. Sci. 49 022003Document11 pagesKUMASHIRO 2016 IOP Conf. Ser. Earth Environ. Sci. 49 022003emerson william vidalNo ratings yet
- 1,2,3 Yeay!Document2 pages1,2,3 Yeay!Iffah Sulistyawati HartanaNo ratings yet
- Pompe A Engrenage Type F RexrothDocument3 pagesPompe A Engrenage Type F RexrothMohamed Soibaha ChaambaneNo ratings yet
- Thesis On Centrifugal Pump DesignDocument6 pagesThesis On Centrifugal Pump Designjessicacannellamanchester100% (2)
- Colegiado PeruDocument1 pageColegiado Peruangel onofre castelanNo ratings yet
- 46 Kg-Hot TappingDocument6 pages46 Kg-Hot Tappingangel onofre castelanNo ratings yet
- Electronic Instrumentation: Ai MiliarDocument3 pagesElectronic Instrumentation: Ai Miliarangel onofre castelanNo ratings yet
- 4043 SpecDocument2 pages4043 SpecShradha SinghaniaNo ratings yet
- MSS SP 97 PDFDocument15 pagesMSS SP 97 PDFJohn RodriguesNo ratings yet
- MSS SP 97 PDFDocument15 pagesMSS SP 97 PDFJohn RodriguesNo ratings yet
- MSS SP 97 PDFDocument15 pagesMSS SP 97 PDFJohn RodriguesNo ratings yet
- Aeia 1g3l80s Emerson Sizing - 2 11119Document5 pagesAeia 1g3l80s Emerson Sizing - 2 11119angel onofre castelanNo ratings yet
- API Ballot Summary Sheet: 15-04: 650-582 - Tolerances After Hydrostatic Testing BallotDocument8 pagesAPI Ballot Summary Sheet: 15-04: 650-582 - Tolerances After Hydrostatic Testing Ballotangel onofre castelanNo ratings yet
- Quick Reference: Handling, Storage, Installation and Operating InstructionsDocument1 pageQuick Reference: Handling, Storage, Installation and Operating Instructionsangel onofre castelanNo ratings yet
- Foam chamberFCADocument8 pagesFoam chamberFCAchintanNo ratings yet
- Fire Hydrants PDFDocument22 pagesFire Hydrants PDFangel onofre castelanNo ratings yet
- ENG MECH DYNAMICSDocument4 pagesENG MECH DYNAMICSSuhaib AshrafNo ratings yet
- Module 63aDocument6 pagesModule 63ajhacademyhydNo ratings yet
- CH 08Document33 pagesCH 08Mega LialitaNo ratings yet
- Exercises - Chapter - 21 PDFDocument6 pagesExercises - Chapter - 21 PDFmalonz03No ratings yet
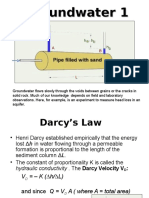
- Lecture 19w Groundwater 1 Darcy PowerpointDocument19 pagesLecture 19w Groundwater 1 Darcy PowerpointAmir ShahzadNo ratings yet
- May 6 Compressible-Flow-Homework Solutions: Mechanical Engineering 390 Fluid MechanicsDocument6 pagesMay 6 Compressible-Flow-Homework Solutions: Mechanical Engineering 390 Fluid MechanicsMuhammad UsmanNo ratings yet
- Computational Modelling of Particle - Fluid DynamicsDocument10 pagesComputational Modelling of Particle - Fluid Dynamicssaitharun reddy.munthaNo ratings yet
- Toshiba Machine Co., Ltd. Die Cast Machine Engineering DivDocument46 pagesToshiba Machine Co., Ltd. Die Cast Machine Engineering DivmikeNo ratings yet
- 2.2 Analysing Motion GraphDocument15 pages2.2 Analysing Motion GraphIrwan ZinNo ratings yet
- 22445-2023-Winter-Question-Paper (Msbte Study Resources)Document4 pages22445-2023-Winter-Question-Paper (Msbte Study Resources)Pratham DalviNo ratings yet
- Holtrop - 1984-1Document7 pagesHoltrop - 1984-1EHSALASPNo ratings yet
- Fluid DynamicsDocument8 pagesFluid DynamicsMd. Rahimul IslamNo ratings yet
- Transport Phenomena A Harry C 79355061Document3 pagesTransport Phenomena A Harry C 79355061BrayanNo ratings yet
- Practical Verification of Bernoulli'S Theorem: StructureDocument3 pagesPractical Verification of Bernoulli'S Theorem: StructureVívék SâíNo ratings yet
- Phys 002 PHW2Document2 pagesPhys 002 PHW2roel elvambuenaNo ratings yet
- Ballistics Prelim Exam ReviewerDocument1 pageBallistics Prelim Exam ReviewerKiahna Clare ArdaNo ratings yet
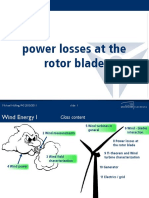
- Power Losses at The Rotor Blade: Michael Hölling, WS 2010/2011 SlideDocument22 pagesPower Losses at The Rotor Blade: Michael Hölling, WS 2010/2011 SlideFzico GtmanNo ratings yet
- Iscosity AND THE Mechanisms OF Momentum TransportDocument24 pagesIscosity AND THE Mechanisms OF Momentum TransportSiti Nurshahira100% (1)
- Motion in 1 Dimension SubjectiveDocument5 pagesMotion in 1 Dimension Subjectivedayanandan1No ratings yet
- Natural ConvectionDocument41 pagesNatural ConvectionDeekshaomarNo ratings yet
- Sprinkler Hydraulic Calculation - Bonded Warehouse - 25.03.2022Document4 pagesSprinkler Hydraulic Calculation - Bonded Warehouse - 25.03.2022Shah Newaz KabirNo ratings yet
- T3 - Fluid Mechanics - CH2Document24 pagesT3 - Fluid Mechanics - CH2roi constantineNo ratings yet
- DES Turbulence 030808Document36 pagesDES Turbulence 030808jeetendra222523100% (4)
- Experiment - Flow Through Porous Medium (Darcy's Law Apparatus)Document5 pagesExperiment - Flow Through Porous Medium (Darcy's Law Apparatus)Piyush AgarwalNo ratings yet