You might also like
- RCMDocument18 pagesRCMsureshchitraNo ratings yet
- Reliability Centred MaintenanceDocument8 pagesReliability Centred MaintenancemiriamanastasioNo ratings yet
- Implementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusDocument8 pagesImplementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusSamNo ratings yet
- Managing A Condition Monitoring Program: Get The Monitoring Right!Document9 pagesManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- Introduction To MaintenanceDocument21 pagesIntroduction To Maintenancepankaj saxenaNo ratings yet
- IT 3976 Reliability Centered Maintenance (Wikipedia)Document6 pagesIT 3976 Reliability Centered Maintenance (Wikipedia)Gera MtzNo ratings yet
- Phil Clarke ICOMS 2000 PaperDocument12 pagesPhil Clarke ICOMS 2000 PaperMarko MillaNo ratings yet
- Upload 20Document10 pagesUpload 20GaneshrudNo ratings yet
- Maintenance TypesDocument15 pagesMaintenance TypesShalini YadavNo ratings yet
- How To Measure The Effectiveness of Condition MonitoringDocument8 pagesHow To Measure The Effectiveness of Condition MonitoringbhaskarNo ratings yet
- Level of Risk Description of Risk: A High Risk B Moderate Risk C Low RiskDocument10 pagesLevel of Risk Description of Risk: A High Risk B Moderate Risk C Low RiskGaneshrudNo ratings yet
- Maintenance, Repair, and Operations - Wikipedia, The Free EncyclopediaDocument4 pagesMaintenance, Repair, and Operations - Wikipedia, The Free Encyclopediap_sudheersharmaNo ratings yet
- Track 1 - Cesar Malpica - PaperDocument10 pagesTrack 1 - Cesar Malpica - PaperfredyNo ratings yet
- Upload 23Document10 pagesUpload 23GaneshrudNo ratings yet
- Upload 22Document10 pagesUpload 22GaneshrudNo ratings yet
- The Effects of Aircraft Preventive MaintDocument8 pagesThe Effects of Aircraft Preventive MaintSabi HaNo ratings yet
- OM 0015 - Maintenance Management Assignment (Set 1)Document8 pagesOM 0015 - Maintenance Management Assignment (Set 1)tkws123No ratings yet
- Reliability Centred Maintenance (RCM)Document9 pagesReliability Centred Maintenance (RCM)GraceNo ratings yet
- Condition Based Maintenance: Mike Dileo, Charles Manker, and John Cadick, P.E. © 1999 byDocument18 pagesCondition Based Maintenance: Mike Dileo, Charles Manker, and John Cadick, P.E. © 1999 byAna Fiorella PuntoNo ratings yet
- Evaluation of The Maintenance OrganizationDocument4 pagesEvaluation of The Maintenance Organizationagmas katanaNo ratings yet
- Breakdown Maintenance (Emergency Repair)Document6 pagesBreakdown Maintenance (Emergency Repair)Akshay SharmaNo ratings yet
- Reliability Centred Maintenance Shivajichoudhury DownloadDocument4 pagesReliability Centred Maintenance Shivajichoudhury DownloadNantha KumarNo ratings yet
- Predictive Maintenance Strategy Based On Disturbance RecordersDocument7 pagesPredictive Maintenance Strategy Based On Disturbance Recordersintiw_23No ratings yet
- TERNIDADocument10 pagesTERNIDADranreb Jazzver BautistaNo ratings yet
- Asset MGMT 101Document6 pagesAsset MGMT 101tristanmaharajNo ratings yet
- Module 2Document52 pagesModule 2Aditya ranjan BubunNo ratings yet
- Level of Risk Description of Risk: A High Risk B Moderate Risk C Low RiskDocument10 pagesLevel of Risk Description of Risk: A High Risk B Moderate Risk C Low RiskGaneshrudNo ratings yet
- Reliability Centered Maintenance - Wikipedia, The Free EncyclopediaDocument7 pagesReliability Centered Maintenance - Wikipedia, The Free EncyclopediarenjithaeroNo ratings yet
- Reliability Centered Maintenance White PaperDocument7 pagesReliability Centered Maintenance White PaperRoman AhmadNo ratings yet
- Critical Equipment Identification and MaintenanceDocument4 pagesCritical Equipment Identification and MaintenanceAramis Alfonso LlanesNo ratings yet
- Chapter (7) Pump MaintenanceDocument24 pagesChapter (7) Pump Maintenancekarioke mohaNo ratings yet
- 9399 - Preventive Maintenance For Industrial ApplicationDocument6 pages9399 - Preventive Maintenance For Industrial ApplicationM Luthfi Al MudzakiNo ratings yet
- MM 25th AugustDocument12 pagesMM 25th AugustAbhishek ChaubeyNo ratings yet
- MEE 506 Lecture 1Document14 pagesMEE 506 Lecture 1Akunwa GideonNo ratings yet
- Predictive Maintenance TechniquesDocument28 pagesPredictive Maintenance TechniquesDaniel Paez Flores100% (3)
- 01 Part 1 - Maintenance Management OverviewDocument72 pages01 Part 1 - Maintenance Management OverviewOmar Khaled100% (1)
- Basis of Selecting Monitoring: Failure Modes and Effects Analysis (FMEA)Document11 pagesBasis of Selecting Monitoring: Failure Modes and Effects Analysis (FMEA)GaneshrudNo ratings yet
- Importance of O&M For Solar Power PantDocument6 pagesImportance of O&M For Solar Power PantSanthosh ThangarajNo ratings yet
- State of The Art - Precautionary MaintenaceDocument12 pagesState of The Art - Precautionary MaintenacejavinavasNo ratings yet
- Maintainance EngineeringDocument19 pagesMaintainance EngineeringLue niNo ratings yet
- Unit 2 Maintenance EnggDocument46 pagesUnit 2 Maintenance EnggVenkadeshwaran KuthalingamNo ratings yet
- Application of Reliability Centred Maintenance To Dynamic PlantDocument13 pagesApplication of Reliability Centred Maintenance To Dynamic Plantgvc1No ratings yet
- Making The Case For Plant-Wide Condition MonitoringDocument8 pagesMaking The Case For Plant-Wide Condition MonitoringAbdulrahman Alkhowaiter100% (1)
- ÇıktıDocument20 pagesÇıktıCanan TAYGURTNo ratings yet
- Priyanka R-Assignment 1Document5 pagesPriyanka R-Assignment 1priyanka rajaNo ratings yet
- Ojsadmin,+jarte 1-1 13740Document11 pagesOjsadmin,+jarte 1-1 13740HugoNo ratings yet
- Reliability Centered Maintenance - Wikipedia PDFDocument37 pagesReliability Centered Maintenance - Wikipedia PDFEndhy Wisnu NovindraNo ratings yet
- Types of MaintenanceDocument6 pagesTypes of MaintenancerahimuNo ratings yet
- 1-Chapter One: IntroductionDocument15 pages1-Chapter One: IntroductionIsmailNo ratings yet
- Glossary: The Following Is A List of Terms Used in This Book, Along With Their Meaning or Definition As Applied HereinDocument8 pagesGlossary: The Following Is A List of Terms Used in This Book, Along With Their Meaning or Definition As Applied HereinArturo Tipacti QuijanoNo ratings yet
- Preventive MaintenanaceDocument19 pagesPreventive MaintenanaceMohammed NerissaNo ratings yet
- Importance of FRACAS To Ensure Product Reliability PDFDocument5 pagesImportance of FRACAS To Ensure Product Reliability PDFGyogi MitsutaNo ratings yet
- An Overview of Trends in Aircraft Maintenance Program Development, Past, Present and FutureDocument10 pagesAn Overview of Trends in Aircraft Maintenance Program Development, Past, Present and FutureDomu HalomoanNo ratings yet
- Chapter 5 Types of Maintenance Programs:, QwurgxfwlrqDocument9 pagesChapter 5 Types of Maintenance Programs:, QwurgxfwlrqSakshi BansalNo ratings yet
- Maintenance Management SrikanthDocument6 pagesMaintenance Management SrikanthSrikanth Prasanna BhaskarNo ratings yet
- MaintenanceDocument9 pagesMaintenanceKumar GaneshNo ratings yet
- A Survey of Methods and Tools Used For Reliability Evaluation of SscsDocument4 pagesA Survey of Methods and Tools Used For Reliability Evaluation of SscsStefanos DiamantisNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Maintenance and Operational Reliability: 24 Essential Building BlocksFrom EverandMaintenance and Operational Reliability: 24 Essential Building BlocksNo ratings yet
- "Gourmand Syndrome":: Eating Passion Associated With Right Anterior LesionsDocument7 pages"Gourmand Syndrome":: Eating Passion Associated With Right Anterior Lesionsjp1234567890No ratings yet
- Techno-Economic Carlota Perez - University of Cambridge - 4Document15 pagesTechno-Economic Carlota Perez - University of Cambridge - 4Dr. Ir. R. Didin Kusdian, MT.No ratings yet
- Long Waves and Economic Growth - A Critical Appraisal - Nathan RosenbergDocument7 pagesLong Waves and Economic Growth - A Critical Appraisal - Nathan Rosenbergjp1234567890No ratings yet
- Joseph Cockrell, MD Charleston, SC: To The Editor: C'Est Plus La Mgme ChoseDocument1 pageJoseph Cockrell, MD Charleston, SC: To The Editor: C'Est Plus La Mgme Chosejp1234567890No ratings yet
- Morphological Matrix PDFDocument6 pagesMorphological Matrix PDFjp1234567890No ratings yet
- Managing Innovation - Chapter 5Document46 pagesManaging Innovation - Chapter 5jp1234567890No ratings yet
- A System For Dating Long Wave PhasesDocument20 pagesA System For Dating Long Wave Phasesjp1234567890No ratings yet
- Wileyc 1Document59 pagesWileyc 1Anonymous cSHwDinfNo ratings yet
- Origin 1 PDFDocument515 pagesOrigin 1 PDFWalther LaricoNo ratings yet
- Medidas de Distanciamento Social No Controle Da Pandemia de COVID-19: Potenciais Impactos e Desafios No BrasilDocument24 pagesMedidas de Distanciamento Social No Controle Da Pandemia de COVID-19: Potenciais Impactos e Desafios No Brasiljp1234567890No ratings yet
- Restricted Random Testing Adaptive Random Testing by Exclusion.Document34 pagesRestricted Random Testing Adaptive Random Testing by Exclusion.jp1234567890No ratings yet
- Infection Control Measures in Ophthalmology During The COVID-19 Outbreak: A Narrative Review From An Early Experience in ItalyDocument8 pagesInfection Control Measures in Ophthalmology During The COVID-19 Outbreak: A Narrative Review From An Early Experience in Italyjp1234567890No ratings yet
- SeatDocument9 pagesSeatbalu4indiansNo ratings yet
- The Effect of Control Strategies To Reduce Social Mixing On Outcomes of The COVID-19 Epidemic in Wuhan, China: A Modelling StudyDocument10 pagesThe Effect of Control Strategies To Reduce Social Mixing On Outcomes of The COVID-19 Epidemic in Wuhan, China: A Modelling Studyjp1234567890No ratings yet
- SeatDocument9 pagesSeatbalu4indiansNo ratings yet
- Structural Dynamic Characterization of A Vehicle Seat Coupled - With Human OccupantDocument12 pagesStructural Dynamic Characterization of A Vehicle Seat Coupled - With Human Occupantjp1234567890No ratings yet
- 1AC - Reagan MWDocument35 pages1AC - Reagan MWOrange JamNo ratings yet
- Operation and Control Philosophy: PROJ Kurdistan Pumping Station (KPS2)Document21 pagesOperation and Control Philosophy: PROJ Kurdistan Pumping Station (KPS2)Nobar GulajanNo ratings yet
- Do Global Economic and Political Integrations Bring More Harm To The Philippines and The Filipinos or Not? Articulate Your StanceDocument3 pagesDo Global Economic and Political Integrations Bring More Harm To The Philippines and The Filipinos or Not? Articulate Your StancenonononowayNo ratings yet
- Theory of Corporate PersonalityDocument7 pagesTheory of Corporate PersonalityKabita SharmaNo ratings yet
- Wiring DM 1wDocument20 pagesWiring DM 1wAnan NasutionNo ratings yet
- Independent University, BangladeshDocument8 pagesIndependent University, BangladeshMD. Akif RahmanNo ratings yet
- Mark Scheme (Results) : Summer 2017Document22 pagesMark Scheme (Results) : Summer 2017Khalid AhmedNo ratings yet
- Maharishi Sadasiva Isham-AscensionDocument125 pagesMaharishi Sadasiva Isham-AscensionCristian Catalina100% (2)
- AP Geography Study Material-AP Geography Quiz Questions With AnswersDocument3 pagesAP Geography Study Material-AP Geography Quiz Questions With AnswersRaja Sekhar BatchuNo ratings yet
- Statistics 1Document149 pagesStatistics 1Zaid AhmedNo ratings yet
- Biên dịch 3Document2 pagesBiên dịch 3Nguyen Tuan AnhNo ratings yet
- 28-11-21 - JR - Iit - Star Co-Sc (Model-A) - Jee Adv - 2015 (P-I) - Wat-29 - Key & SolDocument8 pages28-11-21 - JR - Iit - Star Co-Sc (Model-A) - Jee Adv - 2015 (P-I) - Wat-29 - Key & SolasdfNo ratings yet
- Easy Way To Spot Elliott Waves With Just One Secret Tip PDFDocument4 pagesEasy Way To Spot Elliott Waves With Just One Secret Tip PDFJack XuanNo ratings yet
- A Detailed Lesson Plan in Technical Drawing Grade 8 Date: - I. ObjectivesDocument8 pagesA Detailed Lesson Plan in Technical Drawing Grade 8 Date: - I. ObjectivesJessieann Balmaceda Cabangan100% (3)
- PAPER (14) - Puucho PDFDocument21 pagesPAPER (14) - Puucho PDFethan tylerNo ratings yet
- Critically Discuss About Major Features of Water Resource Act, 2049 B.SDocument12 pagesCritically Discuss About Major Features of Water Resource Act, 2049 B.SPurple DreamNo ratings yet
- E702.3M-18 - Acceptance of Concrete Compressive Strength Test Results According To ACI 318M-14Document6 pagesE702.3M-18 - Acceptance of Concrete Compressive Strength Test Results According To ACI 318M-14Christos Leptokaridis100% (1)
- EARTH SCIENCE 2nd Pre Activities Wk1Document11 pagesEARTH SCIENCE 2nd Pre Activities Wk1Rowell PantilaNo ratings yet
- Department of Education: Republic of The PhilippinesDocument2 pagesDepartment of Education: Republic of The PhilippinesTips & Tricks TVNo ratings yet
- Causes and Detection of Damages - Avinashtaru7129 - OfficialDocument13 pagesCauses and Detection of Damages - Avinashtaru7129 - Officialpratik sawantNo ratings yet
- Síntesis de Procesos: Una Propuesta Holistica Process Synthesis: A Holistic ApproachDocument10 pagesSíntesis de Procesos: Una Propuesta Holistica Process Synthesis: A Holistic ApproachGarcía Nuñez SergioNo ratings yet
- Applied Linerar Algebra FinalDocument193 pagesApplied Linerar Algebra FinalAslesh ChoudharyNo ratings yet
- Why SKF? SKF Explorer Deep Groove Ball Bearings: Product FeaturesDocument2 pagesWhy SKF? SKF Explorer Deep Groove Ball Bearings: Product FeaturesShajib RasheedNo ratings yet
- Models of Cultural Heritage Management: Transformations in Business and Economics January 2014Document23 pagesModels of Cultural Heritage Management: Transformations in Business and Economics January 2014aaziNo ratings yet
- 3 (Diffusivity of Gases)Document52 pages3 (Diffusivity of Gases)Nasir ShamsNo ratings yet
- Thermodynamics For Engineers 1st Edition Kroos Solutions ManualDocument25 pagesThermodynamics For Engineers 1st Edition Kroos Solutions ManualRhondaFisherjity100% (54)
- Quantum: PhysicsDocument11 pagesQuantum: PhysicsVinodNo ratings yet
- 3.2.5.applying The Normal Curve Concepts in Problem Solving PDFDocument3 pages3.2.5.applying The Normal Curve Concepts in Problem Solving PDFJhasmin Jane LagamayoNo ratings yet
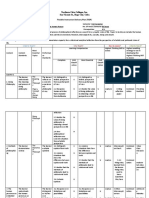
- Northern Cebu Colleges, Inc. San Vicente ST., Bogo City, Cebu Flexible Instruction Delivery Plan (FIDP)Document6 pagesNorthern Cebu Colleges, Inc. San Vicente ST., Bogo City, Cebu Flexible Instruction Delivery Plan (FIDP)Jilmore Caseda Cantal100% (1)
- Green Chemistry ModuleDocument17 pagesGreen Chemistry ModuleAniruddhNo ratings yet