You might also like
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Centrifugal Pump Set Failure ModesDocument70 pagesCentrifugal Pump Set Failure ModesArif WidyatamaNo ratings yet
- Centrifugal Pump Failure Modes CausesDocument59 pagesCentrifugal Pump Failure Modes CausesJohn TanNo ratings yet
- 2 How To Make A Pump Selection - Intro To PumpsDocument7 pages2 How To Make A Pump Selection - Intro To PumpsMohammed MustafaNo ratings yet
- Tubular Casing Pumps by KSBDocument16 pagesTubular Casing Pumps by KSBGogy0% (1)
- Best Practice in Process Pump Maintenance & ReliabilityDocument18 pagesBest Practice in Process Pump Maintenance & Reliabilityvijayabaskaran PalanisamyNo ratings yet
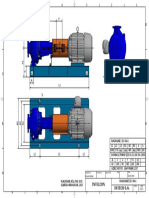
- Base Plate Gould PumpDocument1 pageBase Plate Gould PumpErnestoNo ratings yet
- An Engineers CasebookDocument87 pagesAn Engineers CasebookParesh AdhwaryuNo ratings yet
- Schroedahl ArvDocument19 pagesSchroedahl ArvfadzilharmanNo ratings yet
- Mechanical Seals Vs Gland Packing - Mechanical Engineering SiteDocument5 pagesMechanical Seals Vs Gland Packing - Mechanical Engineering SiteRajKumarNo ratings yet
- P178Document9 pagesP178keepmoshingNo ratings yet
- Pumps Maintenance and Mechanical SealsDocument5 pagesPumps Maintenance and Mechanical Sealskarioke mohaNo ratings yet
- Walkthrough ChecklistDocument49 pagesWalkthrough ChecklistLe'Novo FernandezNo ratings yet
- User Instructions: DMX/DMXD/DMXH/DMXDH Centrifugal PumpsDocument60 pagesUser Instructions: DMX/DMXD/DMXH/DMXDH Centrifugal PumpspriscilaNo ratings yet
- Pump KnowledgeDocument17 pagesPump Knowledgesmupy_122No ratings yet
- Gearmotor Sizing Guide PDFDocument5 pagesGearmotor Sizing Guide PDFAnonymous Hy5Ir9QXNo ratings yet
- Very Usefully CourseDocument174 pagesVery Usefully CourseSudhakar Rao100% (1)
- Receive Hardcopy Magazine PublicationDocument3 pagesReceive Hardcopy Magazine PublicationInspection EngineerNo ratings yet
- 7977 8cd2Document2 pages7977 8cd2Pete Pompes0% (1)
- RUHRPUMPEN Pump - VTP - B - EN PDFDocument8 pagesRUHRPUMPEN Pump - VTP - B - EN PDFhenryNo ratings yet
- Goulds 3175-IOMDocument89 pagesGoulds 3175-IOMDomingo DiazNo ratings yet
- Gear Drive Manual No. 702Document38 pagesGear Drive Manual No. 702MaintenanceNo ratings yet
- Polybase Base PlateDocument24 pagesPolybase Base PlateNumb JazzNo ratings yet
- Vertical Turbine PumpDocument28 pagesVertical Turbine Pumpkarthikraja21No ratings yet
- Pitfalls of Pump PipingDocument3 pagesPitfalls of Pump PipingChris PeramunugamaNo ratings yet
- Pump Vibration Considerations and StandardsDocument35 pagesPump Vibration Considerations and Standardsreynaldo figueroa guerreroNo ratings yet
- Manual AMARILLO Drive Pump Repair Man 250 350 v0215Document23 pagesManual AMARILLO Drive Pump Repair Man 250 350 v0215Widi PrasetyoNo ratings yet
- Troubleshooting Centrifugal Pumps July04!28!34Document7 pagesTroubleshooting Centrifugal Pumps July04!28!34ho-faNo ratings yet
- Dawson Downie Lamont LTDDocument2 pagesDawson Downie Lamont LTDwarehouse cikalongNo ratings yet
- Backlash (Engineering) - Wikipedia, The Free EncyclopediaDocument4 pagesBacklash (Engineering) - Wikipedia, The Free EncyclopediadarkruseNo ratings yet
- Pump Performance Datasheet: Operating Conditions LiquidDocument1 pagePump Performance Datasheet: Operating Conditions Liquidmsh16000No ratings yet
- CMVA2010 Pump Cavitation PresentationDocument30 pagesCMVA2010 Pump Cavitation PresentationHéctor RiveraNo ratings yet
- Bombas Sumergibles KSBDocument92 pagesBombas Sumergibles KSBArturPNo ratings yet
- 2020 Style 688 Split SealtekDocument8 pages2020 Style 688 Split SealtekdiamsamNo ratings yet
- Maintenance and Inspection of Rotary EquipmentDocument48 pagesMaintenance and Inspection of Rotary EquipmentRizwan BangashNo ratings yet
- Pump Troubleshooting: Problem Probable Cause SolutionDocument2 pagesPump Troubleshooting: Problem Probable Cause SolutionKarim MamdouhNo ratings yet
- Pump Troubleshooting Vol - 1Document300 pagesPump Troubleshooting Vol - 1Dozer122100% (2)
- 3-Day Gen Open 112003 1a (Compatibility Mode)Document84 pages3-Day Gen Open 112003 1a (Compatibility Mode)api-3703348100% (1)
- Vibration in Pumps PDFDocument5 pagesVibration in Pumps PDFonspsnonsNo ratings yet
- e PDFDocument42 pagese PDFNicolás González GuerreroNo ratings yet
- Pump PipingDocument88 pagesPump Pipingmohamed abd eldayem100% (1)
- How To Select The Correct Valve For Wastewater Treatment Applications PDFDocument2 pagesHow To Select The Correct Valve For Wastewater Treatment Applications PDFNicat MammadovNo ratings yet
- Diffuser Versus Volute Casing - PumpsDocument5 pagesDiffuser Versus Volute Casing - Pumpsjanamurali0% (1)
- Sample Pump Rebuild Report - 0Document21 pagesSample Pump Rebuild Report - 0Trịnh Đức HạnhNo ratings yet
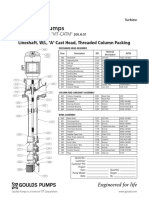
- ITT Gould PumpsDocument2 pagesITT Gould PumpsBilly ZununNo ratings yet
- SD-7586 SMRP 2020 Candidate Handbook v13Document52 pagesSD-7586 SMRP 2020 Candidate Handbook v13Rizwan Bangash100% (1)
- Centrifugal Pump OverloadingDocument2 pagesCentrifugal Pump OverloadingAbdul AlimNo ratings yet
- Best Maintenance Repair PracticesDocument4 pagesBest Maintenance Repair PracticesMahaveer SinghNo ratings yet
- PM Knowledge and Skills Rev 0Document110 pagesPM Knowledge and Skills Rev 0BSRIBDNo ratings yet
- Vertical Turbine PumpsDocument6 pagesVertical Turbine PumpsadehriyaNo ratings yet
- K02 Mechanical Seal Leak - RCA DocumentDocument8 pagesK02 Mechanical Seal Leak - RCA DocumentMidha NeerNo ratings yet
- The Impact of Component Material Selection On Pump ReliabilityDocument7 pagesThe Impact of Component Material Selection On Pump ReliabilityAhmed Ibrahim Ahmed EissaNo ratings yet
- PeristalticDocument12 pagesPeristalticAnonymous ItzBhUGoiNo ratings yet
- Next generation materials for pumps and mechanical sealsDocument3 pagesNext generation materials for pumps and mechanical sealsmadairkifNo ratings yet
- Centrifugal Pump Troubleshooting GuideDocument2 pagesCentrifugal Pump Troubleshooting GuideFahad MaqsoodNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- 5-Corrective Maintenance FahuDocument2 pages5-Corrective Maintenance FahuUmair LiaqatNo ratings yet
- Monitor 3-Phase Voltages With Adjustable LevelsDocument1 pageMonitor 3-Phase Voltages With Adjustable LevelsN_LocusNo ratings yet
- Ac/Dc 113: PRI-41, PRI-42 - Current Monitoring Relay of Imin and Imax in 1PDocument1 pageAc/Dc 113: PRI-41, PRI-42 - Current Monitoring Relay of Imin and Imax in 1PN_LocusNo ratings yet
- Earthing Design Procedure & CalculationsDocument35 pagesEarthing Design Procedure & CalculationsAshwin NarayanNo ratings yet
- 113 Current Monitoring Relay of Imin and Imax in 1P - AC/DC: PRI-41, PRI-42Document1 page113 Current Monitoring Relay of Imin and Imax in 1P - AC/DC: PRI-41, PRI-42N_LocusNo ratings yet
- Zelio Control Relays - RM35JA32MTDocument7 pagesZelio Control Relays - RM35JA32MTN_LocusNo ratings yet
- Handbook Chapter 5Document14 pagesHandbook Chapter 5N_LocusNo ratings yet
- Surge Protection Devices SPD PDFDocument14 pagesSurge Protection Devices SPD PDFmsmldxbNo ratings yet
- Guide Spec - GE Series DPB Busway - Rev 1Document5 pagesGuide Spec - GE Series DPB Busway - Rev 1N_LocusNo ratings yet
- Product Data Sheet: Relayaux - Three Phase Trip Circuit Supervision Relay - 2 C/O - 220 V DCDocument2 pagesProduct Data Sheet: Relayaux - Three Phase Trip Circuit Supervision Relay - 2 C/O - 220 V DCN_LocusNo ratings yet
- Acti 9 Reflex Ic60 - A9V44425Document2 pagesActi 9 Reflex Ic60 - A9V44425N_LocusNo ratings yet
- NITSolarStLightDocument78 pagesNITSolarStLightN_LocusNo ratings yet
- Centrifugal Pump Set Failure Modes and CausesDocument51 pagesCentrifugal Pump Set Failure Modes and CausesN_LocusNo ratings yet
- 5.energy EfficiencyDocument55 pages5.energy EfficiencyN_LocusNo ratings yet
- Proportioning Surge Protection and Fusing - Fuse Selection For Surge ApplicationsDocument8 pagesProportioning Surge Protection and Fusing - Fuse Selection For Surge ApplicationsJeffrey TeoNo ratings yet
- Acti 9 Reflex IC60 - A9V44425Document2 pagesActi 9 Reflex IC60 - A9V44425N_LocusNo ratings yet
- Proportioning Surge Protection and Fusing - Fuse Selection For Surge ApplicationsDocument8 pagesProportioning Surge Protection and Fusing - Fuse Selection For Surge ApplicationsJeffrey TeoNo ratings yet
- Vigi iC60 - 25A Earth Leakage Add-on BlockDocument2 pagesVigi iC60 - 25A Earth Leakage Add-on BlockN_LocusNo ratings yet
- Energy Audit Guide for Water and Wastewater FacilitiesDocument21 pagesEnergy Audit Guide for Water and Wastewater FacilitiesN_LocusNo ratings yet
- Appendix B-6 Mechanical Equipment Design CalculationDocument118 pagesAppendix B-6 Mechanical Equipment Design CalculationN_LocusNo ratings yet
- Energy Efficiency ActDocument10 pagesEnergy Efficiency ActN_LocusNo ratings yet
- Proportioning Surge Protection and Fusing - Fuse Selection For Surge ApplicationsDocument8 pagesProportioning Surge Protection and Fusing - Fuse Selection For Surge ApplicationsJeffrey TeoNo ratings yet
- DG Set Installation Recommendations: Rev-06 Dated 31-03 - 2016Document74 pagesDG Set Installation Recommendations: Rev-06 Dated 31-03 - 2016Quang Pham100% (1)
- Friction loss calculation for water pumped through wet well installationDocument1 pageFriction loss calculation for water pumped through wet well installationN_LocusNo ratings yet
- ABB MV-LV TransformerDocument44 pagesABB MV-LV Transformeryarafat007No ratings yet
- Protection Guide enDocument74 pagesProtection Guide enEmad100% (28)
- FIDIC and The Standard Form ContractsDocument108 pagesFIDIC and The Standard Form ContractsAhmed Omar100% (8)
- Guidelines Energy Efficiency PDFDocument133 pagesGuidelines Energy Efficiency PDFN_LocusNo ratings yet
- TManual Chapter 03 PDFDocument40 pagesTManual Chapter 03 PDFManohar PotnuruNo ratings yet
- Wetwell Drawing and Sizing and BenchingDocument60 pagesWetwell Drawing and Sizing and BenchingN_LocusNo ratings yet
- Calculate Size of Diesel Generator SetDocument1 pageCalculate Size of Diesel Generator SetN_LocusNo ratings yet
- Types of Ties Used in Building Construction, Their Design and Uses PDFDocument6 pagesTypes of Ties Used in Building Construction, Their Design and Uses PDFnasirjamal33No ratings yet
- CHE 3161 Test 3 solution incompressible fluid RK EOS ethylene propertiesDocument2 pagesCHE 3161 Test 3 solution incompressible fluid RK EOS ethylene propertiesManishaa Varatha RajuNo ratings yet
- Din 571Document3 pagesDin 571mugiwara ruffyNo ratings yet
- Astm C109-16Document10 pagesAstm C109-16Travis TwaddellNo ratings yet
- Uk 506 - Fita GuiaDocument5 pagesUk 506 - Fita GuiaAlessandro OliveiraNo ratings yet
- Dow Specialty Membranes Ultra High PressureDocument16 pagesDow Specialty Membranes Ultra High PressureAlejandro OdioNo ratings yet
- Brosur Pt. Srirejeki Perdana Steel-1Document16 pagesBrosur Pt. Srirejeki Perdana Steel-1Agus SofiansyahNo ratings yet
- Zhejiang Senhu Composite Material Technology CoDocument16 pagesZhejiang Senhu Composite Material Technology CoTaseerNo ratings yet
- Ganj Ai Bek Irrigation Canal: Tentative Implementation PlanDocument3 pagesGanj Ai Bek Irrigation Canal: Tentative Implementation PlanAbdul Manan AsadzaiNo ratings yet
- Anti Static Vinyl Flooring - Electra - CatalogDocument2 pagesAnti Static Vinyl Flooring - Electra - CatalogcharibackupNo ratings yet
- Soap Mixer Machine GuideDocument2 pagesSoap Mixer Machine GuidedwiseptichanNo ratings yet
- Section 4 - HLDDocument13 pagesSection 4 - HLDfaizal_7138No ratings yet
- Back Titration TechniqueDocument31 pagesBack Titration TechniquenaomiNo ratings yet
- Gas Dynamics Equation SheetDocument5 pagesGas Dynamics Equation SheetMicha VardyNo ratings yet
- Heat Treatment ProcedureDocument17 pagesHeat Treatment ProcedureSANNI KUMARNo ratings yet
- TLC Analysis of Analygesic Drug)Document4 pagesTLC Analysis of Analygesic Drug)Gervais ManizabayoNo ratings yet
- 10 11648 J Ajop 20150305 17 PDFDocument21 pages10 11648 J Ajop 20150305 17 PDFkristinadodi1No ratings yet
- Ethyl Benzene Project ReportDocument88 pagesEthyl Benzene Project ReportRahul Srivastava92% (26)
- Goulds Model 3700/3710: High Temperature/High Pressure Process Pumps Designed and Built To Meet Requirements of API-610Document40 pagesGoulds Model 3700/3710: High Temperature/High Pressure Process Pumps Designed and Built To Meet Requirements of API-610Rous MeryNo ratings yet
- Technical Data Sheet for AeroShell Fluid 41 (IndiaDocument3 pagesTechnical Data Sheet for AeroShell Fluid 41 (IndiaAaron ChanNo ratings yet
- Nano Select - 2021 - Anik - Gold Nanoparticles GNPs in Biomedical and Clinical Applications A ReviewDocument37 pagesNano Select - 2021 - Anik - Gold Nanoparticles GNPs in Biomedical and Clinical Applications A ReviewJavoxis Alonso Javo IrarrazabalNo ratings yet
- CompactionGroutingAugust2007 FINALDocument122 pagesCompactionGroutingAugust2007 FINALCarlos Rafael Obregón MimbelaNo ratings yet
- wch16 01 Rms 20230302Document24 pageswch16 01 Rms 20230302Farayan IslamNo ratings yet
- Example: Fire Engineering A Composite SHS ColumnDocument10 pagesExample: Fire Engineering A Composite SHS ColumnCatalin234No ratings yet
- J-DMS: Typical Floor ConnectionDocument1 pageJ-DMS: Typical Floor ConnectionMary DenizeNo ratings yet
- Lossna-Board: Heat-Resistant Material SeriesDocument14 pagesLossna-Board: Heat-Resistant Material SeriesLord VarioNo ratings yet
- Z-ABS Material Safety Data Sheet-1 PDFDocument7 pagesZ-ABS Material Safety Data Sheet-1 PDFLaurentiu-Florin MosinoiuNo ratings yet
- Metals & Non-MetalsDocument16 pagesMetals & Non-Metalseditsnaruto106100% (2)
- Metals and The Reactivity SeriesDocument11 pagesMetals and The Reactivity SeriesNiya HinksonNo ratings yet
- Polymers PDFDocument10 pagesPolymers PDFKrishna limNo ratings yet