You might also like
- Fracture Simulation of Partially ThreadedDocument13 pagesFracture Simulation of Partially ThreadedDEEPESH KUMARNo ratings yet
- Static Performance of Slidable Bolt-Assembly TrussDocument17 pagesStatic Performance of Slidable Bolt-Assembly TrussDEEPESH KUMARNo ratings yet
- Composites Part B: Rui-Jun Zhang, Ai-Qun LiDocument8 pagesComposites Part B: Rui-Jun Zhang, Ai-Qun LiDEEPESH KUMARNo ratings yet
- Tensile Bearing Capacity For Bolted Spherical JointsDocument18 pagesTensile Bearing Capacity For Bolted Spherical JointsDEEPESH KUMARNo ratings yet
- Measurement: Akhand Rai, Jong-Myon KimDocument11 pagesMeasurement: Akhand Rai, Jong-Myon KimDEEPESH KUMARNo ratings yet
- Decoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDocument6 pagesDecoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDEEPESH KUMARNo ratings yet
- Decoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDocument6 pagesDecoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDEEPESH KUMARNo ratings yet
- Detailed Contact Surface Evaluation Based On Electric Field - 2017 - Procedia CDocument6 pagesDetailed Contact Surface Evaluation Based On Electric Field - 2017 - Procedia CDEEPESH KUMARNo ratings yet
- Applied Mathematical Modelling: Viorel BadescuDocument23 pagesApplied Mathematical Modelling: Viorel BadescuDEEPESH KUMARNo ratings yet
- 1 s2.0 S2211379718328997 Main PDFDocument11 pages1 s2.0 S2211379718328997 Main PDFArik Nauval AnamNo ratings yet
- Decoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDocument6 pagesDecoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDEEPESH KUMARNo ratings yet
- Decoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDocument6 pagesDecoupling of Fluid and Thermo Elastic Simulations On Machine - 2017 - ProcediaDEEPESH KUMARNo ratings yet
- 3 PDFDocument14 pages3 PDFDEEPESH KUMARNo ratings yet
- Science of Computer Programming: PrefaceDocument2 pagesScience of Computer Programming: PrefaceDEEPESH KUMARNo ratings yet
- Adaptive Separation of Unbalance Vibration in Air Bearing S - 2017 - Procedia CIDocument6 pagesAdaptive Separation of Unbalance Vibration in Air Bearing S - 2017 - Procedia CIDEEPESH KUMARNo ratings yet
- Research On Rotational Accuracy of Cylindrical Roller BearingDocument6 pagesResearch On Rotational Accuracy of Cylindrical Roller BearingDEEPESH KUMARNo ratings yet
- A New Approach For Manufacturing Systems Simulation Int - 2011 - IFAC ProceedinDocument6 pagesA New Approach For Manufacturing Systems Simulation Int - 2011 - IFAC ProceedinDEEPESH KUMARNo ratings yet
- BoltDocument19 pagesBoltDEEPESH KUMARNo ratings yet
- 4Document6 pages4DEEPESH KUMARNo ratings yet
- 3 PDFDocument14 pages3 PDFDEEPESH KUMARNo ratings yet
- 1 s2.0 S0309174018306983 MainDocument5 pages1 s2.0 S0309174018306983 MainDEEPESH KUMARNo ratings yet
- International Journal of Mining Science and TechnologyDocument10 pagesInternational Journal of Mining Science and TechnologyDEEPESH KUMARNo ratings yet
- 1 s2.0 S2095268618302994 MainDocument10 pages1 s2.0 S2095268618302994 MainDEEPESH KUMARNo ratings yet
- 1 s2.0 S2352146519302376 Main PDFDocument8 pages1 s2.0 S2352146519302376 Main PDFDEEPESH KUMARNo ratings yet
- Dynamic Coe Cients and Stability Analysis of A Water-Lubricated Hydrostatic Bearing by Solving The Uncoupled Reynolds EquationDocument14 pagesDynamic Coe Cients and Stability Analysis of A Water-Lubricated Hydrostatic Bearing by Solving The Uncoupled Reynolds EquationDEEPESH KUMARNo ratings yet
- BoltDocument19 pagesBoltDEEPESH KUMARNo ratings yet
- Optimisation of Die DesignDocument8 pagesOptimisation of Die DesignDEEPESH KUMARNo ratings yet
- Hertz Contact Stress of Deep Groove Ball Bearing: SciencedirectDocument6 pagesHertz Contact Stress of Deep Groove Ball Bearing: SciencedirectDEEPESH KUMARNo ratings yet
- The Residual Stress of The Cold Rolled Bearing Race The Residual Stress of The Cold Rolled Bearing RaceDocument6 pagesThe Residual Stress of The Cold Rolled Bearing Race The Residual Stress of The Cold Rolled Bearing RaceDEEPESH KUMARNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Script For TourguidingDocument2 pagesScript For Tourguidingfshe2677% (125)
- Phases of Clinical Trials: OverlapDocument3 pagesPhases of Clinical Trials: OverlapMohammed El-GezeiryNo ratings yet
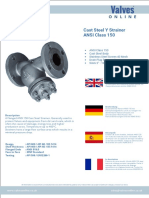
- Cast Steel y Strainer Ansi Class 150Document2 pagesCast Steel y Strainer Ansi Class 150aurinkokelloNo ratings yet
- 60 Minutes-60 Questions: Mathematics TestDocument15 pages60 Minutes-60 Questions: Mathematics TestJihyun YeonNo ratings yet
- Math Story FlowersDocument3 pagesMath Story Flowerstoxic_angel_love958No ratings yet
- Give Me Five 6 Pupils BookDocument129 pagesGive Me Five 6 Pupils BookAdrian Gonzalez100% (5)
- Different Project Topics of BSNLDocument3 pagesDifferent Project Topics of BSNLAbhijit Tripathy0% (1)
- JAOP Progress ReportDocument36 pagesJAOP Progress ReportnidhisasidharanNo ratings yet
- I PU Assignment 2023-24 For WorkshopDocument12 pagesI PU Assignment 2023-24 For Workshopfaruff111100% (1)
- Chapter 2 - Coordinate GeometryDocument73 pagesChapter 2 - Coordinate GeometryFILIP CEZARNo ratings yet
- Life Saving Appliance: Personal Life-Saving Appliances Lifeboats & Rescue Boats LiferaftsDocument18 pagesLife Saving Appliance: Personal Life-Saving Appliances Lifeboats & Rescue Boats Liferaftsdafa dzaky100% (1)
- Power Grid Corporation of India Limited Construction ManagementDocument8 pagesPower Grid Corporation of India Limited Construction ManagementRahul RanjanNo ratings yet
- Q's For CONS VivaDocument251 pagesQ's For CONS VivaHanin AbukhiaraNo ratings yet
- Wiring Harness Installation Instructions: For InstallersDocument12 pagesWiring Harness Installation Instructions: For Installersnirut_niceguyNo ratings yet
- Des Piece F Se 2003 MotorDocument26 pagesDes Piece F Se 2003 MotorPACHYYNNo ratings yet
- Advances in The Study of The Genetic Disorders PDFDocument484 pagesAdvances in The Study of The Genetic Disorders PDFhayamasNo ratings yet
- Audi SSP 822703 4 2 L v8 Fsi Engine VolkswagenDocument4 pagesAudi SSP 822703 4 2 L v8 Fsi Engine Volkswagenmiriam100% (34)
- IndictmentDocument2 pagesIndictmentCBS Austin WebteamNo ratings yet
- NEDO's Role in International Technical Cooperation ProjectsDocument45 pagesNEDO's Role in International Technical Cooperation Projectsamitsh20072458No ratings yet
- Solutions of Mini Case Bruce HoniballDocument5 pagesSolutions of Mini Case Bruce HoniballShivshankar Yadav100% (1)
- NIA045462022 KL 13 AR 1130 Royal Enfield Motors LTD Classic X 350 ESDocument10 pagesNIA045462022 KL 13 AR 1130 Royal Enfield Motors LTD Classic X 350 ESAkhil DasNo ratings yet
- Referencia 8Document130 pagesReferencia 8Kimiko SullonNo ratings yet
- CS401 Mcqs For Final TermDocument20 pagesCS401 Mcqs For Final Termsara.arshad.ch4No ratings yet
- Manual stack emission monitoring standardDocument29 pagesManual stack emission monitoring standardsantisal11No ratings yet
- IVOZI Pronunciation SoundDocument2 pagesIVOZI Pronunciation Soundlorena13ntNo ratings yet
- Open Fracture Classification and TreatmentDocument70 pagesOpen Fracture Classification and TreatmentKelly Khesya100% (1)
- Oukfxu DH Lwpuk Ladyu@Izs'K.K GSRQ Izns"K LRJ Ij MRRJNK H Ysoy 1) 2, Oa 3 LRJ Ds VF/KDKFJ Ksa Ds Leidz LWDocument12 pagesOukfxu DH Lwpuk Ladyu@Izs'K.K GSRQ Izns"K LRJ Ij MRRJNK H Ysoy 1) 2, Oa 3 LRJ Ds VF/KDKFJ Ksa Ds Leidz LWNishant KumarNo ratings yet
- Presidential Decree No. 1616 establishes Intramuros AdministrationDocument22 pagesPresidential Decree No. 1616 establishes Intramuros AdministrationRemiel Joseph Garniel BataoNo ratings yet
- Relative Density and Load Capacity of SandsDocument14 pagesRelative Density and Load Capacity of SandsgatotNo ratings yet
- DSBV87ALP Two-Stage Differential Pressure Control Valve SpecsDocument2 pagesDSBV87ALP Two-Stage Differential Pressure Control Valve SpecsadrianioantomaNo ratings yet