You might also like
- Urea Fertilizer Factory Process OverviewDocument92 pagesUrea Fertilizer Factory Process OverviewMd. Abu NayeemNo ratings yet
- Place of Posting: NTPC VindhyachalDocument16 pagesPlace of Posting: NTPC Vindhyachalscentpcbarauni BARAUNINo ratings yet
- Energies 13 05558 v2Document22 pagesEnergies 13 05558 v2qwerty fkvorkcjdkNo ratings yet
- Stack HT FGDDocument8 pagesStack HT FGDKiranNo ratings yet
- Benson Babcock HitachiDocument6 pagesBenson Babcock HitachiHandrea Hadi SaputraNo ratings yet
- Progress of Emission Control in Electric Arc FurnacesDocument8 pagesProgress of Emission Control in Electric Arc FurnacesJoão CoelhoNo ratings yet
- Kanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PoweDocument10 pagesKanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PowePanait StefanNo ratings yet
- Wuhuan - MR Pi JinlinDocument34 pagesWuhuan - MR Pi JinlinAmanNo ratings yet
- DeNOx, DeSOx, and CO2 Removal Technology For Power PDFDocument5 pagesDeNOx, DeSOx, and CO2 Removal Technology For Power PDFVudugundla KodandapaniNo ratings yet
- Successes: Inorganic Coal Additive For Controlling Mercury Emissions and Mitigating Slagging and FoulingDocument4 pagesSuccesses: Inorganic Coal Additive For Controlling Mercury Emissions and Mitigating Slagging and FoulingbackinthesandtrapNo ratings yet
- ) PergamonDocument10 pages) PergamonBao YuanNo ratings yet
- Thermal Fatigue Behaviour of Yttria-Zirconia CoatingsDocument2 pagesThermal Fatigue Behaviour of Yttria-Zirconia CoatingsDimas PalgunadiNo ratings yet
- Comparative Analysis of Cryogenic and PTSA Technologies For Systems of Oxygen ProductionDocument7 pagesComparative Analysis of Cryogenic and PTSA Technologies For Systems of Oxygen Productionsameer bakshiNo ratings yet
- Krishnan and Associates Power Industry Technical Writing Example Indian+Market+for+Emission Control+Expected+to+See Explosive+GrowthDocument2 pagesKrishnan and Associates Power Industry Technical Writing Example Indian+Market+for+Emission Control+Expected+to+See Explosive+GrowthSoumitraNo ratings yet
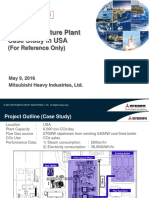
- Case Study MHI CO2 Capture PlantDocument3 pagesCase Study MHI CO2 Capture PlantSathish PaulNo ratings yet
- Applied Thermal Engineering: Pardeep Garg, Pramod Kumar, Kandadai Srinivasan, Pradip DuttaDocument5 pagesApplied Thermal Engineering: Pardeep Garg, Pramod Kumar, Kandadai Srinivasan, Pradip DuttaKumbamNo ratings yet
- Attachment 2 - ESP+Bag Filter Technical SpecificationDocument48 pagesAttachment 2 - ESP+Bag Filter Technical SpecificationEky Aditya PutraNo ratings yet
- Applied Thermal Engineering: Lars O. Nord, Olav BollandDocument7 pagesApplied Thermal Engineering: Lars O. Nord, Olav BollandHugo SolìsNo ratings yet
- 2.7 Particulate Cems For Wet and Dry FGD ApplicationsDocument11 pages2.7 Particulate Cems For Wet and Dry FGD Applicationsjitendrashukla10836No ratings yet
- Air Pollution Control in The Sugar Cane PDFDocument10 pagesAir Pollution Control in The Sugar Cane PDFMiguel Angel Rozo ArangoNo ratings yet
- Integrated ESP and wet scrubber controls NOx and PMDocument9 pagesIntegrated ESP and wet scrubber controls NOx and PMfirmando 212018012No ratings yet
- ThorCon International Molten Salt Reactor DesignDocument4 pagesThorCon International Molten Salt Reactor DesignFahdila RahmaNo ratings yet
- Kawasaki's Presentation on FGD and SCR SystemsDocument20 pagesKawasaki's Presentation on FGD and SCR Systemsjitendrashukla10836No ratings yet
- Modeling and Sizing of A MW Solar DSG Plant: SciencedirectDocument10 pagesModeling and Sizing of A MW Solar DSG Plant: Sciencedirectbeauty xuNo ratings yet
- Desulfurization of Syngas in A Transport Reactor PDFDocument9 pagesDesulfurization of Syngas in A Transport Reactor PDFSuprio KamalNo ratings yet
- He (2016)Document13 pagesHe (2016)Suênia FernandesNo ratings yet
- CO2 Capture at Ambient Temperature in A Fixed Bed With CaO Based Sorbents 2015 Applied EnergyDocument7 pagesCO2 Capture at Ambient Temperature in A Fixed Bed With CaO Based Sorbents 2015 Applied EnergyserchNo ratings yet
- Combined Cycles for Offshore Oil and Gas InstallationsDocument17 pagesCombined Cycles for Offshore Oil and Gas InstallationsRafraf EzdineNo ratings yet
- Solid Waste ManagementDocument2 pagesSolid Waste ManagementYe PhoneNo ratings yet
- APC Utilized at IGCC Plant (ABB)Document16 pagesAPC Utilized at IGCC Plant (ABB)Yang Gul LeeNo ratings yet
- Captive Power Plant - Encon Measures: A Sunrise Project For A Sunshine FutureDocument20 pagesCaptive Power Plant - Encon Measures: A Sunrise Project For A Sunshine Futuremujeebtalib100% (1)
- Salomone et al_2023_Process simulation and energy analysis of synthetic natural gas production fromDocument17 pagesSalomone et al_2023_Process simulation and energy analysis of synthetic natural gas production fromJalcamNo ratings yet
- Svendsen CATO Amsterdam June 2014Document43 pagesSvendsen CATO Amsterdam June 2014jiangshencaoNo ratings yet
- Ijiset V3 I10 10Document11 pagesIjiset V3 I10 10Diki PrayogoNo ratings yet
- International Journal of Greenhouse Gas Control: 2 Tianyu Gao, Gary T. RochelleDocument12 pagesInternational Journal of Greenhouse Gas Control: 2 Tianyu Gao, Gary T. RochelleMD Redwan IslamNo ratings yet
- Energy Efficiency and Renewable EnergyDocument41 pagesEnergy Efficiency and Renewable EnergyhoangpalestineNo ratings yet
- Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal Power Plant For CO CaptureDocument36 pagesPre-Combustion, Post-Combustion and Oxy-Combustion in Thermal Power Plant For CO Captureحسين أحمد حسينNo ratings yet
- Description - Components of Wet FGD SystemDocument55 pagesDescription - Components of Wet FGD SystemDo Ngoc TriuNo ratings yet
- Analytical Investigation and Design of Flue Gas Desulfurization SystemDocument4 pagesAnalytical Investigation and Design of Flue Gas Desulfurization SystemAnuj SinghNo ratings yet
- 1221819Document20 pages1221819abasakNo ratings yet
- 1-S2.0-S2212982021004194-Main Methanol Production4Document14 pages1-S2.0-S2212982021004194-Main Methanol Production4octasyaNo ratings yet
- Experimental Investigation of The Carbonation Reactor in A - 2020 - Fuel ProcesDocument9 pagesExperimental Investigation of The Carbonation Reactor in A - 2020 - Fuel ProcesFood CatNo ratings yet
- GTC 01012Document26 pagesGTC 01012Zarra FaktNo ratings yet
- 4939 8579 1 PBDocument5 pages4939 8579 1 PBFerren SasqiaNo ratings yet
- Management of Thermal Power Plants in India: Paper Presented at BAQ 2006 at Yogykarta, IndonesiaDocument19 pagesManagement of Thermal Power Plants in India: Paper Presented at BAQ 2006 at Yogykarta, Indonesiaapi-26797747No ratings yet
- Deno, Deso, and Co Removal Technology For Power PlantDocument5 pagesDeno, Deso, and Co Removal Technology For Power PlantcumiiNo ratings yet
- Session 2 Speaker 2 Rev Ojan CPDDocument22 pagesSession 2 Speaker 2 Rev Ojan CPDSoufyane OuhammiNo ratings yet
- Development of Hitachi Oxy-Fuel Combustion TechnologiesDocument12 pagesDevelopment of Hitachi Oxy-Fuel Combustion Technologiestesla teslonNo ratings yet
- Main Activities in University of Perugia About Technologies For Greenhouse Gases MitigationDocument16 pagesMain Activities in University of Perugia About Technologies For Greenhouse Gases MitigationbharathimanjulaNo ratings yet
- Boiler FailureDocument6 pagesBoiler FailureMahmoud RefaatNo ratings yet
- SOx Emmissions Absortion FLSDocument14 pagesSOx Emmissions Absortion FLSMartha Carolina Gomez MartinezNo ratings yet
- Robert A. Varin, Tom Czujko, Eric B. Wasmund, Zbigniew S. WronskiDocument15 pagesRobert A. Varin, Tom Czujko, Eric B. Wasmund, Zbigniew S. WronskiMartin Fibela EsparzaNo ratings yet
- Lower Order Transfer Function Identification of Nonlinear MIMO System-Alstom GasifierDocument7 pagesLower Order Transfer Function Identification of Nonlinear MIMO System-Alstom GasifierFrontiersNo ratings yet
- Thermochemical Conversion of Biomass To Hydrogen - IEA 2021Document21 pagesThermochemical Conversion of Biomass To Hydrogen - IEA 2021Claudio AmoreseNo ratings yet
- Applied Thermal Engineering: Research PaperDocument12 pagesApplied Thermal Engineering: Research Paperdigitalginga2No ratings yet
- Norms For Installation of FGD PDFDocument5 pagesNorms For Installation of FGD PDFRinjumon RinjuNo ratings yet
- Jurnal STEDocument16 pagesJurnal STEMuthiaNurFadhilahNo ratings yet
- Investigation of The Long-Term Performance of An Industrial-Scale Biogas Upgrading Plant With Grid Supply Applying Gas Permeation MembranesDocument6 pagesInvestigation of The Long-Term Performance of An Industrial-Scale Biogas Upgrading Plant With Grid Supply Applying Gas Permeation MembranesBenjamin F ZavalaNo ratings yet
- Computers and Chemical EngineeringDocument8 pagesComputers and Chemical EngineeringJudit FortetNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Selection of Motor Types & SizesDocument3 pagesSelection of Motor Types & SizesNathanNo ratings yet
- B18 31 3 - 2009 PDFDocument14 pagesB18 31 3 - 2009 PDFCarlitos100% (1)
- ASME B16.9-2012 - Factory-Made Wrought Buttwelding FittingsDocument52 pagesASME B16.9-2012 - Factory-Made Wrought Buttwelding FittingsNathanNo ratings yet
- ANSI B16.5 - Flanges & Bolts Dimension (Manufacturer 1)Document3 pagesANSI B16.5 - Flanges & Bolts Dimension (Manufacturer 1)NathanNo ratings yet
- Flange Dimensions 250# & 300#Document1 pageFlange Dimensions 250# & 300#NathanNo ratings yet
- Tieu Chuan Kiem Tra Do Ben Vat Lieu FRPDocument3 pagesTieu Chuan Kiem Tra Do Ben Vat Lieu FRPNathanNo ratings yet
- Boost Efficiency &: Lower EmissionsDocument15 pagesBoost Efficiency &: Lower EmissionsNathanNo ratings yet
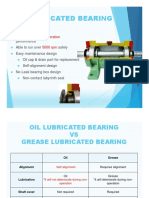
- Oil Lubricated Bearing: Better Vibration AccelerationDocument4 pagesOil Lubricated Bearing: Better Vibration AccelerationNathanNo ratings yet
- ASME B18.2.2-2010 - Nuts For General Applications As Machine Screw - Hex.Square - Hex Flange - Coupling Nuts (Inch)Document40 pagesASME B18.2.2-2010 - Nuts For General Applications As Machine Screw - Hex.Square - Hex Flange - Coupling Nuts (Inch)NathanNo ratings yet
- C P T R F C P I: Athodic Rotection EST Eport ORM Over Age and NstructionsDocument5 pagesC P T R F C P I: Athodic Rotection EST Eport ORM Over Age and NstructionsNathanNo ratings yet
- Top-Level Engineering Solutions: Charge Air CoolersDocument24 pagesTop-Level Engineering Solutions: Charge Air CoolersNathanNo ratings yet
- Optimisation of Sensor Locations For Measurement oDocument7 pagesOptimisation of Sensor Locations For Measurement oNathanNo ratings yet
- WikasealDocument57 pagesWikasealNathanNo ratings yet
- Efficiency Boost For Engines: Kelvion Charge Air CoolerDocument2 pagesEfficiency Boost For Engines: Kelvion Charge Air CoolerNathanNo ratings yet
- WK Cooling ElementDocument4 pagesWK Cooling ElementNathanNo ratings yet
- Dwyer SPPM CX Manual PDFDocument4 pagesDwyer SPPM CX Manual PDFNathanNo ratings yet
- Guysand AnchorsDocument34 pagesGuysand AnchorslatshareNo ratings yet
- Resistant Emission Reducer: Kelvion Exhaust Gas Recirculation CoolerDocument2 pagesResistant Emission Reducer: Kelvion Exhaust Gas Recirculation CoolerNathanNo ratings yet
- Smart Programmable Panel Meter: Fully Field Configurable, 16-Bit Color Touch Screen DisplayDocument1 pageSmart Programmable Panel Meter: Fully Field Configurable, 16-Bit Color Touch Screen DisplayNathanNo ratings yet
- Xerox 3210Document140 pagesXerox 3210sdaidoxNo ratings yet
- Dwyer SPPM CX Manual PDFDocument4 pagesDwyer SPPM CX Manual PDFNathanNo ratings yet
- UEP Bulletin 1724E-153Document29 pagesUEP Bulletin 1724E-153NathanNo ratings yet
- "Designed and Engineered To Perform": Second EditionDocument96 pages"Designed and Engineered To Perform": Second EditionNathanNo ratings yet
- Guy Wires PDFDocument5 pagesGuy Wires PDFtylerlhsmithNo ratings yet
- Vane-Type Mist EliminatorDocument1 pageVane-Type Mist EliminatorNathanNo ratings yet
- Wa/fer W/Mayfie/a: Dec. 28, 1937. W. W. Mayfield 2,103,332Document6 pagesWa/fer W/Mayfie/a: Dec. 28, 1937. W. W. Mayfield 2,103,332NathanNo ratings yet
- A Procedure For Analysis of Guyline Tension PDFDocument49 pagesA Procedure For Analysis of Guyline Tension PDFJimmy Deswidawansyah NasutionNo ratings yet
- Construction Requirements For Pole Line Guys: Electric Design ManualDocument26 pagesConstruction Requirements For Pole Line Guys: Electric Design ManualNathanNo ratings yet
- TEN Group - NGK DynamometersDocument1 pageTEN Group - NGK DynamometersNathanNo ratings yet
- Dust Control HandbookDocument314 pagesDust Control HandbookJoseph RileyNo ratings yet
- Hydraulic Pump PDFDocument1,568 pagesHydraulic Pump PDFIbrahim AwadNo ratings yet
- Sheet 1 PDFDocument5 pagesSheet 1 PDFAnonymous hdjbt4waj7No ratings yet
- Week 2Document8 pagesWeek 2shmyeNo ratings yet
- Wurster Coating - Scle Up and Scale OutDocument5 pagesWurster Coating - Scle Up and Scale OutVijayan Rajendran50% (6)
- Turow Power PlantDocument14 pagesTurow Power Plantdobrilog100% (1)
- PARALLEL FLOW OVER FLAT PLATES-PresentationDocument9 pagesPARALLEL FLOW OVER FLAT PLATES-PresentationAbdelrahmanAwadNo ratings yet
- PDS of Flow MeterDocument1 pagePDS of Flow Meterdebu1985No ratings yet
- FLUE GAS ANALYSIS AND HEAT EXCHANGER SIZINGDocument3 pagesFLUE GAS ANALYSIS AND HEAT EXCHANGER SIZINGRajendraNo ratings yet
- Guidelines For Produced Water InjectionDocument28 pagesGuidelines For Produced Water InjectionleopumpkingNo ratings yet
- NitroGen USER MANUAL - R0017Document30 pagesNitroGen USER MANUAL - R0017SV HegdeNo ratings yet
- Hierarchy of Decisions: 1. Batch Versus ContinuousDocument25 pagesHierarchy of Decisions: 1. Batch Versus ContinuousDoaa BadarnehNo ratings yet
- Klima Celje - VentilatoriDocument20 pagesKlima Celje - VentilatoriMuhidin KozicaNo ratings yet
- Ejectors and Jet Pumps - Design For Steam Driven FlowDocument92 pagesEjectors and Jet Pumps - Design For Steam Driven FlowtjutjuNo ratings yet
- 5MA039 - Introduction To Heat TransferDocument30 pages5MA039 - Introduction To Heat TransferNaveen KarunarathnaNo ratings yet
- Balance de MasaDocument48 pagesBalance de MasajohnNo ratings yet
- Viscosity Average Molecular WeightDocument2 pagesViscosity Average Molecular WeightASHNA RAJUNo ratings yet
- Coefficient of Discharge ExperimentDocument9 pagesCoefficient of Discharge ExperimentAhmadGhanemNo ratings yet
- MENA-Reference PW GambellaDocument1 pageMENA-Reference PW Gambellanermeen ahmedNo ratings yet
- Beebe - Physics & Applications of Microfluidics in BiologyDocument28 pagesBeebe - Physics & Applications of Microfluidics in BiologyRabia Mercimek (Student)No ratings yet
- ME211 Fluid Mechanics I Control Volume Analysis Reynolds TransportDocument39 pagesME211 Fluid Mechanics I Control Volume Analysis Reynolds TransportJohn SimonNo ratings yet
- 1607 4165 1 SMDocument4 pages1607 4165 1 SMDestiya RamaNo ratings yet
- 10 Examples of Solid and Gas StatesDocument5 pages10 Examples of Solid and Gas StatesJez VillaflorNo ratings yet
- Table of Contents for Plumbing Code Chapter GuideDocument18 pagesTable of Contents for Plumbing Code Chapter GuidegunterivNo ratings yet
- A4 PsychrometricAnalysisOfAFully2021Document11 pagesA4 PsychrometricAnalysisOfAFully2021Vinod kumarNo ratings yet
- CFBC Refractory Dryout Along With Atmospheric Boilout FinalDocument7 pagesCFBC Refractory Dryout Along With Atmospheric Boilout FinalpurvgargNo ratings yet
- Developing and Using Stio Tables NotesDocument27 pagesDeveloping and Using Stio Tables NotesThabangNo ratings yet
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaNo ratings yet
- Ameziani-Effect of The Days Scrolling On The Natural Convection in An Open Ended Storage SiloDocument9 pagesAmeziani-Effect of The Days Scrolling On The Natural Convection in An Open Ended Storage SiloAyşegül Durmuş DemirNo ratings yet
- CarboTech CMS Bulletin 41 PSA Test Plant 20110127Document2 pagesCarboTech CMS Bulletin 41 PSA Test Plant 20110127Enrico CallegariNo ratings yet
- Problems KinematicsDocument3 pagesProblems KinematicsAsjad khanNo ratings yet