You might also like
- Kanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PoweDocument10 pagesKanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PowePanait StefanNo ratings yet
- Analysis of A Bayonet Tube Heat Exchanger: T. O'Doherty, A.J. Jolly, C.J. BatesDocument18 pagesAnalysis of A Bayonet Tube Heat Exchanger: T. O'Doherty, A.J. Jolly, C.J. BatesMelanie PooleNo ratings yet
- Clean Coal TechnologyDocument67 pagesClean Coal TechnologyRandi StuartNo ratings yet
- HP4a 13 Giaconia Rev0607Document7 pagesHP4a 13 Giaconia Rev0607kkakosimNo ratings yet
- Design of Pyrolysis ReactorDocument72 pagesDesign of Pyrolysis Reactork_asiamah201296% (27)
- Pressurised Oxy-Coal Combustion Rankine-Cycle For Future Zero Emission Power Plants: Process Design and Energy AnalysisDocument10 pagesPressurised Oxy-Coal Combustion Rankine-Cycle For Future Zero Emission Power Plants: Process Design and Energy AnalysisMehdi SirajNo ratings yet
- An Experimental Investigation Into The Use of Molten Carbonate Fuel Cells To Capture Co2 From Gas Turbine Exhaust GasesDocument8 pagesAn Experimental Investigation Into The Use of Molten Carbonate Fuel Cells To Capture Co2 From Gas Turbine Exhaust GasesRitesh AgarwalNo ratings yet
- Cooler System For Cryogenic CO 2 CaptureDocument11 pagesCooler System For Cryogenic CO 2 CaptureJulian De BedoutNo ratings yet
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861No ratings yet
- Er-Rbib Bouallou Energy 2014Document9 pagesEr-Rbib Bouallou Energy 2014Yogendran GanesanNo ratings yet
- Hydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageDocument9 pagesHydrogen Production From Coal and Biomass Co-Gasi Ca-Tion Process With Carbon Capture and StorageJaydeep PatelNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument25 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsHumay HamidliNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- Oxy-Combustion Techno-Economic Analysis for Large Scale CCS ProjectDocument8 pagesOxy-Combustion Techno-Economic Analysis for Large Scale CCS ProjectBidesh M KirtaniaNo ratings yet
- Coal Gasification Process For Us IndustryDocument19 pagesCoal Gasification Process For Us Industrymourinho2No ratings yet
- 1 s2.0 S0306261919319361 MainDocument13 pages1 s2.0 S0306261919319361 MainJulian SuarezNo ratings yet
- Simulation of Processes For Efficient Methanol Production Using Co and Solar EnergyDocument6 pagesSimulation of Processes For Efficient Methanol Production Using Co and Solar EnergyaitormrNo ratings yet
- Electrical Swing AdsorptionDocument8 pagesElectrical Swing AdsorptionGiuseppe PezzellaNo ratings yet
- Power-GEN Europe 2012: From coal to biomass challenges of Rodenhuize Unit 4 conversionDocument21 pagesPower-GEN Europe 2012: From coal to biomass challenges of Rodenhuize Unit 4 conversionarunNo ratings yet
- Accepted Manuscript: 10.1016/j.applthermaleng.2015.02.054Document37 pagesAccepted Manuscript: 10.1016/j.applthermaleng.2015.02.054DemeseNo ratings yet
- Alstom - Integrated Solutions For Coal-Fired Power PlantsDocument3 pagesAlstom - Integrated Solutions For Coal-Fired Power PlantsAlmario SagunNo ratings yet
- HAPPY2000: Final Project ReportDocument43 pagesHAPPY2000: Final Project Reportsant24416100% (1)
- Spallina Psa CapexDocument17 pagesSpallina Psa CapexDiego MaportiNo ratings yet
- Application of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsDocument9 pagesApplication of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsAkash NamdeoNo ratings yet
- Heat and Mass Balances in The ULCOS Blast FurnaceDocument3 pagesHeat and Mass Balances in The ULCOS Blast FurnaceakshukNo ratings yet
- Biogas To MetanolDocument13 pagesBiogas To MetanolpabloNo ratings yet
- CO2 Methanation for Renewable Energy Storage in Gas GridsDocument6 pagesCO2 Methanation for Renewable Energy Storage in Gas GridszirimiaNo ratings yet
- Capturing Carbon Existing Coal-Fired Power PlantsDocument10 pagesCapturing Carbon Existing Coal-Fired Power PlantsRoumen GuhaNo ratings yet
- Update On Vattenfall's 30 MWTH Oxyfuel Pilot Plant in SchwarzeDocument9 pagesUpdate On Vattenfall's 30 MWTH Oxyfuel Pilot Plant in SchwarzeMaun-NiurNo ratings yet
- Process Optimization of Hydrogen Production From Coal GasificationDocument6 pagesProcess Optimization of Hydrogen Production From Coal GasificationGeorge CojocaruNo ratings yet
- Comparison of Co2 Removal SystemsDocument6 pagesComparison of Co2 Removal SystemsAmer AlkalaifhNo ratings yet
- Thermal cracking of recycled hydrocarbons for re-pyrolysis analysisDocument19 pagesThermal cracking of recycled hydrocarbons for re-pyrolysis analysisAli DarvishiNo ratings yet
- Costos de Inversión IGCCDocument16 pagesCostos de Inversión IGCCFrancisco José Lara TeuberNo ratings yet
- Highly Efficient Low Emission Biomass CHP Plant Using ORC TechnologyDocument0 pagesHighly Efficient Low Emission Biomass CHP Plant Using ORC TechnologyTecsloNo ratings yet
- Hydrogen From Coal: Production and Utilisation Technologies: E. Shoko, B. Mclellan, A.L. Dicks, J.C. Diniz Da CostaDocument10 pagesHydrogen From Coal: Production and Utilisation Technologies: E. Shoko, B. Mclellan, A.L. Dicks, J.C. Diniz Da CostaLaura GarciaNo ratings yet
- 1-s2.0-S2212982022004644-mainDocument12 pages1-s2.0-S2212982022004644-mainGiuseppe LovecchioNo ratings yet
- 1-S2.0-S2212982022004644-Main Methanol Production3Document12 pages1-S2.0-S2212982022004644-Main Methanol Production3octasyaNo ratings yet
- Microturbine Energy SystemsDocument16 pagesMicroturbine Energy SystemsshamsNo ratings yet
- 10 1 1 168 59 PDFDocument11 pages10 1 1 168 59 PDFanshuman432No ratings yet
- Status of Claraccs: Modelling and Simulation of Coal-Fired Power Plants With Co CaptureDocument10 pagesStatus of Claraccs: Modelling and Simulation of Coal-Fired Power Plants With Co CaptureDurjoy ChakrabortyNo ratings yet
- 1 s2.0 S036054421200686X Review (Staging)Document8 pages1 s2.0 S036054421200686X Review (Staging)LIZARNo ratings yet
- 2018 05 14 SCO2 Cycle For CoalFiredPowerGeneration With PCC V1Document33 pages2018 05 14 SCO2 Cycle For CoalFiredPowerGeneration With PCC V1Olumayegun OlumideNo ratings yet
- Heat and mass balances in the ULCOS Blast FurnaceDocument3 pagesHeat and mass balances in the ULCOS Blast FurnaceCofe MilkNo ratings yet
- Techno-Economic Assessment of Bio-Syngas Production For Methanol Synthesis: A Focus On The Water-Gas Shift and Carbon Capture SectionsDocument19 pagesTechno-Economic Assessment of Bio-Syngas Production For Methanol Synthesis: A Focus On The Water-Gas Shift and Carbon Capture SectionsMạnh BùiNo ratings yet
- Team 32 - Overall Team ReportDocument381 pagesTeam 32 - Overall Team Reportapi-20007190100% (4)
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocument10 pagesAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNo ratings yet
- EPEC CO2 Capture Article (AIChE, CEP) April 09Document0 pagesEPEC CO2 Capture Article (AIChE, CEP) April 09Kln JbhbNo ratings yet
- S01-Coal Gasification-Gs-Gct PDFDocument5 pagesS01-Coal Gasification-Gs-Gct PDFTotoIswantoMuhammadTohirNo ratings yet
- Improving The Efficiency of A Chilled Ammonia CO2Document7 pagesImproving The Efficiency of A Chilled Ammonia CO2ناصر احمدNo ratings yet
- Solar Cycles Using CO2Document8 pagesSolar Cycles Using CO2Syed Jiaul HoqueNo ratings yet
- Comparison of Different CO Recovery Processes in Their Optimum Operating Conditions FromDocument6 pagesComparison of Different CO Recovery Processes in Their Optimum Operating Conditions FromFunky labsNo ratings yet
- Energies: CO Capture From Flue Gas of A Coal-Fired Power Plant Using Three-Bed PSA ProcessDocument15 pagesEnergies: CO Capture From Flue Gas of A Coal-Fired Power Plant Using Three-Bed PSA ProcessDominik WojtasNo ratings yet
- Energies 11 03055Document13 pagesEnergies 11 03055Muhammad Redzwan Bin IsmailNo ratings yet
- Analysis and Perspective On Heat Pump For IndustriDocument27 pagesAnalysis and Perspective On Heat Pump For IndustriJianping TangNo ratings yet
- International Journal of Greenhouse Gas Control: Zoe Kapetaki, Pietro Brandani, Stefano Brandani, Hyungwoong AhnDocument10 pagesInternational Journal of Greenhouse Gas Control: Zoe Kapetaki, Pietro Brandani, Stefano Brandani, Hyungwoong AhnMəhərrəm CəbrayılovNo ratings yet
- CO2 Capture Tech at Large ScaleDocument8 pagesCO2 Capture Tech at Large ScaleottovelardeNo ratings yet
- Power Plant Engineering Case StudyDocument13 pagesPower Plant Engineering Case StudyShubham Gawde100% (1)
- Integrated gasification combined cycle for Power generationDocument25 pagesIntegrated gasification combined cycle for Power generationmohammedalaa861No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Eukaryoticvs Prokaryotic CellsDocument14 pagesEukaryoticvs Prokaryotic CellsYnna JaneNo ratings yet
- Near-Zero Emissions From Electricity and Hydrogen ProductionDocument24 pagesNear-Zero Emissions From Electricity and Hydrogen Productionحسين أحمد حسينNo ratings yet
- ResearchDocument3 pagesResearchحسين أحمد حسينNo ratings yet
- Cost and Economic Potential (IGCC in IonDocument24 pagesCost and Economic Potential (IGCC in Ionapi-3799861No ratings yet
- TBDocument4 pagesTBحسين أحمد حسينNo ratings yet
- Plant CellDocument1 pagePlant Cellحسين أحمد حسينNo ratings yet
- Eukaryoticvs Prokaryotic CellsDocument14 pagesEukaryoticvs Prokaryotic CellsYnna JaneNo ratings yet
- BaselDocument6 pagesBaselحسين أحمد حسينNo ratings yet
- The PlantDocument16 pagesThe Plantrian SitompulNo ratings yet
- Important Topic in Organic ChemistryDocument2 pagesImportant Topic in Organic Chemistryحسين أحمد حسينNo ratings yet
- H Advanced Lewis Structures and VSEPR 2008Document4 pagesH Advanced Lewis Structures and VSEPR 2008حسين أحمد حسينNo ratings yet
- Brag SheetDocument3 pagesBrag Sheetحسين أحمد حسينNo ratings yet
- AP Physics B - Projectile Motion PDFDocument17 pagesAP Physics B - Projectile Motion PDFNoscire YeNo ratings yet
- The Future of Agriculture in EgyptDocument24 pagesThe Future of Agriculture in Egyptحسين أحمد حسينNo ratings yet
- AlkanesDocument57 pagesAlkanesAvvari AnnamaniNo ratings yet
- Nuclear (AP MC)Document2 pagesNuclear (AP MC)حسين أحمد حسينNo ratings yet
- AlkanesDocument57 pagesAlkanesAvvari AnnamaniNo ratings yet
- Functional Group Analysis 1Document17 pagesFunctional Group Analysis 1حسين أحمد حسينNo ratings yet
- المپیاد شیمی امریکا 1999 قسمت 3Document10 pagesالمپیاد شیمی امریکا 1999 قسمت 3api-3706290No ratings yet
- Solving ODEs With Matlab Instructors Manual - L.F. ShampineDocument36 pagesSolving ODEs With Matlab Instructors Manual - L.F. ShampineHermes®No ratings yet
- Introduction To MATLAB - Sikander M. MirzaDocument45 pagesIntroduction To MATLAB - Sikander M. MirzaNasir JumaniNo ratings yet
- Questions On HydrocarbonsDocument6 pagesQuestions On Hydrocarbonsحسين أحمد حسينNo ratings yet
- New Text DocumentDocument1 pageNew Text Documentحسين أحمد حسينNo ratings yet
- Adaminsideout NervousSystemWkshtDocument4 pagesAdaminsideout NervousSystemWkshtحسين أحمد حسينNo ratings yet
- Bio Links 2Document8 pagesBio Links 2حسين أحمد حسينNo ratings yet
- AP Physics B - Projectile Motion PDFDocument17 pagesAP Physics B - Projectile Motion PDFNoscire YeNo ratings yet
- Egypt Grand ChallengesDocument1 pageEgypt Grand Challengesحسين أحمد حسينNo ratings yet
- Bio Links 2Document8 pagesBio Links 2حسين أحمد حسينNo ratings yet
- Quantum Harmonic Oscillator LectureDocument6 pagesQuantum Harmonic Oscillator LectureAnastasiaLoukianoyNo ratings yet
- Solar Space Heating and Cooling System For Buildings: Present byDocument14 pagesSolar Space Heating and Cooling System For Buildings: Present byJay KakadiyaNo ratings yet
- Short Term Hydro-Thermal Coordination: Presented by Rajendra Narayan Senapati Roll No-26243 Regd. No.-0701105115Document27 pagesShort Term Hydro-Thermal Coordination: Presented by Rajendra Narayan Senapati Roll No-26243 Regd. No.-0701105115mezigebuNo ratings yet
- Geothermal Power Plants: Principles, Applications, Case Studies and Environmental ImpactDocument1 pageGeothermal Power Plants: Principles, Applications, Case Studies and Environmental ImpactJuan Ponce ManríquezNo ratings yet
- OE Flyer 4000biogas 2 14Document3 pagesOE Flyer 4000biogas 2 14muhammad afrizalNo ratings yet
- Power Generation: Schematic Diagram of Diesel Power StationDocument7 pagesPower Generation: Schematic Diagram of Diesel Power StationsoyabkhanNo ratings yet
- Gisborne Council Air Quality Plan Chimney Height CalculationDocument3 pagesGisborne Council Air Quality Plan Chimney Height CalculationAnupam KumarNo ratings yet
- Paj-7e 201906Document2 pagesPaj-7e 201906Anum AkramNo ratings yet
- Pengaruh Torefaksi Terhadap Sifat Kimia Pelet TandDocument8 pagesPengaruh Torefaksi Terhadap Sifat Kimia Pelet TandkongbengNo ratings yet
- Bloom Box Energy Abstract@Document3 pagesBloom Box Energy Abstract@reshpannuNo ratings yet
- HW 31 Solutions Spring 2012Document9 pagesHW 31 Solutions Spring 2012rameshaarya99No ratings yet
- Air Cooled CondensersDocument4 pagesAir Cooled CondensersGrant DouglasNo ratings yet
- Borosil RenewablesDocument2 pagesBorosil RenewablesJatin SoniNo ratings yet
- 10kWel SOLAR ORGANIC RANKINE CYCLE SYSTEM FOR BRAZILDocument10 pages10kWel SOLAR ORGANIC RANKINE CYCLE SYSTEM FOR BRAZILMarcel Senaubar AlvesNo ratings yet
- Project Report For Power Plant PresentationDocument10 pagesProject Report For Power Plant PresentationAnant MomayaNo ratings yet
- Presentasi Coal MILL Pulverizer Modeling AwalDocument26 pagesPresentasi Coal MILL Pulverizer Modeling Awalbhisma aktaNo ratings yet
- DPR For Cooling Water Systm Ofstage IVDocument4 pagesDPR For Cooling Water Systm Ofstage IVLeeno ShillaNo ratings yet
- PVWatts Calculator PDFDocument2 pagesPVWatts Calculator PDFThisNo ratings yet
- GEA34130 AeroderivativeGT - Whitepaper - R6Document10 pagesGEA34130 AeroderivativeGT - Whitepaper - R6Cecilia CabreraNo ratings yet
- 30 MWTH Ciuden Oxy-Cfb Boiler - First ExperiencesDocument10 pages30 MWTH Ciuden Oxy-Cfb Boiler - First ExperiencesFlavio ALVAREZNo ratings yet
- Flexibility Requirement in Indian Power SystemDocument62 pagesFlexibility Requirement in Indian Power SystemSanjay NandalNo ratings yet
- 2 Types of Energy Resources: Renewable vs Non-RenewableDocument7 pages2 Types of Energy Resources: Renewable vs Non-RenewableHariz HilmanNo ratings yet
- Types of Renewable Power SystemsDocument2 pagesTypes of Renewable Power SystemsKaguraNo ratings yet
- Design and Control of Microgrid Fed by RenewableDocument10 pagesDesign and Control of Microgrid Fed by RenewablestarboyNo ratings yet
- Unit Three (Steam Turbine Power Plant) PDFDocument21 pagesUnit Three (Steam Turbine Power Plant) PDFbernabasNo ratings yet
- Tugas Thermodinamika Teknik Kimia II (Mohon Dikumpulkan Pada Hari Selasa, April 2014 Sebelum Pukul 12.00)Document1 pageTugas Thermodinamika Teknik Kimia II (Mohon Dikumpulkan Pada Hari Selasa, April 2014 Sebelum Pukul 12.00)Danan Jaya RisantonoNo ratings yet
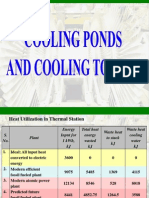
- Cooling Ponds and Cooling TowersDocument31 pagesCooling Ponds and Cooling Towersphanendra2No ratings yet
- Case Study of Chernobyl DisasterDocument8 pagesCase Study of Chernobyl DisasterNajihah JaffarNo ratings yet
- Solar Panel MfrsDocument3 pagesSolar Panel MfrsvinlecrgNo ratings yet
- Prof. Ir. Doddy Abdassah, M.St., Ph.D.Billal Mahaydika Aslam, ST., MT.Efsion Andre, STDocument4 pagesProf. Ir. Doddy Abdassah, M.St., Ph.D.Billal Mahaydika Aslam, ST., MT.Efsion Andre, STbilhaqNo ratings yet
- Malinowski 2017Document15 pagesMalinowski 2017Eu LoverulNo ratings yet