You might also like
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsFrom EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo ratings yet
- Viewing and Interpretation of RadiographsDocument28 pagesViewing and Interpretation of RadiographsEr WidodoNo ratings yet
- 315020-DOC-3201 - (V-2001 Feed Dryer Vessel) - RevADocument8 pages315020-DOC-3201 - (V-2001 Feed Dryer Vessel) - RevAShahariar ShahadatNo ratings yet
- TFP620 05 2014Document8 pagesTFP620 05 2014Furkan KadıNo ratings yet
- Condensate Accumulator SpecificationDocument7 pagesCondensate Accumulator SpecificationAnwar SadatNo ratings yet
- PQR# Welder: Welder Id#Document2 pagesPQR# Welder: Welder Id#tjeffNo ratings yet
- Tube Move Version 6.4Document25 pagesTube Move Version 6.4edisoncontreraspNo ratings yet
- Pure 50Document9 pagesPure 50Carlos LagosNo ratings yet
- THD0924HEDocument11 pagesTHD0924HEFilipeNo ratings yet
- Coated Bolts and OvertappingDocument2 pagesCoated Bolts and OvertappingRamazan ErdinçNo ratings yet
- DropinsubmittalsDocument2 pagesDropinsubmittalsRenzo CarmenNo ratings yet
- HSNL EngDocument54 pagesHSNL Engwebhareggebru06No ratings yet
- Mil M 81531Document12 pagesMil M 81531Lul preetNo ratings yet
- EA - Check of Anchorage Zone in Post Tension Slab ECP 203-2020 v1.0Document2 pagesEA - Check of Anchorage Zone in Post Tension Slab ECP 203-2020 v1.0S DuttaNo ratings yet
- What To Do If A Drill String Failure OccursDocument5 pagesWhat To Do If A Drill String Failure Occursislam atifNo ratings yet
- Investigation of High Intensity UV Lights On FPI and MPI: September 24, 2014Document21 pagesInvestigation of High Intensity UV Lights On FPI and MPI: September 24, 2014lukiNo ratings yet
- 13 GrosserDocument8 pages13 GrosserTiago SilvaNo ratings yet
- VK960Document19 pagesVK960AngeloNo ratings yet
- Solar QutationDocument1 pageSolar Qutationarpit patelNo ratings yet
- Roof Top Solar Installation CertificateDocument3 pagesRoof Top Solar Installation CertificateLasantha Abeykoon67% (3)
- Level Switch Data SheetDocument3 pagesLevel Switch Data SheetNikhil KarkeraNo ratings yet
- 2A201 - 474E Spec TestDocument11 pages2A201 - 474E Spec TestvitapabloNo ratings yet
- Field Welding Crack RepairDocument7 pagesField Welding Crack Repairalefeli26No ratings yet
- Draft Specification of Various Items of TunnelsDocument29 pagesDraft Specification of Various Items of TunnelsDEBASIS BARMANNo ratings yet
- Tapping Screw Performance Specifications: Greenslade & Company, IncDocument22 pagesTapping Screw Performance Specifications: Greenslade & Company, Inco_l_0No ratings yet
- Level 1 Deck Lifting - Lifting LugDocument20 pagesLevel 1 Deck Lifting - Lifting LugNag RajNo ratings yet
- Ultrasonic Weld Inspection ProcedureDocument16 pagesUltrasonic Weld Inspection ProcedureSadok Kzadri100% (1)
- ECA TLC ProcedureDocument24 pagesECA TLC ProcedureGheorghe Adrian100% (1)
- 117-28314 Examination of Fracture Site Scraper WireDocument13 pages117-28314 Examination of Fracture Site Scraper WireWilliam Gerardo Pita PerezNo ratings yet
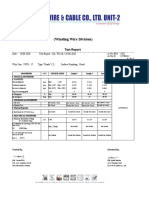
- (Winding Wire Division) : Test ReportDocument2 pages(Winding Wire Division) : Test ReportJamil SharifNo ratings yet
- Instrument Junction Box - AnDocument4 pagesInstrument Junction Box - Ansugeng wahyudiNo ratings yet
- Supply and Install Electrical Distribution: Client: ContractorDocument10 pagesSupply and Install Electrical Distribution: Client: ContractorKaywan ZuherNo ratings yet
- VK512 - ESFR Dry Pendent Sprinkler (K25.2)Document8 pagesVK512 - ESFR Dry Pendent Sprinkler (K25.2)DeniNo ratings yet
- JP Raj Viknesh Advanced NDT CVDocument17 pagesJP Raj Viknesh Advanced NDT CVBhavya Nath ReddyNo ratings yet
- Foundation Calculation Sheet: Title DescriptionDocument28 pagesFoundation Calculation Sheet: Title DescriptionAkintoye AsaoluNo ratings yet
- 042519-Window SprinklersDocument10 pages042519-Window SprinklersVINOD PAULNo ratings yet
- VL User Manual Rev 1.05 March 2020Document30 pagesVL User Manual Rev 1.05 March 2020Kim Reis100% (1)
- Renewal PartsForm: 201.23-RP2Document72 pagesRenewal PartsForm: 201.23-RP2Juan Manuel Guevara AcevedoNo ratings yet
- Design Data ReferencesDocument8 pagesDesign Data ReferencesM Andre ArsyandyNo ratings yet
- ProcessTap Temperature - Dualam - AC Plastic PipeDocument2 pagesProcessTap Temperature - Dualam - AC Plastic PipeXarly Polite Jr.No ratings yet
- Material Submittal No. 0003 r.01 For Mdpe Pipes & Fittings, Sdr-11 (Naffco Flow Control, U.a.e.)Document136 pagesMaterial Submittal No. 0003 r.01 For Mdpe Pipes & Fittings, Sdr-11 (Naffco Flow Control, U.a.e.)rheynavarro24No ratings yet
- Ultrasonic Tube to Tube Sheet ExamDocument6 pagesUltrasonic Tube to Tube Sheet ExamChandrasekhar mishraNo ratings yet
- Design For CTR Panel (N2 System)Document5 pagesDesign For CTR Panel (N2 System)anandpurushothamanNo ratings yet
- Design For CTR Panel (N2 System)Document5 pagesDesign For CTR Panel (N2 System)anandpurushothamanNo ratings yet
- Instrumentation Cable Gen. To EN 50288-7: Flame Retardant, Sunlight Resistant 90 °C / 500 VDocument4 pagesInstrumentation Cable Gen. To EN 50288-7: Flame Retardant, Sunlight Resistant 90 °C / 500 VShashank SaxenaNo ratings yet
- MEC-Floorscanners: Storage Tank InspectionDocument3 pagesMEC-Floorscanners: Storage Tank InspectionReadersmoNo ratings yet
- Certificado Arnes de Liniero 7042L - FallTech - UnlockedDocument4 pagesCertificado Arnes de Liniero 7042L - FallTech - UnlockedLMiguelPintoNo ratings yet
- Evodeck: Species UnicaDocument14 pagesEvodeck: Species UnicaRamses TorrealbaNo ratings yet
- PlugDocument2 pagesPlugJalal AlbadriNo ratings yet
- Checklist Fire StopDocument9 pagesChecklist Fire StopAnonymous DMdGdsOENo ratings yet
- Instruction Writing - (For Single Vee)Document4 pagesInstruction Writing - (For Single Vee)Hoang Diep PhanNo ratings yet
- Advanced Ultrasonic Flaw SizingDocument56 pagesAdvanced Ultrasonic Flaw Sizingcudalb georgeNo ratings yet
- Bruel&Kjaer8206 Hammer CalibrationDocument4 pagesBruel&Kjaer8206 Hammer Calibrationram ANo ratings yet
- D-SUB Bus Connector - SUBCON-PLUS-M/AX 9 - 2904467: Product DescriptionDocument6 pagesD-SUB Bus Connector - SUBCON-PLUS-M/AX 9 - 2904467: Product Descriptionpietro zugnoniNo ratings yet
- Technical Specifications for Armoured Instrument CableDocument2 pagesTechnical Specifications for Armoured Instrument CableRijo RajanNo ratings yet
- Paseo Curtain Wall Strutural Calculation Ver. 2 March 18 2020 PDFDocument93 pagesPaseo Curtain Wall Strutural Calculation Ver. 2 March 18 2020 PDFVictor Dlreyes100% (1)
- Technical Data: 1. DescriptionDocument18 pagesTechnical Data: 1. DescriptionitaloNo ratings yet
- V2DManual Version1 0Document28 pagesV2DManual Version1 0Tibor TiborNo ratings yet
- Technical Data: 1. DescriptionDocument14 pagesTechnical Data: 1. DescriptionArif MaulanaNo ratings yet
- Brazil Nuts PDFDocument1 pageBrazil Nuts PDFMohd Idris MohiuddinNo ratings yet
- Wazifa For Visa Success - Recite Surah Bani Israel Ayat 80Document1 pageWazifa For Visa Success - Recite Surah Bani Israel Ayat 80Mohd Idris MohiuddinNo ratings yet
- Surah Talaq Ayat 2-3: It Was Narrated From Abu Dharr That The Messenger of Allah ( ) SaidDocument1 pageSurah Talaq Ayat 2-3: It Was Narrated From Abu Dharr That The Messenger of Allah ( ) SaidMohd Idris Mohiuddin100% (1)
- Punjetan Pak Hajat WazifaDocument1 pagePunjetan Pak Hajat WazifaMohd Idris MohiuddinNo ratings yet
- Hajat Ki NamazDocument2 pagesHajat Ki NamazMohd Idris MohiuddinNo ratings yet
- Macadamia NutsDocument1 pageMacadamia NutsMohd Idris MohiuddinNo ratings yet
- C Than Oranges and 15 Times More Potassium Than Bananas. It Also Has Calcium, Protein, IronDocument1 pageC Than Oranges and 15 Times More Potassium Than Bananas. It Also Has Calcium, Protein, IronMohd Idris MohiuddinNo ratings yet
- Noni Juice Health Benefits for Gout, Skin, Arthritis & MoreDocument1 pageNoni Juice Health Benefits for Gout, Skin, Arthritis & MoreMohd Idris MohiuddinNo ratings yet
- Health Benefits of PecansDocument1 pageHealth Benefits of PecansMohd Idris MohiuddinNo ratings yet
- Assessing Plans For Inspection and Testing of New Storage TanksDocument8 pagesAssessing Plans For Inspection and Testing of New Storage TanksKhepa BabaNo ratings yet
- Introduction to Protective CoatingsDocument56 pagesIntroduction to Protective CoatingsMohd Idris MohiuddinNo ratings yet
- Valve Selection Types and ClassesDocument71 pagesValve Selection Types and ClassesRaj Bindas100% (2)
- Pipelines Repair and Maintenance PDFDocument36 pagesPipelines Repair and Maintenance PDFMohd Idris MohiuddinNo ratings yet
- I & T Piping PDFDocument46 pagesI & T Piping PDFMohd Idris MohiuddinNo ratings yet
- Material For HEDocument36 pagesMaterial For HEMohd Idris MohiuddinNo ratings yet
- Piping Layout, Support and Flexibility PDFDocument82 pagesPiping Layout, Support and Flexibility PDFDavid Muñoz Castro100% (1)
- Course Objective ExerciseDocument17 pagesCourse Objective ExerciseKhepa BabaNo ratings yet
- Guide To Pearson Test of English General: Level 1 (Elementary)Document36 pagesGuide To Pearson Test of English General: Level 1 (Elementary)Krishna MohanNo ratings yet
- Welding ParametersDocument87 pagesWelding ParametersDhanish Kumar100% (3)
- Corrosion Inspection Program PDFDocument46 pagesCorrosion Inspection Program PDFAnonymous S9qBDVkyNo ratings yet
- Pipeline Coatings and LiningsDocument33 pagesPipeline Coatings and LiningsAnonymous S9qBDVky100% (2)
- Overview of Water PDFDocument30 pagesOverview of Water PDFMohd Idris Mohiuddin100% (1)
- Reading Section PTE - Sample TestDocument23 pagesReading Section PTE - Sample Testएक नेपालीNo ratings yet
- Surah Anam Ayat 124 ExplainedDocument5 pagesSurah Anam Ayat 124 ExplainedMohd Idris MohiuddinNo ratings yet
- Asme Sec Ix QueiriesDocument1 pageAsme Sec Ix QueiriesMohd Idris MohiuddinNo ratings yet
- PTE Tips for Success in Speaking and Writing SectionsDocument9 pagesPTE Tips for Success in Speaking and Writing SectionsAnonymous yCpjZF1rF100% (3)
- PTE Essay TemplateDocument1 pagePTE Essay TemplateMohd Idris MohiuddinNo ratings yet
- Finance For Non FinanceDocument52 pagesFinance For Non FinanceMohd Idris MohiuddinNo ratings yet
- Health Benefits of HoneyDocument10 pagesHealth Benefits of HoneyMohd Idris MohiuddinNo ratings yet
- Power2 Leading The Way in Two-Stage TurbochargingDocument4 pagesPower2 Leading The Way in Two-Stage TurbochargingМаксим АгеевNo ratings yet
- The Smart Guide To The MBEDocument36 pagesThe Smart Guide To The MBEMeiyuan HUANGNo ratings yet
- Quiz On Digestive SystemDocument2 pagesQuiz On Digestive Systemacademic purposesNo ratings yet
- Barrett Preliminary Injunction in 'Heartbeat Bill' CaseDocument12 pagesBarrett Preliminary Injunction in 'Heartbeat Bill' CaseCincinnatiEnquirerNo ratings yet
- Organizational Behavior: Eighteenth EditionDocument37 pagesOrganizational Behavior: Eighteenth EditionPrashant Kumar100% (1)
- 11g SQL Fundamentals I Student Guide - Vol IIDocument283 pages11g SQL Fundamentals I Student Guide - Vol IIIjazKhanNo ratings yet
- Inelastic Response SpectrumDocument10 pagesInelastic Response Spectrummathewsujith31No ratings yet
- Berger ProjectDocument36 pagesBerger ProjectShahnavaz HusainNo ratings yet
- 4 A Union School Vs Dagdag 1Document1 page4 A Union School Vs Dagdag 1King BautistaNo ratings yet
- Physico-Chemical Characteristics and Afatoxins Production of Atractylodis Rhizoma To Diferent Storage Temperatures and HumiditiesDocument10 pagesPhysico-Chemical Characteristics and Afatoxins Production of Atractylodis Rhizoma To Diferent Storage Temperatures and HumiditiesWSNo ratings yet
- Iccmrt HR Role Play CaseDocument2 pagesIccmrt HR Role Play CaseJoshua RichardsNo ratings yet
- B.sc. Microbiology 1Document114 pagesB.sc. Microbiology 1nasitha princeNo ratings yet
- DR Horton Homeowners ManualDocument80 pagesDR Horton Homeowners ManualLynn RaisesNo ratings yet
- 18 MN216 Fluid Mechanics IDocument2 pages18 MN216 Fluid Mechanics Ijorge luisNo ratings yet
- Vampire Stories in GreeceDocument21 pagesVampire Stories in GreeceΓιώργος ΣάρδηςNo ratings yet
- Route StructureDocument3 pagesRoute StructureAndrei Gideon ReyesNo ratings yet
- Geography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksDocument13 pagesGeography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksTheo MolotoNo ratings yet
- Handout-Wisdom QuestionsDocument1 pageHandout-Wisdom Questionsapi-369459770No ratings yet
- 2010 - Octenidine Dihydrochloride, A Modern Antiseptic For Skin, Mucous Membranes and WoundsDocument15 pages2010 - Octenidine Dihydrochloride, A Modern Antiseptic For Skin, Mucous Membranes and Woundsnovia100% (2)
- Journeys B2 Teacher's Resource Pack: Grammar ThemesDocument2 pagesJourneys B2 Teacher's Resource Pack: Grammar ThemesMiriam SanchezNo ratings yet
- September/News/Septiembre 2013: P.O. Box 44 WWW - Hecatomberecords.esDocument7 pagesSeptember/News/Septiembre 2013: P.O. Box 44 WWW - Hecatomberecords.eshecatomberecordsNo ratings yet
- Lucid Dreaming Fast TrackDocument3 pagesLucid Dreaming Fast TrackWulan Funblogger50% (2)
- Race, Gender, and the Politics of Visible IdentityDocument21 pagesRace, Gender, and the Politics of Visible IdentityrebenaqueNo ratings yet
- The Coffee House-Group 8Document18 pagesThe Coffee House-Group 8Thanh Huyền TrầnNo ratings yet
- Lenses and Optical Instruments: Major PointsDocument20 pagesLenses and Optical Instruments: Major Points陳慶銘No ratings yet
- Pricelist PT SCB Maret 2023Document11 pagesPricelist PT SCB Maret 2023PT RUKUN CAHAYA ABADINo ratings yet
- Mil STD 1365bDocument49 pagesMil STD 1365bprakki123No ratings yet
- Quotes by Swami VivekanandaDocument6 pagesQuotes by Swami Vivekanandasundaram108No ratings yet
- WWII 2nd Army HistoryDocument192 pagesWWII 2nd Army HistoryCAP History Library100% (1)
- XMLvsJSON-40charDocument7 pagesXMLvsJSON-40charPrakashNo ratings yet
- Coloring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesFrom EverandColoring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesRating: 2 out of 5 stars2/5 (12)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- A Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionFrom EverandA Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionRating: 4.5 out of 5 stars4.5/5 (23)
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastFrom EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastRating: 5 out of 5 stars5/5 (1)
- Siren's Atlas US Terms Edition: An Ocean of Granny Squares to CrochetFrom EverandSiren's Atlas US Terms Edition: An Ocean of Granny Squares to CrochetRating: 5 out of 5 stars5/5 (3)
- Crochet Lace: Techniques, Patterns, and ProjectsFrom EverandCrochet Lace: Techniques, Patterns, and ProjectsRating: 3.5 out of 5 stars3.5/5 (3)
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (9)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- Cozy Minimalist Home: More Style, Less StuffFrom EverandCozy Minimalist Home: More Style, Less StuffRating: 4 out of 5 stars4/5 (154)
- Knit a Box of Socks: 24 sock knitting patterns for your dream box of socksFrom EverandKnit a Box of Socks: 24 sock knitting patterns for your dream box of socksNo ratings yet
- The Basics of Corset Building: A Handbook for BeginnersFrom EverandThe Basics of Corset Building: A Handbook for BeginnersRating: 4.5 out of 5 stars4.5/5 (17)
- Edward's Menagerie: The New Collection: 50 animal patterns to learn to crochetFrom EverandEdward's Menagerie: The New Collection: 50 animal patterns to learn to crochetRating: 3.5 out of 5 stars3.5/5 (4)
- Modern Crochet…For the Beach Babe Goddess: Easy to Use StitchesFrom EverandModern Crochet…For the Beach Babe Goddess: Easy to Use StitchesRating: 3 out of 5 stars3/5 (2)
- Sew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsFrom EverandSew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsRating: 5 out of 5 stars5/5 (3)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- Layers of Meaning: Elements of Visual JournalingFrom EverandLayers of Meaning: Elements of Visual JournalingRating: 4 out of 5 stars4/5 (5)
- Fabric Manipulation: 150 Creative Sewing TechniquesFrom EverandFabric Manipulation: 150 Creative Sewing TechniquesRating: 4.5 out of 5 stars4.5/5 (13)
- Modern Granny Stitch Crochet: Make clothes and accessories using the granny stitchFrom EverandModern Granny Stitch Crochet: Make clothes and accessories using the granny stitchRating: 5 out of 5 stars5/5 (1)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsFrom EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsRating: 4.5 out of 5 stars4.5/5 (10)
- Too Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreFrom EverandToo Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreRating: 5 out of 5 stars5/5 (2)
- Delicate Crochet: 23 Light and Pretty Designs for Shawls, Tops and MoreFrom EverandDelicate Crochet: 23 Light and Pretty Designs for Shawls, Tops and MoreRating: 4 out of 5 stars4/5 (11)
- Crochet: Fun & Easy Patterns For BeginnersFrom EverandCrochet: Fun & Easy Patterns For BeginnersRating: 5 out of 5 stars5/5 (3)
- How to Dress: Secret styling tips from a fashion insiderFrom EverandHow to Dress: Secret styling tips from a fashion insiderRating: 4 out of 5 stars4/5 (1)
- Crafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsFrom EverandCrafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsRating: 1.5 out of 5 stars1.5/5 (3)
- Martha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeFrom EverandMartha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeNo ratings yet
- Creative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsFrom EverandCreative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsRating: 4.5 out of 5 stars4.5/5 (2)
- Friends: The One with the Crochet: The Official Crochet Pattern BookFrom EverandFriends: The One with the Crochet: The Official Crochet Pattern BookRating: 5 out of 5 stars5/5 (1)
- Famous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsFrom EverandFamous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsRating: 4 out of 5 stars4/5 (4)