You might also like
- Aerospace Material SpecificationDocument8 pagesAerospace Material SpecificationNav Talukdar100% (2)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Letter of Intent (Assessor) New AssessorDocument1 pageLetter of Intent (Assessor) New Assessoreddiethehead196878% (32)
- PURCHASE SPEC. FOR PLATES-WELD OVERLAY (SA516 Gr.70 + SA240 316L)Document4 pagesPURCHASE SPEC. FOR PLATES-WELD OVERLAY (SA516 Gr.70 + SA240 316L)Daison PaulNo ratings yet
- Purchase Spec. For Plates-Weld Overlay (CS + 304L)Document3 pagesPurchase Spec. For Plates-Weld Overlay (CS + 304L)Daison PaulNo ratings yet
- Purchase Spec. For Flange-Nickel Alloy Forgings (SB564 Uns N08825)Document5 pagesPurchase Spec. For Flange-Nickel Alloy Forgings (SB564 Uns N08825)Daison PaulNo ratings yet
- PURCHASE SPEC. FOR PLATES-CLADDED (SA266 Gr.2 + S31803)Document6 pagesPURCHASE SPEC. FOR PLATES-CLADDED (SA266 Gr.2 + S31803)Daison PaulNo ratings yet
- PURCHASE SPEC. FOR PLATES-CLADDED (SA516 Gr.70N + SA 240 GR 316L)Document6 pagesPURCHASE SPEC. FOR PLATES-CLADDED (SA516 Gr.70N + SA 240 GR 316L)Daison Paul100% (1)
- Purchase Spec. For Pipes (Sa790)Document5 pagesPurchase Spec. For Pipes (Sa790)Daison PaulNo ratings yet
- Purchase Spec. For Fittings (Sa403 WP321)Document4 pagesPurchase Spec. For Fittings (Sa403 WP321)Daison PaulNo ratings yet
- PURCHASE SPEC. FOR BOLTS&NUTS (SA320M Gr.L7 & SA194M Gr.4)Document4 pagesPURCHASE SPEC. FOR BOLTS&NUTS (SA320M Gr.L7 & SA194M Gr.4)Daison PaulNo ratings yet
- Purchase Spec. For Plates (Sa36)Document5 pagesPurchase Spec. For Plates (Sa36)Daison PaulNo ratings yet
- Purchase Spec. For Fittings (Sa815 Uns S31803)Document5 pagesPurchase Spec. For Fittings (Sa815 Uns S31803)Daison PaulNo ratings yet
- PURCHASE SPEC. FOR PLATES-CLADDED&FORMING (SA516 Gr.70 + SA240 316L)Document3 pagesPURCHASE SPEC. FOR PLATES-CLADDED&FORMING (SA516 Gr.70 + SA240 316L)Daison PaulNo ratings yet
- Purchase Spec. For Tubes (Sa179)Document5 pagesPurchase Spec. For Tubes (Sa179)Daison PaulNo ratings yet
- Purchase Spec. For Plugs-Forging (Sa105)Document4 pagesPurchase Spec. For Plugs-Forging (Sa105)Daison PaulNo ratings yet
- Purchase Spec. For Tubes-Nonferrous (SB111 H55 C1200)Document6 pagesPurchase Spec. For Tubes-Nonferrous (SB111 H55 C1200)Daison PaulNo ratings yet
- Purchase Spec. For Pipes (Sa928 Uns S31803)Document8 pagesPurchase Spec. For Pipes (Sa928 Uns S31803)Daison PaulNo ratings yet
- Purchase Spec. For Tubes (Sa789 S31803)Document6 pagesPurchase Spec. For Tubes (Sa789 S31803)Daison PaulNo ratings yet
- Purchase Spec. For Plates (Sa240 304L)Document3 pagesPurchase Spec. For Plates (Sa240 304L)Daison PaulNo ratings yet
- Purchase Spec. For Bar (SB425)Document4 pagesPurchase Spec. For Bar (SB425)Daison PaulNo ratings yet
- Purchase Spec. For Tubes-Nonferrous (SB111 Uns C71500)Document6 pagesPurchase Spec. For Tubes-Nonferrous (SB111 Uns C71500)Daison PaulNo ratings yet
- Purchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Document4 pagesPurchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Daison PaulNo ratings yet
- Purchase Spec. For Flanges (Sa182 F304&F304L)Document4 pagesPurchase Spec. For Flanges (Sa182 F304&F304L)Daison PaulNo ratings yet
- PURCHASE SPEC. FOR PIPES (SA106 GR.B)Document4 pagesPURCHASE SPEC. FOR PIPES (SA106 GR.B)Daison PaulNo ratings yet
- Purchase Spec. For Pipes (Sa312 TP316L)Document5 pagesPurchase Spec. For Pipes (Sa312 TP316L)Daison PaulNo ratings yet
- Purchase Spec. For Tubes-Cu-Ni Seamless Condenser TubesDocument4 pagesPurchase Spec. For Tubes-Cu-Ni Seamless Condenser TubesDaison PaulNo ratings yet
- Purchase Spec. For Tubes (Sa213 TP321)Document5 pagesPurchase Spec. For Tubes (Sa213 TP321)Daison PaulNo ratings yet
- Purchase Spec. For Nozzles Swage (Sa106b)Document4 pagesPurchase Spec. For Nozzles Swage (Sa106b)Daison PaulNo ratings yet
- Purchase Spec. For Tubes-Nonferrous (SB111 H55 C70600)Document5 pagesPurchase Spec. For Tubes-Nonferrous (SB111 H55 C70600)Daison PaulNo ratings yet
- b2020-Tdc-Fas-004 Fasteners r3Document2 pagesb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNo ratings yet
- 028120-SPL-001 Shop Fabrication Bend Rev. CDocument12 pages028120-SPL-001 Shop Fabrication Bend Rev. CRokan PipelineNo ratings yet
- Itp Signage Rev.01Document8 pagesItp Signage Rev.01moytabura96No ratings yet
- 028120-SPL-002 CRA Lined Carbon Steel Linepipe (Rev. C)Document13 pages028120-SPL-002 CRA Lined Carbon Steel Linepipe (Rev. C)Rokan PipelineNo ratings yet
- General Specification FOR Material, Fabrication and Installation of StructureDocument58 pagesGeneral Specification FOR Material, Fabrication and Installation of Structuredang_noex56% (9)
- Technical Specifications For Carbon Steel Plates /sheets Conforming To Sa-516M Gr. 485Document8 pagesTechnical Specifications For Carbon Steel Plates /sheets Conforming To Sa-516M Gr. 485Kingston RivingtonNo ratings yet
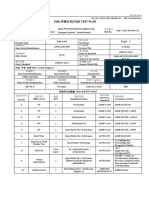
- Pqr 实验计划/Pqr Test Plan: Project InformationDocument1 pagePqr 实验计划/Pqr Test Plan: Project InformationANIL PLAMOOTTILNo ratings yet
- EIL - Specification Sheet123Document1 pageEIL - Specification Sheet123Dinesh ChouguleNo ratings yet
- Aerospace Material Specification: Plating, ZincDocument11 pagesAerospace Material Specification: Plating, ZincSURYAS63No ratings yet
- 0503223-ME-SP-0002-R0 (Valve Data Sheet)Document172 pages0503223-ME-SP-0002-R0 (Valve Data Sheet)Ati ANo ratings yet
- Piping Class Specification - CNE-001-2006-E-08-M-L-10126Document20 pagesPiping Class Specification - CNE-001-2006-E-08-M-L-10126Mubashir fareedNo ratings yet
- Procedure Manual: Forged Valve ProductionDocument12 pagesProcedure Manual: Forged Valve ProductionJaison JoseNo ratings yet
- Saipem - Serept - Piping ClassDocument67 pagesSaipem - Serept - Piping ClassAHMED AMIRANo ratings yet
- Epc3-Brt Pj. - Motor Operated ValvesDocument9 pagesEpc3-Brt Pj. - Motor Operated ValvesUsman ArifNo ratings yet
- Ad CDZZZZ MT Spe 0022 000Document17 pagesAd CDZZZZ MT Spe 0022 000Mehman NasibovNo ratings yet
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhNo ratings yet
- SAIC M 2012 (Structural Welding)Document30 pagesSAIC M 2012 (Structural Welding)rubda11100% (1)
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 pagesEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNo ratings yet
- Sae Ams 5515L-2013Document6 pagesSae Ams 5515L-2013Mehdi MokhtariNo ratings yet
- Piping Welding General Specification Consortium) Rev-3Document48 pagesPiping Welding General Specification Consortium) Rev-3rvsreddy1972No ratings yet
- TPL 19162 G147 00002 - 1Document5 pagesTPL 19162 G147 00002 - 1PRASHANTNo ratings yet
- B2020-TDC-FIT-013 Coupling Plug R1Document2 pagesB2020-TDC-FIT-013 Coupling Plug R1Ramalingam PrabhakaranNo ratings yet
- Technical Specifications For ValvesDocument32 pagesTechnical Specifications For ValvesEr Hussain GhadialiNo ratings yet
- DRP001 Ouf Gal Pro Q 000 064 S1Document26 pagesDRP001 Ouf Gal Pro Q 000 064 S1Rafat KhanNo ratings yet
- EPC3-BRT Pj. - Intergral Double Block & Bleed ValvesDocument6 pagesEPC3-BRT Pj. - Intergral Double Block & Bleed ValvesUsman Arif100% (1)
- Extract From Company Doc No. AD-26-G-27013 Rev.3Document1 pageExtract From Company Doc No. AD-26-G-27013 Rev.3geoanburajaNo ratings yet
- MGT-FF-007 - Master List of External OriginDocument6 pagesMGT-FF-007 - Master List of External OriginGourav SharmaNo ratings yet
- Pig Launchers Recievers PDFDocument9 pagesPig Launchers Recievers PDFgalih santosoNo ratings yet
- Sample MTC For Anchor BoltDocument1 pageSample MTC For Anchor BoltSALMAN PARVEZ ROKADIANo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Preparation: Inspection Before WeldingDocument3 pagesPreparation: Inspection Before WeldingDaison PaulNo ratings yet
- materials: SectionDocument30 pagesmaterials: SectionDaison PaulNo ratings yet
- Purchase Spec. For Tubes (Sa179)Document5 pagesPurchase Spec. For Tubes (Sa179)Daison PaulNo ratings yet
- Purchase Spec. For Tubes (Sa213 TP321)Document5 pagesPurchase Spec. For Tubes (Sa213 TP321)Daison PaulNo ratings yet
- PURCHASE SPEC. FOR PLATES-CLADDED&FORMING (SA516 Gr.70 + SA240 316L)Document3 pagesPURCHASE SPEC. FOR PLATES-CLADDED&FORMING (SA516 Gr.70 + SA240 316L)Daison PaulNo ratings yet
- Purchase Spec. For Nozzles Swage (Sa106b)Document4 pagesPurchase Spec. For Nozzles Swage (Sa106b)Daison PaulNo ratings yet
- Purchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Document4 pagesPurchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Daison PaulNo ratings yet
- Purchase Spec. For Plates (Sa36)Document5 pagesPurchase Spec. For Plates (Sa36)Daison PaulNo ratings yet
- Purchase Spec. For Plates (Sa240 304L)Document3 pagesPurchase Spec. For Plates (Sa240 304L)Daison PaulNo ratings yet
- Purchase Spec. For Pipes (Sa928 Uns S31803)Document8 pagesPurchase Spec. For Pipes (Sa928 Uns S31803)Daison PaulNo ratings yet
- Purchase Spec. For Pipes (Sa790)Document5 pagesPurchase Spec. For Pipes (Sa790)Daison PaulNo ratings yet
- Purchase Spec. For Pipes (Sa312 TP316L)Document5 pagesPurchase Spec. For Pipes (Sa312 TP316L)Daison PaulNo ratings yet
- PURCHASE SPEC. FOR PIPES (SA106 GR.B)Document4 pagesPURCHASE SPEC. FOR PIPES (SA106 GR.B)Daison PaulNo ratings yet
- Purchase Spec. For Fittings (Sa403 WP321)Document4 pagesPurchase Spec. For Fittings (Sa403 WP321)Daison PaulNo ratings yet
- Tes P 122 181213125606Document34 pagesTes P 122 181213125606Sukant BhattacharyaNo ratings yet
- Hydrotest Report - Fire HoseDocument1 pageHydrotest Report - Fire HoseshivarajNo ratings yet
- Air Tube Product Offering: Osi PN DescriptionDocument5 pagesAir Tube Product Offering: Osi PN DescriptionAmirNo ratings yet
- Manual de Peças Do Elevador BVM Ta-100Document3 pagesManual de Peças Do Elevador BVM Ta-100Alexsandro CordeiroNo ratings yet
- Ihp QP Nov - 2022Document3 pagesIhp QP Nov - 2022ranjitrvyavahareNo ratings yet
- X Axis Plate Front: DIY Modular CNC v2 Plates BDocument5 pagesX Axis Plate Front: DIY Modular CNC v2 Plates BDani Hp100% (1)
- Mechanical Engineerig Recommended BooksDocument4 pagesMechanical Engineerig Recommended BooksSandeepNo ratings yet
- Fuel Filter and Piping With AiDocument1 pageFuel Filter and Piping With Aieshopmanual limaNo ratings yet
- Set-Up Approval Report-Bar PillionDocument1 pageSet-Up Approval Report-Bar Pillionswaran autoqaNo ratings yet
- Construction Materials and Testing: Group 2 - Bsce 2L C12Document17 pagesConstruction Materials and Testing: Group 2 - Bsce 2L C12Nathalie AsiloNo ratings yet
- Katalog Dupon Wastafel & BathupDocument2 pagesKatalog Dupon Wastafel & BathupAndika YonitraNo ratings yet
- Especificaciones BOOMDocument3 pagesEspecificaciones BOOMOmar Bahamondes VillalobosNo ratings yet
- Quantity Estimates Box CulvertDocument6 pagesQuantity Estimates Box CulvertAshlesha DubeyNo ratings yet
- Spe 77-130 2017Document23 pagesSpe 77-130 2017윤규섭No ratings yet
- Building Analysis 1 Preliminary DesignDocument20 pagesBuilding Analysis 1 Preliminary DesignDigvijay GiraseNo ratings yet
- Data Sheet UltimaDocument2 pagesData Sheet UltimaHyderNo ratings yet
- Ga 219585 1Document1 pageGa 219585 1phantuan080213No ratings yet
- Slide 12 Sheet Forming 1Document37 pagesSlide 12 Sheet Forming 1john doeNo ratings yet
- 5051 October 19Document12 pages5051 October 19Vivek VNo ratings yet
- Haihao Wall Thickness ASME B36.19MDocument1 pageHaihao Wall Thickness ASME B36.19MDeden SobirinNo ratings yet
- Dailyprogress Report Oct 2016Document48 pagesDailyprogress Report Oct 2016Vinod Kumar VermaNo ratings yet
- 附件 MP三杆阀Document5 pages附件 MP三杆阀MoamenNo ratings yet
- Truss TPDocument49 pagesTruss TPHDNo ratings yet
- REPRESENTATION - OF - VECTORS - USING - RECTANGULAR - COMPONENTS MMMMDocument7 pagesREPRESENTATION - OF - VECTORS - USING - RECTANGULAR - COMPONENTS MMMMkjNo ratings yet
- Iso 4308 1 2003 en FR PDFDocument11 pagesIso 4308 1 2003 en FR PDFJuliano Nunes100% (1)
- Fixed Displacement Bent Axis Piston Pumps: For Truck ApplicationsDocument4 pagesFixed Displacement Bent Axis Piston Pumps: For Truck ApplicationsДаниил СторчеусNo ratings yet
- Silencer AnalysisDocument5 pagesSilencer Analysismiteshpatel191No ratings yet
- Material Request For Lighting Installation CCB and SS1 PDFDocument3 pagesMaterial Request For Lighting Installation CCB and SS1 PDFBasten M H SilitongaNo ratings yet
- Const. Method MPB Gym BawingDocument2 pagesConst. Method MPB Gym BawingNeil Mark Solarte UndagNo ratings yet