You might also like
- Set-Up Approval Report-Bar Comp PillionDocument1 pageSet-Up Approval Report-Bar Comp Pillionswaran autoqaNo ratings yet
- Set-Up Approval Report-Separator LowerDocument2 pagesSet-Up Approval Report-Separator Lowerswaran autoqaNo ratings yet
- Set-Up Approval Report-Separator MiddleDocument2 pagesSet-Up Approval Report-Separator Middleswaran autoqaNo ratings yet
- Set-Up Approval Report-Separator Fuel TankDocument2 pagesSet-Up Approval Report-Separator Fuel Tankswaran autoqaNo ratings yet
- Inprocess Check Sheet - Bar Comp.Document1 pageInprocess Check Sheet - Bar Comp.swaran autoqaNo ratings yet
- Set-Up Approval Report-ABZA-XDocument1 pageSet-Up Approval Report-ABZA-Xswaran autoqaNo ratings yet
- Set-Up Approval Report-XYZDocument1 pageSet-Up Approval Report-XYZswaran autoqaNo ratings yet
- Set-Up Approval Report-Separator UpperDocument1 pageSet-Up Approval Report-Separator Upperswaran autoqaNo ratings yet
- Set-Up Approval Report-Brkt - HC CollectorDocument2 pagesSet-Up Approval Report-Brkt - HC Collectorswaran autoqaNo ratings yet
- 2324-301123108 Guide Starter Chain (28102-ACK-0100) - XLSXDocument1 page2324-301123108 Guide Starter Chain (28102-ACK-0100) - XLSXSonali AhirwarNo ratings yet
- Yhb Rear Piston Rod (M7a100280) Omega BrightDocument3 pagesYhb Rear Piston Rod (M7a100280) Omega BrightOBSC PerfectionNo ratings yet
- BanK Statement ConfideDocument8 pagesBanK Statement ConfideSanjeev PurriNo ratings yet
- CB0C050F0Document12 pagesCB0C050F0roshni mehraNo ratings yet
- CB1C006F0Document6 pagesCB1C006F0roshni mehraNo ratings yet
- Layout FormatDocument13 pagesLayout FormatBharatNo ratings yet
- YV4 FRONT Pioston Rod (M7A120026 OmegaDocument2 pagesYV4 FRONT Pioston Rod (M7A120026 OmegaOBSC PerfectionNo ratings yet
- Bearing LSS CoverDocument2 pagesBearing LSS CoverRagul0042No ratings yet
- Repport UT CS - 1Document22 pagesRepport UT CS - 1daemsalNo ratings yet
- Axle Push Lever - B - 97Document1 pageAxle Push Lever - B - 97Preetam KumarNo ratings yet
- Yv4 - Rear Piston Rod (M7a010204) OmegaDocument2 pagesYv4 - Rear Piston Rod (M7a010204) OmegaOBSC PerfectionNo ratings yet
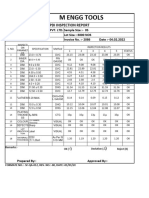
- Sample Inspection Report: SR - NO. DateDocument1 pageSample Inspection Report: SR - NO. DateBhuvanesh KumarNo ratings yet
- Ut-Pcp Sanha-P23-1072956-002-0623Document4 pagesUt-Pcp Sanha-P23-1072956-002-0623Anoop KavirajanNo ratings yet
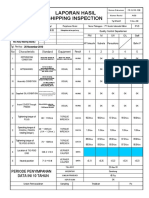
- Laporan Hasil Shipping Inspection: Nomor Produk 48500 61J70 Nama ProdukDocument4 pagesLaporan Hasil Shipping Inspection: Nomor Produk 48500 61J70 Nama ProdukBrata IvanNo ratings yet
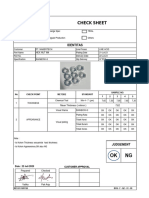
- Check Sheet Inspection: Pt. DffiDocument1 pageCheck Sheet Inspection: Pt. DffiJovianto PrisilaNo ratings yet
- Operaction STD - ForgingDocument12 pagesOperaction STD - Forgingakaman614No ratings yet
- QAR-QD405-800 Rod As-Hoist CylinderDocument6 pagesQAR-QD405-800 Rod As-Hoist CylinderIrwanto ManafNo ratings yet
- Repport UT CS - 7Document1 pageRepport UT CS - 7daemsalNo ratings yet
- Final Inspection - Tata Ace DiscDocument3 pagesFinal Inspection - Tata Ace DiscazadNo ratings yet
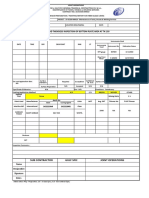
- Customer: AP-0020-105 Segment: Work Location:: Nesr G-Energy Work Order. No: Rig NoDocument2 pagesCustomer: AP-0020-105 Segment: Work Location:: Nesr G-Energy Work Order. No: Rig NooussamaNo ratings yet
- Elbow 3 s80 90d LR - OkDocument1 pageElbow 3 s80 90d LR - OkJovianto PrisilaNo ratings yet
- Elbow 3 S80 180D SRDocument1 pageElbow 3 S80 180D SRJovianto PrisilaNo ratings yet
- 2316C79301 FirDocument1 page2316C79301 FirInder SabhrawalNo ratings yet
- QAR-QD#407-7 Hollow Printing RollsDocument2 pagesQAR-QD#407-7 Hollow Printing RollsIrwanto ManafNo ratings yet
- Measurement Data of 3210D704201300Document3 pagesMeasurement Data of 3210D704201300wawan darmawanNo ratings yet
- Elbow 2 S80 90D LR - OkDocument1 pageElbow 2 S80 90D LR - OkJovianto PrisilaNo ratings yet
- Testing Report For Pressure Relief Valves: Petrofac International (UAE) LLCDocument1 pageTesting Report For Pressure Relief Valves: Petrofac International (UAE) LLCmurthy challapalliNo ratings yet
- Pdi Report: JN Engg Works DATE: 22/12/18Document56 pagesPdi Report: JN Engg Works DATE: 22/12/18Anil kumarNo ratings yet
- QAR-QD418-5 Rod-Front Susp 797 (191-8043)Document6 pagesQAR-QD418-5 Rod-Front Susp 797 (191-8043)Irwanto ManafNo ratings yet
- KGC Full 3-4 10unc 110 MM A193 B7 Black Kgcfti34010110b7a193 - BlankingDocument1 pageKGC Full 3-4 10unc 110 MM A193 B7 Black Kgcfti34010110b7a193 - BlankingGauravNo ratings yet
- Dimensional Inspection Report - Rev.01.Document2 pagesDimensional Inspection Report - Rev.01.GARIMA CASTINGS, JAIPURNo ratings yet
- LQC STDDocument2 pagesLQC STDAstronNo ratings yet
- 22.07.23 Hex Nut M4Document1 page22.07.23 Hex Nut M4Heri IrawanNo ratings yet
- Certificado TACO ANCLAJE ZN 3.8Document1 pageCertificado TACO ANCLAJE ZN 3.8Juan Carlos Laurie FigueroaNo ratings yet
- Testing Report For Pressure Relief Valves: Petrofac International (UAE) LLCDocument1 pageTesting Report For Pressure Relief Valves: Petrofac International (UAE) LLCmurthy challapalliNo ratings yet
- Testing Report For Pressure Relief Valves: Petrofac International (UAE) LLCDocument1 pageTesting Report For Pressure Relief Valves: Petrofac International (UAE) LLCmurthy challapalliNo ratings yet
- SSC SA-156 HD 785-7 Retainer BrakeDocument4 pagesSSC SA-156 HD 785-7 Retainer BrakeEngineering ProductionNo ratings yet
- CB2C010F0Document7 pagesCB2C010F0roshni mehraNo ratings yet
- Elbow 8 STD s40 90d LR - OkDocument1 pageElbow 8 STD s40 90d LR - OkJovianto PrisilaNo ratings yet
- SACEP - RTCC - Delivery #0971558-12Document16 pagesSACEP - RTCC - Delivery #0971558-12Ryan condeNo ratings yet
- TK-103-FGL-32 Tissue Visual and Thickness InspectionDocument1 pageTK-103-FGL-32 Tissue Visual and Thickness InspectionjoseNo ratings yet
- Ind Mwide 002 82 Report PB 04Document4 pagesInd Mwide 002 82 Report PB 04Daryl HernandezNo ratings yet
- 2KVADocument20 pages2KVASandeep MauryaNo ratings yet
- Ethane Deep Recovery Facility Project (Edrf) : Tie-In Package For Tip-0137Document63 pagesEthane Deep Recovery Facility Project (Edrf) : Tie-In Package For Tip-0137sarangpuneNo ratings yet
- QA-033 Outgoing Inspection Checklist Rev.GDocument1 pageQA-033 Outgoing Inspection Checklist Rev.GChoo Wei MingNo ratings yet
- Part Re-Validation Report: Dighvijay Plastics & Allied Products PVT LTDDocument5 pagesPart Re-Validation Report: Dighvijay Plastics & Allied Products PVT LTDArun .vNo ratings yet
- Yha Suv - Front Piston Rod (M7a020130) OmegaDocument3 pagesYha Suv - Front Piston Rod (M7a020130) OmegaOBSC PerfectionNo ratings yet
- REDUCER TEE 3x2 STD X S160 - OKDocument2 pagesREDUCER TEE 3x2 STD X S160 - OKJovianto PrisilaNo ratings yet
- Form Pengukuran GroundingDocument2 pagesForm Pengukuran GroundingghooestiepNo ratings yet
- Item No. 10Document1 pageItem No. 10QualityNo ratings yet
- Set-Up Approval Report-ABZA-XDocument1 pageSet-Up Approval Report-ABZA-Xswaran autoqaNo ratings yet
- Set-Up Approval Report-XYZDocument1 pageSet-Up Approval Report-XYZswaran autoqaNo ratings yet
- 5-s Zone MapDocument13 pages5-s Zone Mapswaran autoqaNo ratings yet
- Set-Up Approval Report-Separator UpperDocument1 pageSet-Up Approval Report-Separator Upperswaran autoqaNo ratings yet
- Set-Up Approval Report-Brkt - HC CollectorDocument2 pagesSet-Up Approval Report-Brkt - HC Collectorswaran autoqaNo ratings yet
- Inprocess Check Sheet (CWH Assy.)Document1 pageInprocess Check Sheet (CWH Assy.)swaran autoqaNo ratings yet
- Inprocess Check Sheet (TVS Jupiter)Document1 pageInprocess Check Sheet (TVS Jupiter)swaran autoqaNo ratings yet
- Consuption Raw Material Items Name No. Qty. Gross W Scrap Genrate Net Pcs WeightDocument1 pageConsuption Raw Material Items Name No. Qty. Gross W Scrap Genrate Net Pcs Weightswaran autoqaNo ratings yet
- Change Request Form: Supplier Information Change Tracking Number InformationDocument3 pagesChange Request Form: Supplier Information Change Tracking Number Informationswaran autoqaNo ratings yet
- Inprocess Check Sheet (ACKA)Document1 pageInprocess Check Sheet (ACKA)swaran autoqaNo ratings yet
- Inprocess Check Sheet (AAFF)Document1 pageInprocess Check Sheet (AAFF)swaran autoqaNo ratings yet
- Supplier Change Request (SCR) : Approved PSWDocument3 pagesSupplier Change Request (SCR) : Approved PSWswaran autoqaNo ratings yet
- HM3H Vendors Environmental Compliance Tier-2Document1 pageHM3H Vendors Environmental Compliance Tier-2swaran autoqaNo ratings yet
- Consuption Raw Material Items Name No. Qty. Gross W Scrap Genrate Net Pcs WeightDocument1 pageConsuption Raw Material Items Name No. Qty. Gross W Scrap Genrate Net Pcs Weightswaran autoqaNo ratings yet
- HoReCa Re-Start For General and Food Safety CleaningDocument2 pagesHoReCa Re-Start For General and Food Safety CleaningDavidNo ratings yet
- bARC 454 Lecture NotesDocument5 pagesbARC 454 Lecture NotesOkafor VictorNo ratings yet
- Week 1: Lesson 1: Practice Personal Hygiene Protocols at All TimesDocument8 pagesWeek 1: Lesson 1: Practice Personal Hygiene Protocols at All TimesAbner Obniala Venus Jr.No ratings yet
- A1 SITHCCC014 Worksheets Ver October 2019Document9 pagesA1 SITHCCC014 Worksheets Ver October 2019Pitaram PanthiNo ratings yet
- Your Home Interiors Quotation.: WWW - Aantrik.inDocument21 pagesYour Home Interiors Quotation.: WWW - Aantrik.inhiteshNo ratings yet
- J. Santiago Integrated High School: Republic of The Philippines Department of Education Santa Maria DistrictDocument2 pagesJ. Santiago Integrated High School: Republic of The Philippines Department of Education Santa Maria DistrictMariel Lopez - MadrideoNo ratings yet
- Project Report On Electronic BikesDocument14 pagesProject Report On Electronic BikesJAMEL CHAKCHAKNo ratings yet
- Kitchen Design 350+ Modular Kitchen Design at Best Price in India (2023 Modular Kitchens Ideas)Document1 pageKitchen Design 350+ Modular Kitchen Design at Best Price in India (2023 Modular Kitchens Ideas)Mayank OhriNo ratings yet
- SITHKOP005 Coordinate Cooking OperationDocument7 pagesSITHKOP005 Coordinate Cooking Operationbijay rai100% (3)
- Test 8Document6 pagesTest 8Kiệt Đỗ TấnNo ratings yet
- Dyson Cyclone V10 Total Clean + (Iron) - User Manual (Original File Name - ''Dyson-stick-V10-Absolute-Vacuum-US-user-guide - PDF'')Document20 pagesDyson Cyclone V10 Total Clean + (Iron) - User Manual (Original File Name - ''Dyson-stick-V10-Absolute-Vacuum-US-user-guide - PDF'')TalNo ratings yet
- Ceiling Fan, Lighting, Pumpset, Transformer, RAC, Chiller & Solar Brand Contact Persons DetailsDocument1 pageCeiling Fan, Lighting, Pumpset, Transformer, RAC, Chiller & Solar Brand Contact Persons DetailsD2O Yash MathurNo ratings yet
- Temperature Control Trainer Flow Control TrainerDocument2 pagesTemperature Control Trainer Flow Control TrainerimmoNo ratings yet
- Comprehension Passage 13 LucyDocument5 pagesComprehension Passage 13 Lucysunny kentNo ratings yet
- Meat 0 Matic BookletDocument11 pagesMeat 0 Matic BookletAntonNo ratings yet
- Manual Programación Lavadora Girbau HS-6057Document87 pagesManual Programación Lavadora Girbau HS-6057rasdasd100% (1)
- T.l.e9 T10 Tools and Equipment in Preparing SandwichesDocument43 pagesT.l.e9 T10 Tools and Equipment in Preparing SandwichesReginald Jr CalderonNo ratings yet
- My House-Logissia Citra-MNJ 2B Malam-241219066Document1 pageMy House-Logissia Citra-MNJ 2B Malam-241219066LogisBilangNo ratings yet
- UNIT TEST 3 Cam 3Document3 pagesUNIT TEST 3 Cam 3Kim LiênNo ratings yet
- Fill inDocument3 pagesFill inSilvinaNo ratings yet
- Frigidaire Dishwasher ManualDocument16 pagesFrigidaire Dishwasher ManualMichael GordanNo ratings yet
- Haier Dishwasher Hdp18pa BKD45 DW-8888-04 Service Manual PDFDocument25 pagesHaier Dishwasher Hdp18pa BKD45 DW-8888-04 Service Manual PDFZeigtNo ratings yet
- For Guidance: Australasian HFG Standard Components Mor-Cs Mortuary - Cool StoreDocument2 pagesFor Guidance: Australasian HFG Standard Components Mor-Cs Mortuary - Cool StoreChristdel VivarNo ratings yet
- PJJ Mechanical FastenerDocument14 pagesPJJ Mechanical FastenerAdib RizqullohNo ratings yet
- Mindset For Ielts 1Document138 pagesMindset For Ielts 1saeed100% (1)
- Chicken Tortilla Casserole Recipe - Trisha Yearwood - Food NetworkDocument1 pageChicken Tortilla Casserole Recipe - Trisha Yearwood - Food NetworkIsabella Rachel Valdivia2No ratings yet
- Structural Steel Inspection ReportDocument2 pagesStructural Steel Inspection Reportsj_scribd84% (38)
- CPI Lucrarea 1 ModelDocument4 pagesCPI Lucrarea 1 ModelGabriel BodeaNo ratings yet
- English TOP CLASS LESSON NOTESDocument14 pagesEnglish TOP CLASS LESSON NOTESbarasa simonNo ratings yet
- Caterpillar Cat 323E LN Excavator (Prefix TDW) Service Repair Manual (TDW00001 and Up)Document27 pagesCaterpillar Cat 323E LN Excavator (Prefix TDW) Service Repair Manual (TDW00001 and Up)kfm8seuudu100% (1)