You might also like
- Gap Analysis ISO 13485 2016 - ISO 9001 2015Document36 pagesGap Analysis ISO 13485 2016 - ISO 9001 2015Pooja Sankhla80% (5)
- 1list of Procedures & Records As Required by API Q1 (9th Edition) Rev.01Document5 pages1list of Procedures & Records As Required by API Q1 (9th Edition) Rev.01pbalawin43900% (2)
- US GAAP vs. IFRS - Key Differences in Accounting For Insurance ContractsDocument8 pagesUS GAAP vs. IFRS - Key Differences in Accounting For Insurance ContractsRicardo Laines LopezNo ratings yet
- Incubator Leadership and MangementDocument32 pagesIncubator Leadership and MangementAnshuman SinghNo ratings yet
- Saadiyat Infra PKG 2 Tender BOQ - TA2 - 27062022015837Document514 pagesSaadiyat Infra PKG 2 Tender BOQ - TA2 - 27062022015837Ahmed BakrNo ratings yet
- Quality Management Systems For Nondestructive Testing AgenciesDocument5 pagesQuality Management Systems For Nondestructive Testing AgenciesRuiNo ratings yet
- Annex 1 2022-10 PDFDocument13 pagesAnnex 1 2022-10 PDFHECHUANNo ratings yet
- C1297-03 (Reapproved 2011)Document6 pagesC1297-03 (Reapproved 2011)Mohamad ZandiNo ratings yet
- NRC Inspection ManualDocument18 pagesNRC Inspection Manualelsayed abdemagiedNo ratings yet
- C 1156 PDFDocument3 pagesC 1156 PDFtenNo ratings yet
- AAF Flanders AstroSafe BIBO Housing BF - BG - G - Operations Manual - CSP 3 100BDocument48 pagesAAF Flanders AstroSafe BIBO Housing BF - BG - G - Operations Manual - CSP 3 100BFranco Angelo RegenciaNo ratings yet
- ISO 14644 2 2000, Cleanrooms andDocument14 pagesISO 14644 2 2000, Cleanrooms andAbdullah FouadNo ratings yet
- Quality Programs IP 20-1-3: ScopeDocument2 pagesQuality Programs IP 20-1-3: ScopeDhanushNo ratings yet
- Gap Analysis ISO 13485 2016 - IsO 9001 2015 TemplateDocument36 pagesGap Analysis ISO 13485 2016 - IsO 9001 2015 Templateشیخ صادقNo ratings yet
- System-Based, Customer-Centered Quality Plan For ManufacturersDocument9 pagesSystem-Based, Customer-Centered Quality Plan For ManufacturersmsbarretosNo ratings yet
- Good Practice Guidance - UK Step Change in SafetyDocument7 pagesGood Practice Guidance - UK Step Change in SafetyRBZNo ratings yet
- Preview ANSI+ASQ+Z1.4-2003+ (R2013)Document8 pagesPreview ANSI+ASQ+Z1.4-2003+ (R2013)mlk1971No ratings yet
- Changes Contained in The 10th Edition of API 510, Pressure Vessel Inspection Code: In-Service Inspection, Rating, Repair, and AlterationDocument3 pagesChanges Contained in The 10th Edition of API 510, Pressure Vessel Inspection Code: In-Service Inspection, Rating, Repair, and AlterationAARON HERRERANo ratings yet
- NRC Inspection Manual: Issue Date: 06/28/91 - 1 - 42001Document9 pagesNRC Inspection Manual: Issue Date: 06/28/91 - 1 - 42001elsayed abdemagiedNo ratings yet
- AppNote - Pipette Quality ControlDocument5 pagesAppNote - Pipette Quality ControlfaizNo ratings yet
- The Development and Application of Guidance On Equipment Qualification of Analytical inDocument10 pagesThe Development and Application of Guidance On Equipment Qualification of Analytical inoscarosorto100% (1)
- NASCC033 Quality Improvement Unit: SOP - NASCC033 - Ambulance Control Quality Assurance System - Revision 5Document19 pagesNASCC033 Quality Improvement Unit: SOP - NASCC033 - Ambulance Control Quality Assurance System - Revision 5Pearly RederaNo ratings yet
- AC 05 006 Maintenance Control by Reliability MethodsDocument12 pagesAC 05 006 Maintenance Control by Reliability Methodssyahrul yazidNo ratings yet
- WHO 1033 Annex 2 - Points To Consider For HBELs in CVDocument17 pagesWHO 1033 Annex 2 - Points To Consider For HBELs in CVDevendraNo ratings yet
- Gas Detection As A Risk Mitigation TechniqueDocument8 pagesGas Detection As A Risk Mitigation TechniqueFede Martinez100% (1)
- ASTM D5847-02 (2012) Writing Quality Control Specifications For Standard Test Methods For Water AnalysisDocument11 pagesASTM D5847-02 (2012) Writing Quality Control Specifications For Standard Test Methods For Water AnalysisdcardonasterNo ratings yet
- SIAUE3007 Inspect and Service Steering Systems.Document9 pagesSIAUE3007 Inspect and Service Steering Systems.Harry DaogaNo ratings yet
- Cosme Finals CoverageDocument6 pagesCosme Finals CoverageMary Joy CalooyNo ratings yet
- HSE502 - Operational ControlDocument2 pagesHSE502 - Operational ControlPrexNo ratings yet
- NRC Inspection ManualDocument15 pagesNRC Inspection Manualelsayed abdemagiedNo ratings yet
- GSCP Environmental Audit Process MethodologyDocument162 pagesGSCP Environmental Audit Process MethodologyGazi Mohammad ParvezNo ratings yet
- 3990 Less or Nonflammable TransformersDocument16 pages3990 Less or Nonflammable TransformersmilecsaNo ratings yet
- Procedimiento Normado para Calificar Empresas de InspeccionDocument10 pagesProcedimiento Normado para Calificar Empresas de InspeccionMiguel HerteNo ratings yet
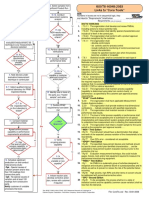
- ISO/TS 16949:2002 Links To "Core Tools"Document1 pageISO/TS 16949:2002 Links To "Core Tools"ArsalanNo ratings yet
- Development of Application Guidance On Equipment Validation of Analytical InstrumentsDocument12 pagesDevelopment of Application Guidance On Equipment Validation of Analytical InstrumentsAntonio MeloNo ratings yet
- Uettdrts04A Design Testing and Commissioning Procedures For Substation and Field DevicesDocument12 pagesUettdrts04A Design Testing and Commissioning Procedures For Substation and Field DevicesBoucherit FouadNo ratings yet
- F 1470 - 02 - Rje0nzaDocument5 pagesF 1470 - 02 - Rje0nzakrutikNo ratings yet
- Who Trs 996 Annex04Document16 pagesWho Trs 996 Annex04dikshaNo ratings yet
- RFI Oil & Gas NACE StandardsDocument3 pagesRFI Oil & Gas NACE StandardsABDELKADER BENABDALLAHNo ratings yet
- GSCP Reference Tools APM InteractiveDocument128 pagesGSCP Reference Tools APM InteractivemanojghorpadeNo ratings yet
- Case Study 3 - Remediation Aseptic Manufacturing PDFDocument3 pagesCase Study 3 - Remediation Aseptic Manufacturing PDFManish BhatkarNo ratings yet
- FADQP - 02 Batching Plant and Vehicle MaintenanceDocument6 pagesFADQP - 02 Batching Plant and Vehicle MaintenanceDivine Joy de LeonNo ratings yet
- Ispe Connecting A World of Pharmacutical KnowledgeDocument12 pagesIspe Connecting A World of Pharmacutical KnowledgeSunil Murkikar (GM - PMI Quality Operations)No ratings yet
- Annex 1 EM FAQ - Final - 11761 - 20230711055302481Document33 pagesAnnex 1 EM FAQ - Final - 11761 - 20230711055302481Debasish26No ratings yet
- Iogp 476Document40 pagesIogp 476Aseem KumarNo ratings yet
- Xpert QA Guide 2019Document92 pagesXpert QA Guide 2019falberto.gutierrezNo ratings yet
- Ornekleme 8Document1 pageOrnekleme 8zikacu6129No ratings yet
- Anexo 4 - Validación de Procedimiento Analítico Reporte 53 OMSDocument12 pagesAnexo 4 - Validación de Procedimiento Analítico Reporte 53 OMSjorge.gonzalerNo ratings yet
- Recommendations For Enhancements To Well Control Training, Examination and CertificationDocument40 pagesRecommendations For Enhancements To Well Control Training, Examination and CertificationMohamed OthmanNo ratings yet
- Nace Standards and Specifications Related Oil Natural Gas InfrastructureDocument5 pagesNace Standards and Specifications Related Oil Natural Gas InfrastructurePharmacist ShimaaNo ratings yet
- 7420 PDFDocument12 pages7420 PDFusstmyyNo ratings yet
- Who-Trs 1033 Mar2021-Annex 2-HbelsDocument18 pagesWho-Trs 1033 Mar2021-Annex 2-HbelsGamueNo ratings yet
- Function Marine Engineering at The Operational LevelDocument14 pagesFunction Marine Engineering at The Operational Levelalonso_r0% (1)
- Standard Guide For Controlling The Quality of Industrial Radiographic Film ProcessingDocument5 pagesStandard Guide For Controlling The Quality of Industrial Radiographic Film ProcessingAshish PatelNo ratings yet
- E1212-17-Establishing Quality Management SystemsDocument5 pagesE1212-17-Establishing Quality Management SystemsVuong Tran VanNo ratings yet
- FMRC 1046 Fire Pump Flowmeter Systems PDFDocument18 pagesFMRC 1046 Fire Pump Flowmeter Systems PDFdyıldırım_4No ratings yet
- Focus On Corrosion Control-IhringDocument4 pagesFocus On Corrosion Control-IhringEuclides MezaNo ratings yet
- The Mechanical Integrity of Plant Containing Hazardous SubstancesDocument57 pagesThe Mechanical Integrity of Plant Containing Hazardous SubstancesMaclau CastroNo ratings yet
- Pub1394 - Web Pages 13 64Document52 pagesPub1394 - Web Pages 13 64Tuấn Hồ TrọngNo ratings yet
- Quality Assurance in The Manufacture of Light Unmanned Aircraft SystemDocument4 pagesQuality Assurance in The Manufacture of Light Unmanned Aircraft SystemAhmad Zubair RasulyNo ratings yet
- Continued Process VerificationDocument4 pagesContinued Process VerificationAbdul KalimNo ratings yet
- MEA366A Perform Borescope Inspections: Revision Number: 2Document8 pagesMEA366A Perform Borescope Inspections: Revision Number: 2RenatoNo ratings yet
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- D 3855 - 84 R00 - Rdm4ntuDocument3 pagesD 3855 - 84 R00 - Rdm4ntuPrakash MakadiaNo ratings yet
- D 2000 - 00 - RdiwmdatmdaDocument38 pagesD 2000 - 00 - Rdiwmdatmdaesteban0barahonaNo ratings yet
- ASTM D8836 - TMA - Electrical Insulating MaterialsDocument3 pagesASTM D8836 - TMA - Electrical Insulating MaterialsshashaNo ratings yet
- Astm D3485 2002Document3 pagesAstm D3485 2002JOSE CASTRONo ratings yet
- D 3389 - 94 R99 - RdmzodkDocument4 pagesD 3389 - 94 R99 - RdmzodkPrakash MakadiaNo ratings yet
- D 3772 - 01 - Rdm3nziDocument3 pagesD 3772 - 01 - Rdm3nziPrakash MakadiaNo ratings yet
- D 3959 - 91 R97 - Rdm5ntktotfsotcDocument2 pagesD 3959 - 91 R97 - Rdm5ntktotfsotcPrakash MakadiaNo ratings yet
- D 3771 - 00 - Rdm3nzetukveDocument5 pagesD 3771 - 00 - Rdm3nzetukvePrakash MakadiaNo ratings yet
- D 3554 - 01 - RDM1NTQDocument2 pagesD 3554 - 01 - RDM1NTQPrakash MakadiaNo ratings yet
- E 1948 - 98 - Rte5ndgtotgDocument7 pagesE 1948 - 98 - Rte5ndgtotgPrakash MakadiaNo ratings yet
- D 3032 - 04 - RdmwmziDocument42 pagesD 3032 - 04 - RdmwmziPrakash MakadiaNo ratings yet
- E 1683 - 95 - Rte2odmtotvbDocument6 pagesE 1683 - 95 - Rte2odmtotvbPrakash MakadiaNo ratings yet
- D 3151 - 88 R98 - RdmxnteDocument5 pagesD 3151 - 88 R98 - RdmxntePrakash MakadiaNo ratings yet
- D 349 - 99 - Rdm0oqDocument5 pagesD 349 - 99 - Rdm0oqPrakash MakadiaNo ratings yet
- E 1449 - 92 - Rte0ndktotiDocument6 pagesE 1449 - 92 - Rte0ndktotiPrakash MakadiaNo ratings yet
- Reporting Mass Spectral Data in Secondary Ion Mass Spectrometry (SIMS)Document2 pagesReporting Mass Spectral Data in Secondary Ion Mass Spectrometry (SIMS)Luigi HernándezNo ratings yet
- D 4992 - 94 - Rdq5otitotrfmqDocument6 pagesD 4992 - 94 - Rdq5otitotrfmqPrakash MakadiaNo ratings yet
- Rapid Determination of Percent Compaction: Standard Test Method ForDocument8 pagesRapid Determination of Percent Compaction: Standard Test Method ForjjaavenidoNo ratings yet
- Astm - D425Document4 pagesAstm - D425Sergio Daniel Barea NuñezNo ratings yet
- Density of Soil and Rock in Place by The Water Replacement Method in A Test PitDocument13 pagesDensity of Soil and Rock in Place by The Water Replacement Method in A Test PitAlonso RSNo ratings yet
- E 827 - 02 - RtgynwDocument3 pagesE 827 - 02 - RtgynwPrakash MakadiaNo ratings yet
- High-Strain Dynamic Testing of Piles: Standard Test Method ForDocument10 pagesHigh-Strain Dynamic Testing of Piles: Standard Test Method ForPrakash MakadiaNo ratings yet
- D 5088 - 90 - RduwodgtotaDocument3 pagesD 5088 - 90 - RduwodgtotaPrakash MakadiaNo ratings yet
- ASTM D421 GranulometríaDocument2 pagesASTM D421 GranulometríaDaniel Villagomez SilvaNo ratings yet
- E 1751 - 00 - Rte3nteDocument99 pagesE 1751 - 00 - Rte3ntePrakash MakadiaNo ratings yet
- D 420 - 98 Rdqymc05oa - PDFDocument7 pagesD 420 - 98 Rdqymc05oa - PDFJhony CotaNo ratings yet
- Astm D 4944Document4 pagesAstm D 4944Au C. GacotNo ratings yet
- PH of Soils: Standard Test Method ForDocument5 pagesPH of Soils: Standard Test Method ForPrakash MakadiaNo ratings yet
- Liquid-in-Glass ASTM Thermometers With Low-Hazard Precision LiquidsDocument18 pagesLiquid-in-Glass ASTM Thermometers With Low-Hazard Precision LiquidsPrakash MakadiaNo ratings yet
- D427Document4 pagesD427Nouman KhalidNo ratings yet
- Chapter One: 1. The Primary Goal of Corporate Management Is To - Shareholder WealthDocument8 pagesChapter One: 1. The Primary Goal of Corporate Management Is To - Shareholder WealthAsif HossainNo ratings yet
- Data Visualization Using Tableau (WEEK-1)Document9 pagesData Visualization Using Tableau (WEEK-1)Balaji SNo ratings yet
- St. Joseph School of Baliuag: 2. Risk-TakerDocument2 pagesSt. Joseph School of Baliuag: 2. Risk-TakerRosette CapillasNo ratings yet
- Lesson 1 Profit or Loss For A Business: Let's Explore and DiscoverDocument8 pagesLesson 1 Profit or Loss For A Business: Let's Explore and DiscoverScarlet VillamorNo ratings yet
- Evaluated - Gr6 - GBS - DivB - Parv RastogiDocument4 pagesEvaluated - Gr6 - GBS - DivB - Parv RastogiPIYUSHNo ratings yet
- Chapter 01Document98 pagesChapter 01pjblkNo ratings yet
- Procurement PlanDocument5 pagesProcurement Planabuelazm2132100% (1)
- Ashoka Buildcon AR FY19Document252 pagesAshoka Buildcon AR FY19PratikNo ratings yet
- ACCT 101 Pre-Quiz Number Five - F - 2017Document8 pagesACCT 101 Pre-Quiz Number Five - F - 2017Rics GabrielNo ratings yet
- Investments in Debt SecuritiesDocument19 pagesInvestments in Debt SecuritiesdfsdfdsfNo ratings yet
- Operations Worksheet MasterDocument174 pagesOperations Worksheet MasterVedank ParasharNo ratings yet
- BCG Five Lessons On Digital Transformation From B2C Leaders Dec 2016 Tcm80 217642Document5 pagesBCG Five Lessons On Digital Transformation From B2C Leaders Dec 2016 Tcm80 217642AndreyNo ratings yet
- Constellation Software SH Letters (Merged)Document105 pagesConstellation Software SH Letters (Merged)RLNo ratings yet
- Future Leaders: Accelerating The Next Generation of Emerging LeadersDocument12 pagesFuture Leaders: Accelerating The Next Generation of Emerging LeadersChennu Naveen ReddyNo ratings yet
- The Essential Tax Guide - 2023 EditionDocument116 pagesThe Essential Tax Guide - 2023 Editionธนวัฒน์ ปิยะวิสุทธิกุล100% (2)
- Chapter 6 - ControlDocument18 pagesChapter 6 - ControlMAZKIAHMDNOORNo ratings yet
- LGBT Workplace Equality Policy and Customer Satisfaction: The Roles of Marketing Capability and Demand InstabilityDocument20 pagesLGBT Workplace Equality Policy and Customer Satisfaction: The Roles of Marketing Capability and Demand InstabilityFatima ZafarNo ratings yet
- CBFADocument10 pagesCBFAVedantSangitNo ratings yet
- Media and Information LiteracyDocument38 pagesMedia and Information LiteracyRense Jun PunsalanNo ratings yet
- Introduction To AgileDocument33 pagesIntroduction To AgileGrahssel DungcaNo ratings yet
- The Bkash Banking Company and Summary of It'S Marketing StrategyDocument19 pagesThe Bkash Banking Company and Summary of It'S Marketing StrategyRita AhmedNo ratings yet
- Basic Marketing A Strategic Marketing Planning Approach 18th Edition Perreault Test BankDocument15 pagesBasic Marketing A Strategic Marketing Planning Approach 18th Edition Perreault Test BankAmyValenzuelaqxtk100% (48)
- Design For XDocument22 pagesDesign For XKarandeep SinghNo ratings yet
- Child Labour Class 12Document16 pagesChild Labour Class 12Garvdeep28No ratings yet
- Hold Hold Hold Hold: Shopify IncDocument5 pagesHold Hold Hold Hold: Shopify IncRakib SikderNo ratings yet
- Cerberus StatementDocument2 pagesCerberus StatementDealBookNo ratings yet
- Donor Funded Project RequirementDocument8 pagesDonor Funded Project RequirementBUKENYA BEEE-2026100% (1)