You might also like
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Efficient C/C++ Programming: Smaller, Faster, BetterFrom EverandEfficient C/C++ Programming: Smaller, Faster, BetterRating: 3 out of 5 stars3/5 (3)
- Sandvic Advance Alloy For Refinery IndustryDocument63 pagesSandvic Advance Alloy For Refinery IndustryAvinawNo ratings yet
- CVD PVD: CVD - Chemical Vapor Deposition Technique PVD - Physical Vapor Deposition TechniqueDocument13 pagesCVD PVD: CVD - Chemical Vapor Deposition Technique PVD - Physical Vapor Deposition Techniquerahat s.haiderNo ratings yet
- GPD SV2 eDocument13 pagesGPD SV2 eMuh ZakariaNo ratings yet
- Mold In-Stress AnnealingDocument34 pagesMold In-Stress AnnealingEduardo Expósito EspinosaNo ratings yet
- Excellent washability penetrant for casting flawsDocument2 pagesExcellent washability penetrant for casting flawsZahedShareefNo ratings yet
- Session 2 v12Document21 pagesSession 2 v12parmarharsh1526No ratings yet
- Conformal Cooling 140217011257 Phpapp01 PDFDocument50 pagesConformal Cooling 140217011257 Phpapp01 PDFcute7707No ratings yet
- Lipophilic Emulsifier: Product Data SheetDocument2 pagesLipophilic Emulsifier: Product Data SheetyuzivengamNo ratings yet
- Leser API Series PDFDocument68 pagesLeser API Series PDFVictor RozoNo ratings yet
- Diesel PumpDocument16 pagesDiesel PumpSalman SaifuddinNo ratings yet
- Refrigerants CompressorsDocument33 pagesRefrigerants CompressorsAnonymous XybLZfNo ratings yet
- Chemical Vapour Deposition (CVD)Document18 pagesChemical Vapour Deposition (CVD)Pradeep76448No ratings yet
- Calgary Pump Symposium Seal Specification PresentationDocument36 pagesCalgary Pump Symposium Seal Specification PresentationReyes SanchezNo ratings yet
- Bevmax Co2 System Overview: Crane ConfidentialDocument27 pagesBevmax Co2 System Overview: Crane ConfidentialLuis SantibañezNo ratings yet
- Cadweld Installer and Inspection Guide 7.5M1010Document24 pagesCadweld Installer and Inspection Guide 7.5M1010mspencer1234No ratings yet
- Bearing Failure Analysis - With A Focus On LubricationDocument44 pagesBearing Failure Analysis - With A Focus On LubricationCairo Oil Refining Co.No ratings yet
- LNG TechnologyDocument17 pagesLNG TechnologySittichaiNo ratings yet
- MaterialDocument4 pagesMaterialArunkumar MyakalaNo ratings yet
- Samsung DAq ChartDocument4 pagesSamsung DAq ChartsebastianNo ratings yet
- The Benefits and Differences of The New Pure Lead UPS BatteriesDocument16 pagesThe Benefits and Differences of The New Pure Lead UPS BatteriessolomonNo ratings yet
- 02 Fluid PropertiesDocument48 pages02 Fluid Propertiesابراهيم طنطاوىNo ratings yet
- Howard PresentationDocument15 pagesHoward PresentationAmir RostamiNo ratings yet
- Kluebersynth LR 44 21 GB enDocument2 pagesKluebersynth LR 44 21 GB enkarthik venkatachalamNo ratings yet
- DC System - Mar 2023Document23 pagesDC System - Mar 2023Srikanth PurushothamanNo ratings yet
- ISBM PET Part 1 - IM Troubleshooting & BM BasicsDocument45 pagesISBM PET Part 1 - IM Troubleshooting & BM BasicsCarlos AgianiNo ratings yet
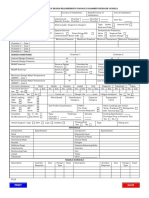
- FORM U-DR-2 USER REQUIREMENTSDocument2 pagesFORM U-DR-2 USER REQUIREMENTSCarlos Anibal OrtizNo ratings yet
- Dirt-Pickup Resistance Inlowt Elastomeric Coatings: Robert Sandoval, PH.DDocument31 pagesDirt-Pickup Resistance Inlowt Elastomeric Coatings: Robert Sandoval, PH.Dichsan hakimNo ratings yet
- Datasheet For Level TransmitterDocument9 pagesDatasheet For Level TransmitterVenkatesan ManikandanNo ratings yet
- Sime Darby Joy Latest R5Document16 pagesSime Darby Joy Latest R5Shakinah As SaadNo ratings yet
- Dokumen - Tips PVT Short Course For Cairo University Spe Student Chapter Ahmed Muaz Khalda Petroleum Company April 23 2011Document52 pagesDokumen - Tips PVT Short Course For Cairo University Spe Student Chapter Ahmed Muaz Khalda Petroleum Company April 23 2011frajNo ratings yet
- PEEG 217 Reservoir Fluid Properties - Computer Lab Class 01-18-22APR10Document12 pagesPEEG 217 Reservoir Fluid Properties - Computer Lab Class 01-18-22APR10sereptNo ratings yet
- Power Point SP0198 PDFDocument27 pagesPower Point SP0198 PDFAnonymous fvO1W3100% (1)
- Galden PFPE Electronic Fluids EN v2.1Document4 pagesGalden PFPE Electronic Fluids EN v2.1militiamonNo ratings yet
- PVT Short Course For Cairo UniversityDocument52 pagesPVT Short Course For Cairo UniversityFan JackNo ratings yet
- 17.00 - Nick SutherlandDocument17 pages17.00 - Nick SutherlandΒΑΣΙΛΗΣ ΜΑΥΡΙΔΗΣNo ratings yet
- 20p1-21 Fuel Tank Coating 2015Document5 pages20p1-21 Fuel Tank Coating 2015Francisco RodríguezNo ratings yet
- 5718bf9c96b271461239708mto23 Presentation EM Gargoyle SHC 80 POE PDFDocument58 pages5718bf9c96b271461239708mto23 Presentation EM Gargoyle SHC 80 POE PDFChristian CotteNo ratings yet
- Unitex: Mechanical Seals - Mechanical Seals For Pumps - Standard Cartridge SealsDocument4 pagesUnitex: Mechanical Seals - Mechanical Seals For Pumps - Standard Cartridge SealsserdarNo ratings yet
- EagleBurgmann Thermoflex Expansion Joints enDocument5 pagesEagleBurgmann Thermoflex Expansion Joints enRoberta PugnettiNo ratings yet
- Dow CorningDocument2 pagesDow Corningwardoyoclp75No ratings yet
- Lubricant Offers For Screw Compressors.Document11 pagesLubricant Offers For Screw Compressors.cheNo ratings yet
- Innovative Technologies in Mould Release Agents: G.Natesh, A. ColoriDocument4 pagesInnovative Technologies in Mould Release Agents: G.Natesh, A. ColoriLilian Jefferson MalavaziNo ratings yet
- Technical Data Sheet Jaz Coilex Pe Primer JP-11002: DescriptionDocument2 pagesTechnical Data Sheet Jaz Coilex Pe Primer JP-11002: DescriptionAhmad BougeisNo ratings yet
- PET TroubleshootingDocument37 pagesPET TroubleshootingRoland_II96% (24)
- Instrument Datasheet WIKADocument36 pagesInstrument Datasheet WIKAMahmud RezaNo ratings yet
- CPRI 19.02.2020 Rev PDFDocument21 pagesCPRI 19.02.2020 Rev PDFAmit BhatiaNo ratings yet
- Casting High Quality C12A: Bradken Energy ProductsDocument37 pagesCasting High Quality C12A: Bradken Energy Productsdelta lab sangliNo ratings yet
- Intertuf 362: Epoxy AnticorrosiveDocument4 pagesIntertuf 362: Epoxy AnticorrosiveTrịnh Minh KhoaNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: DescriptionDocument31 pagesAspen Exchanger Design and Rating Shell & Tube V10: DescriptionCHELSEE VALENTINA SANCHEZ MUÑOZNo ratings yet
- Technical Data Sheet Jaz Coilex Pe Intermediate JP-17001: DescriptionDocument2 pagesTechnical Data Sheet Jaz Coilex Pe Intermediate JP-17001: DescriptionAhmad BougeisNo ratings yet
- Tank Manual CalculationsDocument19 pagesTank Manual Calculationsbhavanamadhuri itapuNo ratings yet
- My T Bond 1161 TDS Structural Adhesive For Low Surface Energy PlasticsDocument2 pagesMy T Bond 1161 TDS Structural Adhesive For Low Surface Energy PlasticsShabarish KeshavNo ratings yet
- TDS - 7-2502NS - Non-Slip Red FBEDocument1 pageTDS - 7-2502NS - Non-Slip Red FBElong chanNo ratings yet
- Refrigeration Modeling of A Frozen Carbonated Beverage DispenserDocument13 pagesRefrigeration Modeling of A Frozen Carbonated Beverage DispenserAndrewNo ratings yet
- Corporate Presentation - 18mar PDFDocument80 pagesCorporate Presentation - 18mar PDFakamalapuri388No ratings yet
- Oil & Gas Industry Safety AuditsDocument20 pagesOil & Gas Industry Safety AuditsSARFRAZ ALI100% (1)
- Time Heat Up Cool Down Tank CalculatorDocument5 pagesTime Heat Up Cool Down Tank CalculatorKishor RathodNo ratings yet
- Dragonfly 112719 PDFDocument2 pagesDragonfly 112719 PDFdocturboNo ratings yet
- CSAT 2019 Solvus Birt - Aaron PDFDocument39 pagesCSAT 2019 Solvus Birt - Aaron PDFdocturboNo ratings yet
- CSAT 2019 CVR UT Sipois - Matt PDFDocument17 pagesCSAT 2019 CVR UT Sipois - Matt PDFdocturboNo ratings yet
- CSAT 2019 NavSea Bryant - Janice PDFDocument10 pagesCSAT 2019 NavSea Bryant - Janice PDFdocturboNo ratings yet
- CSAt 2019 Airforce Hortsman - Jeremy PDFDocument23 pagesCSAt 2019 Airforce Hortsman - Jeremy PDFdocturboNo ratings yet
- CSAT 2019 Nuclear Lareau PDFDocument21 pagesCSAT 2019 Nuclear Lareau PDFdocturboNo ratings yet
- CSAT 2019 - Chinook Young - Ken PDFDocument28 pagesCSAT 2019 - Chinook Young - Ken PDFdocturboNo ratings yet
- CSAT 2019 - Florida Universtity Nautiyal - Pranjal PDFDocument37 pagesCSAT 2019 - Florida Universtity Nautiyal - Pranjal PDFdocturboNo ratings yet
- CSAT 2019 - Westinghouse Walters - Jorie PDFDocument17 pagesCSAT 2019 - Westinghouse Walters - Jorie PDFdocturboNo ratings yet
- VRC Aerospace.v6 PDFDocument2 pagesVRC Aerospace.v6 PDFdocturboNo ratings yet
- CSAT 2019 - Carter - Michael PDFDocument16 pagesCSAT 2019 - Carter - Michael PDFdocturboNo ratings yet
- CSAT 2019 - Champagne - Victor PDFDocument23 pagesCSAT 2019 - Champagne - Victor PDFdocturboNo ratings yet
- Dragonfly 07152020 PDFDocument1 pageDragonfly 07152020 PDFdocturboNo ratings yet
- CSAT 2019 - Begg - Henry PDFDocument28 pagesCSAT 2019 - Begg - Henry PDFdocturboNo ratings yet
- CSAT 2019 - Army Powder Placzankis - Brian PDFDocument20 pagesCSAT 2019 - Army Powder Placzankis - Brian PDFdocturboNo ratings yet
- VRC Ruggedized Cold Spray System 07152020 PDFDocument2 pagesVRC Ruggedized Cold Spray System 07152020 PDFdocturboNo ratings yet
- Cold Spray: Making Metals Work Longer and Harder Than Ever Before..Document12 pagesCold Spray: Making Metals Work Longer and Harder Than Ever Before..docturboNo ratings yet
- Ceramic Coatings Improve Boiler Reliability and PerformanceDocument8 pagesCeramic Coatings Improve Boiler Reliability and PerformancedocturboNo ratings yet
- Backup PolicyDocument2 pagesBackup Policybedorlehacker100% (1)
- 3DP1 User Manual (Quick Start in English Spanish Japanese)Document18 pages3DP1 User Manual (Quick Start in English Spanish Japanese)Rodrigo BarreraNo ratings yet
- 70-410 SyllabusDocument4 pages70-410 SyllabusraadreamzNo ratings yet
- R48 3500e Rectifier UM1R483500e PDFDocument28 pagesR48 3500e Rectifier UM1R483500e PDFHythamMidani100% (1)
- Pigments TiO2Document43 pagesPigments TiO2dougNo ratings yet
- A400MDocument29 pagesA400MHikari Nazuha100% (1)
- Evc20 Manual en R20160905Document10 pagesEvc20 Manual en R20160905Khiareddine KadhemNo ratings yet
- 94151d ABB BR 31 TrafoStar FlipChart12ReasonsDocument28 pages94151d ABB BR 31 TrafoStar FlipChart12ReasonsRigoberto Urrutia100% (1)
- Medium Pressure Instrumentation Valves BFD89Document44 pagesMedium Pressure Instrumentation Valves BFD89Nilesh MistryNo ratings yet
- Importance of Reliable Geotechnical Investigation For Safe and Economical Foundation Design of Civil StructuresDocument5 pagesImportance of Reliable Geotechnical Investigation For Safe and Economical Foundation Design of Civil StructuresAshwini ShettyNo ratings yet
- Turboplast Metric PDFDocument2 pagesTurboplast Metric PDFdeli34No ratings yet
- Physical Chemistry ExamDocument1 pagePhysical Chemistry ExamRaymond Yabut100% (1)
- IIT-JEE Solved Chemistry 2006Document9 pagesIIT-JEE Solved Chemistry 2006Abhinav93% (15)
- Insurance Claims Manual For Brokers and CustomersDocument43 pagesInsurance Claims Manual For Brokers and CustomersSUNIL PUJARI0% (1)
- Set 5 WDocument6 pagesSet 5 WCarlos Javier Goez TarraNo ratings yet
- CZ-USA 2011 Product CatalogDocument60 pagesCZ-USA 2011 Product CatalogMario Lopez100% (1)
- Understanding Big O Notation and Time Complexity AnalysisDocument28 pagesUnderstanding Big O Notation and Time Complexity AnalysisSally JarkasNo ratings yet
- The Affinity Laws of Centrifugal PumpsDocument5 pagesThe Affinity Laws of Centrifugal PumpsJohannis ReyNo ratings yet
- (DM) Implementing The New Building Code For Earthquake Proof BldgsDocument14 pages(DM) Implementing The New Building Code For Earthquake Proof BldgsJose Leo MissionNo ratings yet
- Roof Mounted Fan Performance DataDocument14 pagesRoof Mounted Fan Performance DataCapserVNo ratings yet
- Wollam - Bryan API Q2 PDFDocument18 pagesWollam - Bryan API Q2 PDFsyedainahmadNo ratings yet
- Injection of Nitrogen Foam For Improved Oil Recovery in Viscous Oil Reservoirs Offshore Bohai Bay ChinaDocument14 pagesInjection of Nitrogen Foam For Improved Oil Recovery in Viscous Oil Reservoirs Offshore Bohai Bay ChinaRoberticoZeaNo ratings yet
- 1302 FF6SF6DosingMachine 0Document3 pages1302 FF6SF6DosingMachine 0Fawzi ChakirNo ratings yet
- SpecificationDocument100 pagesSpecificationSUSOVAN BISWASNo ratings yet
- Hive Wavetable Script Language WIPDocument8 pagesHive Wavetable Script Language WIPAdam SmithNo ratings yet
- Confined Space Flow ChartDocument1 pageConfined Space Flow CharthasdNo ratings yet
- Flooring MaterialsDocument57 pagesFlooring MaterialsMohammed FazilNo ratings yet
- Beamtool Scan Plan: Inspection LayoutDocument3 pagesBeamtool Scan Plan: Inspection LayoutSantanu SahaNo ratings yet
- DM 103vaDocument2 pagesDM 103vaTanvon MalikNo ratings yet