You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Maryland Metrics Technical Data Chart Diameters & Drilling of DIN Flanges (MM)Document2 pagesMaryland Metrics Technical Data Chart Diameters & Drilling of DIN Flanges (MM)prabu19No ratings yet
- VFV Leak Detector PDFDocument1 pageVFV Leak Detector PDFprabu19No ratings yet
- Arasum PuratchiyumDocument129 pagesArasum Puratchiyumnov30111No ratings yet
- The Companies Bill 2012Document7 pagesThe Companies Bill 2012Raju ShawNo ratings yet
- Winslow Miron. - A Comprehensive Tamil and English Dictionary PDFDocument2,644 pagesWinslow Miron. - A Comprehensive Tamil and English Dictionary PDFprabu19No ratings yet
- ABB - 4 Biggest MistakesDocument7 pagesABB - 4 Biggest MistakesAnargha BhattacharyaNo ratings yet
- Ishavasya UpanishadDocument87 pagesIshavasya Upanishadprabu19No ratings yet
- Agastya's Role in Early Tamil TraditionDocument112 pagesAgastya's Role in Early Tamil TraditionAcfor NadiNo ratings yet
- Science of MarmaDocument128 pagesScience of Marmamanjukumard2007100% (2)
- ThirukkuralDocument67 pagesThirukkurallathapriya12375% (4)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Fluid Statistics and Dynamic Study Materials PDFDocument11 pagesFluid Statistics and Dynamic Study Materials PDFMurugeswariNo ratings yet
- Agk Lecture 3Document40 pagesAgk Lecture 3Emaan Sattar KhanNo ratings yet
- D 2598 - 96 R01 - Rdi1otgtotzDocument2 pagesD 2598 - 96 R01 - Rdi1otgtotzdelta lab sangliNo ratings yet
- Dec 28 States of Matter Gaseous State BouncebackDocument228 pagesDec 28 States of Matter Gaseous State BouncebackmayurNo ratings yet
- Safety and Relief Valve Test ProgramDocument47 pagesSafety and Relief Valve Test ProgramRomul KNo ratings yet
- Calculate Flow Rates and Pressures Through Tube RupturesDocument17 pagesCalculate Flow Rates and Pressures Through Tube RupturesandrewisverigeNo ratings yet
- Mof 2 Mark Question With Answer-1Document39 pagesMof 2 Mark Question With Answer-1M.Thirunavukkarasu100% (1)
- Q4 BoylesLawDocument34 pagesQ4 BoylesLawnomen helloomNo ratings yet
- Petroleum Reservoir Fluid Properties: An IntroductionDocument6 pagesPetroleum Reservoir Fluid Properties: An Introductionbenjamin kenyeryNo ratings yet
- Gravity Shutters: Product DescriptionDocument2 pagesGravity Shutters: Product DescriptionAmr Adeeb Abd-ElaahNo ratings yet
- PHE As CondensersDocument50 pagesPHE As CondensersHelga Ines BenzNo ratings yet
- Spe 141241 Eos Modeling For Two Major Kuwaiti Oil ReservoirsDocument14 pagesSpe 141241 Eos Modeling For Two Major Kuwaiti Oil ReservoirsMohamed ElkumatiNo ratings yet
- Research Report 485: Elastomeric Seals For Rapid Gas Decompression Applications in High Pressure ServicesDocument74 pagesResearch Report 485: Elastomeric Seals For Rapid Gas Decompression Applications in High Pressure ServicesRonny Estremadoiro ArteagaNo ratings yet
- Seal Gas FlowDocument2 pagesSeal Gas FlowoluwasolNo ratings yet
- Exercise Pressure in LiquidDocument3 pagesExercise Pressure in LiquidArezly HarunNo ratings yet
- Chapter Glossary: Properties of Pure SubstancesDocument6 pagesChapter Glossary: Properties of Pure SubstancesyusufNo ratings yet
- Kick Tolerance Calculations For Well Design and Drilling OperationsDocument2 pagesKick Tolerance Calculations For Well Design and Drilling Operationsi oNo ratings yet
- Air Receiver TankDocument4 pagesAir Receiver TankHudaFiHayyatNo ratings yet
- Clock-Related Problems: Proportion Problems Problems For PracticeDocument2 pagesClock-Related Problems: Proportion Problems Problems For PracticeDenver John ColoradoNo ratings yet
- LRCS HG24 ES - 1st - 11 17Document2 pagesLRCS HG24 ES - 1st - 11 17victor365No ratings yet
- ManometersDocument18 pagesManometersshehzadshk01_3996181No ratings yet
- Vapour Pressure LabDocument8 pagesVapour Pressure LabTuqeer MuhammadNo ratings yet
- Yhau-Cg Direct Fired Absorption Chiller-Heater: Pre-Start UpDocument8 pagesYhau-Cg Direct Fired Absorption Chiller-Heater: Pre-Start UpUmar MajeedNo ratings yet
- Introducción a la Ingeniería AeroespacialDocument206 pagesIntroducción a la Ingeniería AeroespacialEduardo RamirezNo ratings yet
- Titan Worldwide FlextralDocument266 pagesTitan Worldwide FlextralKali Tapia LunaNo ratings yet
- Module 3 Measurement of Horizontal DistanceDocument16 pagesModule 3 Measurement of Horizontal Distancerohit kumarNo ratings yet
- An Investigation of The Volumetric. Efficiency of A Roots BlowerDocument9 pagesAn Investigation of The Volumetric. Efficiency of A Roots BlowershreemugNo ratings yet
- PC-Sample QuestionsDocument24 pagesPC-Sample QuestionsHeather EllaineNo ratings yet
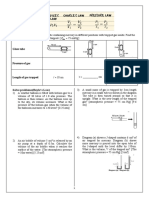
- Glass Tube: Solve Problems (Boyle's Law)Document4 pagesGlass Tube: Solve Problems (Boyle's Law)Wan HasliraNo ratings yet
- Pipe Lukspam.Document477 pagesPipe Lukspam.Jm DaguimolNo ratings yet