You might also like
- The Mechanism of Gold Cyanide of Elution From Activated CarbonDocument2 pagesThe Mechanism of Gold Cyanide of Elution From Activated CarbonwandadwilestariNo ratings yet
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- Das & Okubo-Lie Groups and Lie Algebras For Physicists PDFDocument358 pagesDas & Okubo-Lie Groups and Lie Algebras For Physicists PDFAlfredo Echegollen Guzmán100% (5)
- VMG Property Package Thermodynamic Models 3.7Document169 pagesVMG Property Package Thermodynamic Models 3.7sanketNo ratings yet
- Surge Arrester General (IN) English PDFDocument16 pagesSurge Arrester General (IN) English PDFBalan PalaniappanNo ratings yet
- Evaporation NewDocument64 pagesEvaporation NewshashwatNo ratings yet
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document2 pagesTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)sanket100% (1)
- Filtration: Nur Istianah, ST, MT, M.Eng - KP2 - THP UBDocument48 pagesFiltration: Nur Istianah, ST, MT, M.Eng - KP2 - THP UBNoer FaizinNo ratings yet
- Facade ManualDocument124 pagesFacade ManualAbdul Boji100% (12)
- Vacuum Leaf FilterDocument2 pagesVacuum Leaf FilterGangadharan NagappanNo ratings yet
- Illustrative Example: A Blending Process: An Unsteady-State Mass Balance For The Blending SystemDocument22 pagesIllustrative Example: A Blending Process: An Unsteady-State Mass Balance For The Blending SystemHermes Yesser Pantoja CarhuavilcaNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument41 pagesShell and Tube Heat Exchanger DesignAhmad Budiman100% (2)
- Pharmaceutical Powder and Particles: Anthony J. Hickey Stefano GiovagnoliDocument108 pagesPharmaceutical Powder and Particles: Anthony J. Hickey Stefano GiovagnolisanketNo ratings yet
- Entropy Rate Balance For Closed Systems: ExampleDocument26 pagesEntropy Rate Balance For Closed Systems: ExampleDaniel García100% (1)
- Ultimate Strength DesignDocument25 pagesUltimate Strength DesignBryle Steven Newton100% (2)
- CIE4160 Textbook February 2019Document371 pagesCIE4160 Textbook February 2019Manank ShahNo ratings yet
- Mfrs. & suppliers of evaporator, MEE, ATFD, ETP equipmentDocument10 pagesMfrs. & suppliers of evaporator, MEE, ATFD, ETP equipmentrajesh kothariNo ratings yet
- Electrochemical Processes in Biological SystemsFrom EverandElectrochemical Processes in Biological SystemsAndrzej LewenstamNo ratings yet
- M.tech Thesis On CrystallizationDocument117 pagesM.tech Thesis On CrystallizationshubhNo ratings yet
- Pid Engtech Pilot Plants v04pdfDocument20 pagesPid Engtech Pilot Plants v04pdfFaizan SarangNo ratings yet
- Sugar Industry Technologists Meeting 2000 Paper Optimizes Water UsageDocument12 pagesSugar Industry Technologists Meeting 2000 Paper Optimizes Water Usageroy@daesNo ratings yet
- HDH Desalination PDFDocument20 pagesHDH Desalination PDFDianita Citra Dewi100% (1)
- Vdocuments - MX Tallow Rotary Drum Vacuum FilterDocument34 pagesVdocuments - MX Tallow Rotary Drum Vacuum Filterksharma294100% (1)
- Outokumpu Stainless Steel Handbook PDFDocument92 pagesOutokumpu Stainless Steel Handbook PDFjason_1574No ratings yet
- 4.basf - 855 - e 17 (TC) - Ima Spain - Up ScalinDocument27 pages4.basf - 855 - e 17 (TC) - Ima Spain - Up ScalinPaqui Miranda GualdaNo ratings yet
- Rectifier Applications: HandbookDocument272 pagesRectifier Applications: Handbookjhvfbuio5485No ratings yet
- Chapter 4 Membrane Separation ProcessDocument53 pagesChapter 4 Membrane Separation ProcessCaratsSVTNo ratings yet
- Application Guide Purolite Water Softening Resin - 01 07 2014 - AC PDFDocument8 pagesApplication Guide Purolite Water Softening Resin - 01 07 2014 - AC PDFAbhisek BhattacharyaNo ratings yet
- 7.5 KLHR MEE Offer (5%)Document10 pages7.5 KLHR MEE Offer (5%)kezaihrajNo ratings yet
- Crystallization Theory For Practice IntroductionDocument12 pagesCrystallization Theory For Practice IntroductiontroitrangNo ratings yet
- Crystallizer Thickness CalculationDocument8 pagesCrystallizer Thickness CalculationAmritRoshniKaurNo ratings yet
- J. W. Mullin (Ed.), Industrial Crystallization © Plenum Press, New York 1976Document2 pagesJ. W. Mullin (Ed.), Industrial Crystallization © Plenum Press, New York 1976عبدالمحسن علي ENo ratings yet
- MicrofilterDocument17 pagesMicrofilterArrianne Jaye MataNo ratings yet
- Crystallize RsDocument12 pagesCrystallize RsVishal SinghNo ratings yet
- Dorr-Oliver DSM Screen Filters PulpDocument2 pagesDorr-Oliver DSM Screen Filters PulpI. Murali KrishnaNo ratings yet
- Fermenter Spec SheetDocument23 pagesFermenter Spec SheetkennethmsorianoNo ratings yet
- SimpsonDocument4 pagesSimpsonlolhahahalolNo ratings yet
- Liu Yi-Design and Construction of Biogas Digester 2017Document74 pagesLiu Yi-Design and Construction of Biogas Digester 2017Stanley Wishmore MukuraNo ratings yet
- Measuring Absolute Viscosity Using Ostwald ViscometerDocument6 pagesMeasuring Absolute Viscosity Using Ostwald ViscometerFlorecita CabañogNo ratings yet
- HumidificationDocument68 pagesHumidificationA AshokNo ratings yet
- Calculating Inside and Outside Film Coefficients of Jacketed Agitated VesselsDocument6 pagesCalculating Inside and Outside Film Coefficients of Jacketed Agitated VesselsSuryakant RanderiNo ratings yet
- Design and analysis of waste water treatment processesDocument53 pagesDesign and analysis of waste water treatment processesMuddasar ShaikhNo ratings yet
- OM TR14 054 0310 TR MembraneDocument21 pagesOM TR14 054 0310 TR MembraneAmy FarhanaNo ratings yet
- Mill PerformanceDocument4 pagesMill PerformanceDuong VuNo ratings yet
- Chemical Plant Utility - Nitrogen System DesignDocument10 pagesChemical Plant Utility - Nitrogen System DesignIJRASETPublicationsNo ratings yet
- Scale Up of Paddle DryerDocument4 pagesScale Up of Paddle DryerRavindra V. Lakhapati100% (1)
- 6 Crystallizer Design and Operation1Document22 pages6 Crystallizer Design and Operation1Shweta ChaudhariNo ratings yet
- WorkDocument43 pagesWorkAkash GundaleNo ratings yet
- Hydranautics - Nitto Membrane Applications, Case Studies, Lessons LearntDocument37 pagesHydranautics - Nitto Membrane Applications, Case Studies, Lessons Learntkalyan patilNo ratings yet
- A Simple Procedure For Design of A Spray DryerDocument6 pagesA Simple Procedure For Design of A Spray DryervictorNo ratings yet
- Nano Spray Dryer B-90 - Literature Review and ApplicationsDocument8 pagesNano Spray Dryer B-90 - Literature Review and ApplicationsprinceamitNo ratings yet
- Acid Digestion ProcedureDocument2 pagesAcid Digestion ProcedureSolehah OmarNo ratings yet
- Material Balance On Multiple Unit ProcessesDocument11 pagesMaterial Balance On Multiple Unit ProcessesJohn Raymart RaferNo ratings yet
- MFT Circular Disc Module Cd9Document10 pagesMFT Circular Disc Module Cd9unconformistNo ratings yet
- Reverse Osmosis Design GuidelinesDocument2 pagesReverse Osmosis Design Guidelineswacsii ccasullaNo ratings yet
- The Effect of Impeller and Tank Geometry On Power Number For A Pitched Blade Turbine-2002Document5 pagesThe Effect of Impeller and Tank Geometry On Power Number For A Pitched Blade Turbine-2002AnoopNo ratings yet
- Final Detailed Fermenter DesignDocument24 pagesFinal Detailed Fermenter DesignRaian Yousuf TanmoyNo ratings yet
- Industrial Crystallization - Developments in Research and TechnologyDocument4 pagesIndustrial Crystallization - Developments in Research and TechnologyaeddisonNo ratings yet
- Heat Transfer in Jacketed VesselsDocument5 pagesHeat Transfer in Jacketed VesselsSalman ZafarNo ratings yet
- Condensate & CoolingDocument111 pagesCondensate & CoolingSantosh KumarNo ratings yet
- Sandia Lab Membrane TechnologiesDocument36 pagesSandia Lab Membrane TechnologiesMohamed ZahranNo ratings yet
- Supercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsFrom EverandSupercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsSamuel P. SawanNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Selected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionFrom EverandSelected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionNo ratings yet
- Reactive Distillation Design and ControlFrom EverandReactive Distillation Design and ControlRating: 1 out of 5 stars1/5 (1)
- An Examination of The Growth Kinetics of - Arginine Trifluoroacetate (LATF) Crystals From Induction Period and Atomic Force Microscopy InvestigationsDocument6 pagesAn Examination of The Growth Kinetics of - Arginine Trifluoroacetate (LATF) Crystals From Induction Period and Atomic Force Microscopy InvestigationsJayaram KrishnanNo ratings yet
- 10.1016@s0022 02489900434 0Document8 pages10.1016@s0022 02489900434 0jitendraNo ratings yet
- 2004 Mathematical Modeling and Kinetic ParameterDocument11 pages2004 Mathematical Modeling and Kinetic ParameterRIcardoRaveloNo ratings yet
- C 13Document6 pagesC 13Phuppud Sii PutrysahidahNo ratings yet
- Note Measurements of Evaporation Rates of WaterDocument4 pagesNote Measurements of Evaporation Rates of WatersanketNo ratings yet
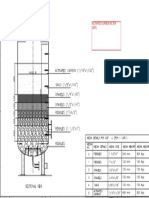
- Media Filling Detail For PSF Dia 1000 X 1500 Hos - r0Document1 pageMedia Filling Detail For PSF Dia 1000 X 1500 Hos - r0sanketNo ratings yet
- Media Filling Detail For PSF Dia 1000 X 1500 Hos - r0Document1 pageMedia Filling Detail For PSF Dia 1000 X 1500 Hos - r0sanketNo ratings yet
- Media Filling Detail For Acf Dia 1000 X 1500 Hos - r0Document1 pageMedia Filling Detail For Acf Dia 1000 X 1500 Hos - r0sanketNo ratings yet
- 0000289Document11 pages0000289sanketNo ratings yet
- Mtr-1 (Hfo, Lfo, RC Is, DG Cut)Document2 pagesMtr-1 (Hfo, Lfo, RC Is, DG Cut)sanketNo ratings yet
- Media Filling Detail For Acf Dia 1000 X 1500 Hos - r0Document1 pageMedia Filling Detail For Acf Dia 1000 X 1500 Hos - r0sanketNo ratings yet
- 0000670Document4 pages0000670sanketNo ratings yet
- An Optimal Gas-Fired Heating System : Un Syst6me Optimal de Chauffage Au Gaz Ein Optimales GasheizungssystemDocument14 pagesAn Optimal Gas-Fired Heating System : Un Syst6me Optimal de Chauffage Au Gaz Ein Optimales GasheizungssystemsanketNo ratings yet
- Is-20-103-Fab Equipment ListDocument1 pageIs-20-103-Fab Equipment ListsanketNo ratings yet
- Thermal TorchesDocument610 pagesThermal TorcheszbdjahuNo ratings yet
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document1 pageTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)sanketNo ratings yet
- Questions and Answers: 1. About Autodesk Basic SupportDocument2 pagesQuestions and Answers: 1. About Autodesk Basic SupportsanketNo ratings yet
- Practical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)Document64 pagesPractical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)sanketNo ratings yet
- Tax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)Document1 pageTax Invoice/Bill of Supply/Cash Memo: (Original For Recipient)sanketNo ratings yet
- Hot Water TankDocument1 pageHot Water TanksanketNo ratings yet
- MSP2xx User Manual PDFDocument35 pagesMSP2xx User Manual PDFsanketNo ratings yet
- AutoCAD Plant 3D System RequirementsDocument1 pageAutoCAD Plant 3D System RequirementssanketNo ratings yet
- PFD DryerDocument1 pagePFD DryersanketNo ratings yet
- Comparison of Pumped Air Characteristics From A Rotary Atomizer With Different WheelsDocument6 pagesComparison of Pumped Air Characteristics From A Rotary Atomizer With Different WheelssanketNo ratings yet
- The Mixed Suspension, Mixed Product Removal Crystallizer PDFDocument7 pagesThe Mixed Suspension, Mixed Product Removal Crystallizer PDFsanketNo ratings yet
- AutoCAD P ID Admin TipsDocument12 pagesAutoCAD P ID Admin TipsJose TorresNo ratings yet
- Continuous Tubular Cooling Crystallizer Design for Lab-Scale Process DevelopmentDocument13 pagesContinuous Tubular Cooling Crystallizer Design for Lab-Scale Process DevelopmentLim Xiu XianNo ratings yet
- Calculation of The Suspension Volume of CrystallizersDocument8 pagesCalculation of The Suspension Volume of CrystallizerssanketNo ratings yet
- Kamco AE SyllubusDocument3 pagesKamco AE SyllubusAmalTSathyan100% (1)
- Draft - Daftar Hadir KoM - Update 19.00Document3 pagesDraft - Daftar Hadir KoM - Update 19.00sowongNo ratings yet
- Qp-Nsep-P160 5Document1 pageQp-Nsep-P160 5QwertyNo ratings yet
- Monte Carlo Simulation of Stage Separation DynamicsDocument16 pagesMonte Carlo Simulation of Stage Separation DynamicsDan StroescuNo ratings yet
- JCAMECH Volume 52 Issue 1 Pages 102-125Document24 pagesJCAMECH Volume 52 Issue 1 Pages 102-125Subodh KumarNo ratings yet
- BIOFISIKA Bio TermofisikaDocument29 pagesBIOFISIKA Bio TermofisikaLalitakuNo ratings yet
- What Is DC Component?Document2 pagesWhat Is DC Component?rzorNo ratings yet
- ECE 220 Objective Questions and Answers PDFDocument37 pagesECE 220 Objective Questions and Answers PDFVenkatesh TatikondaNo ratings yet
- Mechanical Testing of MaterialsDocument6 pagesMechanical Testing of MaterialsAbhijeet P. DashNo ratings yet
- Rankine Cycle Efficiency Increase by The Regenerative Recovery Ofhistorically Rejected Heatrev2 2167 7662 1000155Document10 pagesRankine Cycle Efficiency Increase by The Regenerative Recovery Ofhistorically Rejected Heatrev2 2167 7662 1000155Narendra singh rawatNo ratings yet
- Francis and Kaplan Reaction TurbinesDocument5 pagesFrancis and Kaplan Reaction TurbinesfahadNo ratings yet
- Synthesis of Aspirin from Salicylic AcidDocument8 pagesSynthesis of Aspirin from Salicylic AcidElvis AnsuNo ratings yet
- Regression analysis for transport planningDocument15 pagesRegression analysis for transport planningHussein OmranNo ratings yet
- Optical Method For Measurement of Radius of Curvature of Large Diameter MirrorsDocument7 pagesOptical Method For Measurement of Radius of Curvature of Large Diameter MirrorsJonathan DeomampoNo ratings yet
- Solid Modeling and Finite Element Analysis of An Overhead Crane BridgeDocument8 pagesSolid Modeling and Finite Element Analysis of An Overhead Crane BridgeMuhammad Aanish TahirNo ratings yet
- Norita - Pharmaceutical Engineering 5 - Exercise 1Document2 pagesNorita - Pharmaceutical Engineering 5 - Exercise 1Norita TjhinNo ratings yet
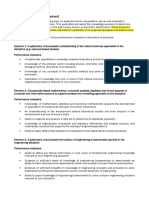
- IPENZ Knowledge Assessment Guidance For Candidates 2016Document4 pagesIPENZ Knowledge Assessment Guidance For Candidates 2016Jeet SinghNo ratings yet
- Difraksi FresnelDocument4 pagesDifraksi FresnelRafli YusrizhaNo ratings yet
- Wind Speed Design GuideDocument4 pagesWind Speed Design GuideTommie PrinslooNo ratings yet
- Correcting Astigmatism with Toric IOLsDocument28 pagesCorrecting Astigmatism with Toric IOLsArif MohammadNo ratings yet
- Xpm2Electrical SchematicsDocument59 pagesXpm2Electrical SchematicsKleber DalasNo ratings yet
- Simulation of Six Phase Permanent Magnet Synchronous Generator in MATLABDocument5 pagesSimulation of Six Phase Permanent Magnet Synchronous Generator in MATLABجمال ضيفيNo ratings yet
- Study of Bauschinger Effect in SpringDocument95 pagesStudy of Bauschinger Effect in Springmail_sambhuNo ratings yet
- Revised 2023-24 - Sr.2Hrs Programme - Teaching & Test Schedule@17!10!2023Document67 pagesRevised 2023-24 - Sr.2Hrs Programme - Teaching & Test Schedule@17!10!2023suhasiyer02No ratings yet