You might also like
- SP-2069 Specification For Pressure VesselsDocument68 pagesSP-2069 Specification For Pressure Vesselsarjunprasannan7No ratings yet
- Physical Properties TableDocument32 pagesPhysical Properties Tablemidooooo198767% (3)
- Autoclave ReactorDocument24 pagesAutoclave ReactorMeredith Villarete100% (1)
- DO 178 B Brief NotesDocument18 pagesDO 178 B Brief NotesMani Shankar PrasadNo ratings yet
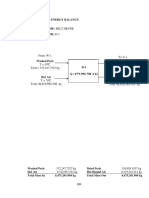
- Energy BalanceDocument11 pagesEnergy BalanceBharat VaajNo ratings yet
- FINAL Chapter 6 Conical Dryer 1Document16 pagesFINAL Chapter 6 Conical Dryer 1Milton Dels RosaNo ratings yet
- Atfd Design Calculation: Data Energy Balance Agitator Shell DesignDocument1 pageAtfd Design Calculation: Data Energy Balance Agitator Shell DesignManoj BNo ratings yet
- Continuous Stirred Tank Reactor DesignDocument10 pagesContinuous Stirred Tank Reactor DesignMarion Francis Baylon50% (2)
- Chapter 5 Energy Balance April 10 2017.v2Document31 pagesChapter 5 Energy Balance April 10 2017.v2kennethmsorianoNo ratings yet
- GFF (T) ... MenglischNANNI (DMG-39 25.11.05) PDFDocument38 pagesGFF (T) ... MenglischNANNI (DMG-39 25.11.05) PDFjuricic2100% (2)
- Pid Engtech Pilot Plants v04pdfDocument20 pagesPid Engtech Pilot Plants v04pdfFaizan SarangNo ratings yet
- Design ProjectDocument32 pagesDesign ProjectWan ahmad Zahin RizzqiNo ratings yet
- STOICHIOMETRY (Yield, Conversion, Selectivity)Document4 pagesSTOICHIOMETRY (Yield, Conversion, Selectivity)kennethmsoriano67% (3)
- Two Phase Horizontal Separator - Design ProcedureDocument24 pagesTwo Phase Horizontal Separator - Design Procedurekennethmsoriano100% (1)
- Design of CrystallizerDocument13 pagesDesign of CrystallizerABDULLAHI HAGAR FARAH HERSI STUDENTNo ratings yet
- SA Flight Instructors Training ProceduresDocument371 pagesSA Flight Instructors Training ProceduresGuilioNo ratings yet
- Ferementer DesignDocument38 pagesFerementer DesignMilton Dela Rosa JrNo ratings yet
- Ammonia ReactorDocument11 pagesAmmonia ReactorRh GladysNo ratings yet
- Student Unit Op Lab Manual - Thin Film Evaporator PDFDocument5 pagesStudent Unit Op Lab Manual - Thin Film Evaporator PDFMuiz MoktarNo ratings yet
- Process Calculations 2nd Ed. - V. Venkataramani, N. Anantharaman & K.M. Meera Sheriffa Begum 2011 PDFDocument260 pagesProcess Calculations 2nd Ed. - V. Venkataramani, N. Anantharaman & K.M. Meera Sheriffa Begum 2011 PDFantonino69100% (6)
- Tutorial Answers - Separation B Tutorial - Combined Tutorial Solutions PDFDocument38 pagesTutorial Answers - Separation B Tutorial - Combined Tutorial Solutions PDFBuyuNo ratings yet
- Pipe DimensionDocument7 pagesPipe DimensionLily NurdianaNo ratings yet
- Fluidized Bed ReactorDocument25 pagesFluidized Bed Reactorkennethmsoriano0% (1)
- Waste Biorefineries: Advanced Design Concepts for Integrated Waste to Energy ProcessesFrom EverandWaste Biorefineries: Advanced Design Concepts for Integrated Waste to Energy ProcessesNo ratings yet
- Crystallizer Thickness CalculationDocument8 pagesCrystallizer Thickness CalculationAmritRoshniKaurNo ratings yet
- M.tech Thesis On CrystallizationDocument117 pagesM.tech Thesis On CrystallizationshubhNo ratings yet
- Chap 08Document63 pagesChap 08Sam KashNo ratings yet
- Mod1 PDFDocument41 pagesMod1 PDFAhmad Budiman100% (2)
- DWCDocument10 pagesDWCkennethmsorianoNo ratings yet
- Design of Stirred Batch ReactorDocument39 pagesDesign of Stirred Batch ReactorSyahir Safarudin100% (3)
- Bio Reactor Design CalculationsDocument6 pagesBio Reactor Design CalculationsDr Narayana Saibaba K.V.No ratings yet
- HumidificationDocument68 pagesHumidificationA AshokNo ratings yet
- Evaporation NewDocument64 pagesEvaporation NewshashwatNo ratings yet
- Reactor Sizing FinalDocument34 pagesReactor Sizing FinalJobb Six-steps MatheusNo ratings yet
- Chapter 6-Equipment Design (Production of Lactic Acid From Sugarcane Bagasse)Document78 pagesChapter 6-Equipment Design (Production of Lactic Acid From Sugarcane Bagasse)kennethmsorianoNo ratings yet
- Chapter 6-Equipment Design (Production of Lactic Acid From Sugarcane Bagasse)Document78 pagesChapter 6-Equipment Design (Production of Lactic Acid From Sugarcane Bagasse)kennethmsorianoNo ratings yet
- Tutorial Answers - Separation B Tutorial - Combined Tutorial SolutionsDocument38 pagesTutorial Answers - Separation B Tutorial - Combined Tutorial SolutionsBuyuNo ratings yet
- MSG CrystallizerDocument22 pagesMSG CrystallizerRonel MendozaNo ratings yet
- Plant Design Kojic Acid Beta 1Document41 pagesPlant Design Kojic Acid Beta 1Milton Dels RosaNo ratings yet
- Specifition-Sheet For Evaporator 1. Customer Details A. B. C. D. E. 2. Data Required For EvaporatorDocument2 pagesSpecifition-Sheet For Evaporator 1. Customer Details A. B. C. D. E. 2. Data Required For EvaporatorTowfiq Hossain TaskuNo ratings yet
- Crystallization of Potash Alum in An MSMPR CrystallizerDocument5 pagesCrystallization of Potash Alum in An MSMPR CrystallizersanketNo ratings yet
- Design of Flash DrumDocument7 pagesDesign of Flash DrumJonathan OrNo ratings yet
- Final Detailed Fermenter DesignDocument24 pagesFinal Detailed Fermenter DesignRaian Yousuf TanmoyNo ratings yet
- BE ChemDocument53 pagesBE ChemMuddasar ShaikhNo ratings yet
- Heat Exchangers: DR Ali JawarnehDocument46 pagesHeat Exchangers: DR Ali Jawarnehprasanthi100% (1)
- MicrofilterDocument17 pagesMicrofilterArrianne Jaye MataNo ratings yet
- Chapter No.3 Material Balance: 3.1 Fluidized Bed ReactorDocument14 pagesChapter No.3 Material Balance: 3.1 Fluidized Bed Reactorsagar dasguptaNo ratings yet
- 6 Crystallizer Design and Operation1Document22 pages6 Crystallizer Design and Operation1Dhrumil GandhiNo ratings yet
- 2 - Heat of Solution and Mixing PDFDocument33 pages2 - Heat of Solution and Mixing PDFshifa veronicaNo ratings yet
- Pyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoDocument8 pagesPyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoAlfred OwireduNo ratings yet
- Lab ManualDocument59 pagesLab ManualmarkNo ratings yet
- AtfdDocument4 pagesAtfdDarshan PatelNo ratings yet
- Exp. 7 Study of Evaporation Process Using Climbing Film EvaporatorDocument4 pagesExp. 7 Study of Evaporation Process Using Climbing Film EvaporatorElaine Pui100% (1)
- Design of DryerDocument11 pagesDesign of DryerHARKULVINDER SINGHNo ratings yet
- Liu Yi-Design and Construction of Biogas Digester 2017Document74 pagesLiu Yi-Design and Construction of Biogas Digester 2017Stanley Wishmore MukuraNo ratings yet
- Calculate Outside Heat Transfr Coeff. For JacketDocument6 pagesCalculate Outside Heat Transfr Coeff. For JacketSuryakant RanderiNo ratings yet
- Sterilization 2Document8 pagesSterilization 2Rhia100% (1)
- Cogenerations of Energy From Sugar Factory BagasseDocument8 pagesCogenerations of Energy From Sugar Factory BagasseTade GaromaNo ratings yet
- 6 PDFDocument20 pages6 PDFMuhammadNo ratings yet
- Thermal Conductivity of FRP CompositesDocument69 pagesThermal Conductivity of FRP Compositesjppmj100% (1)
- 6 Crystallizer Design and Operation1Document22 pages6 Crystallizer Design and Operation1Shweta ChaudhariNo ratings yet
- Janna Engineering Heat Transfer (BookFi) - 492-496Document5 pagesJanna Engineering Heat Transfer (BookFi) - 492-496Daniela Mancipe PuinNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Supercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsFrom EverandSupercritical Fluid Cleaning: Fundamentals, Technology and ApplicationsSamuel P. SawanNo ratings yet
- MSG - CrystallizerDocument22 pagesMSG - Crystallizerkennethmsoriano100% (2)
- CRYSTALLIZER DESIGN (Rev02)Document33 pagesCRYSTALLIZER DESIGN (Rev02)Shai Sta CatalinaNo ratings yet
- PART-SG and PART-RKM Should Be Answered Separate AnswerbooksDocument4 pagesPART-SG and PART-RKM Should Be Answered Separate AnswerbooksSwapnil GudmalwarNo ratings yet
- Chapter 2 Exercises 1 To 4Document14 pagesChapter 2 Exercises 1 To 4Rahmasari Nur SetyonoNo ratings yet
- Stokes Law: The Basics of Transport PhenomenaDocument11 pagesStokes Law: The Basics of Transport PhenomenakennethmsorianoNo ratings yet
- Drag Force: The Basics of Transport PhenomenaDocument12 pagesDrag Force: The Basics of Transport PhenomenakennethmsorianoNo ratings yet
- Drag Coë Cent: The Basics of Transport PhenomenaDocument9 pagesDrag Coë Cent: The Basics of Transport PhenomenakennethmsorianoNo ratings yet
- Mixer and Tee (Splitter)Document23 pagesMixer and Tee (Splitter)kennethmsorianoNo ratings yet
- Heat Exchanger, Heater and CoolerDocument37 pagesHeat Exchanger, Heater and CoolerkennethmsorianoNo ratings yet
- asset-v1-DelftX+TP102x+3T2016+type@asset+block@Formula Sheet ATPDocument12 pagesasset-v1-DelftX+TP102x+3T2016+type@asset+block@Formula Sheet ATPkennethmsorianoNo ratings yet
- Flash Separation - Conversion Reaction - Equilibrium ReactionDocument81 pagesFlash Separation - Conversion Reaction - Equilibrium ReactionkennethmsorianoNo ratings yet
- 5 Energy Balance 041416Document42 pages5 Energy Balance 041416kennethmsorianoNo ratings yet
- Optimization: ES 204 Numerical Methods in EngineeringDocument15 pagesOptimization: ES 204 Numerical Methods in EngineeringkennethmsorianoNo ratings yet
- 16-Splines and Piecewise InterpolationDocument17 pages16-Splines and Piecewise InterpolationkennethmsorianoNo ratings yet
- 9 Gauss EliminationDocument21 pages9 Gauss EliminationkennethmsorianoNo ratings yet
- Balancing Redox Reactions by Oxidation Number Change MethodDocument4 pagesBalancing Redox Reactions by Oxidation Number Change MethodkennethmsorianoNo ratings yet
- Steam Simulation ResultsDocument1 pageSteam Simulation ResultskennethmsorianoNo ratings yet
- Chapter 4 PDDocument11 pagesChapter 4 PDkennethmsoriano100% (1)
- MSG - CrystallizerDocument22 pagesMSG - Crystallizerkennethmsoriano100% (2)
- Chapter V - Mass BalanceDocument85 pagesChapter V - Mass BalancekennethmsorianoNo ratings yet
- Parth Valves and Hoses LLP.: Test & Guarantee CertificateDocument1 pageParth Valves and Hoses LLP.: Test & Guarantee CertificateSURYAKANTNo ratings yet
- Computer SoftwareDocument3 pagesComputer SoftwareCyrine CalagosNo ratings yet
- FHV19 - Exhibitor Manual - 10 DECEMBER - Manual PDFDocument50 pagesFHV19 - Exhibitor Manual - 10 DECEMBER - Manual PDFHien Hien NguyenNo ratings yet
- National Power Training Institute: Admission Notice: 2020-21Document3 pagesNational Power Training Institute: Admission Notice: 2020-21a.jainNo ratings yet
- Unistream-Installation Operation & MaintenanceDocument24 pagesUnistream-Installation Operation & MaintenanceJoanna Lauer-TrąbczyńskaNo ratings yet
- Alloc 150 DMDocument301 pagesAlloc 150 DMSheik Mohamed ImranNo ratings yet
- Problem 1-4Document6 pagesProblem 1-4Anonymous xIzzEifjPNo ratings yet
- Overview On Sourcing: Oracle Fusion: 21D UpdatesDocument24 pagesOverview On Sourcing: Oracle Fusion: 21D UpdatesMathi VathaniNo ratings yet
- Desmophen 1200 - en - 00134597 17947398 20766463Document3 pagesDesmophen 1200 - en - 00134597 17947398 20766463Sabri AeroChemNo ratings yet
- Drive ConfigDocument136 pagesDrive ConfigGiangDoNo ratings yet
- Vertical Take Off and LandingDocument126 pagesVertical Take Off and LandingMukesh JindalNo ratings yet
- Course Material Fees: Terms 1190 - 1193Document8 pagesCourse Material Fees: Terms 1190 - 1193Frances Ijeoma ObiakorNo ratings yet
- Technical Owner Manual Nfinity v6Document116 pagesTechnical Owner Manual Nfinity v6Tom MondjollianNo ratings yet
- 360-Pungue Iwrm Strategy PresentationDocument30 pages360-Pungue Iwrm Strategy PresentationEdyz Piedadis PereiraNo ratings yet
- 1504805126-HPI - CR-Series Copper Crusher - 04-2021ENDocument1 page1504805126-HPI - CR-Series Copper Crusher - 04-2021ENCaio BittencourtNo ratings yet
- General Construction Notes: FC Engineering ServicesDocument1 pageGeneral Construction Notes: FC Engineering ServicesMac KYNo ratings yet
- CE 411 Lecture 03 - Moment AreaDocument27 pagesCE 411 Lecture 03 - Moment AreaNophiNo ratings yet
- DualityDocument27 pagesDualitySuprabhat TiwariNo ratings yet
- By George G. Meyerhof, F. Asce: J. Geotech. Engrg., 1983, 109 (6) : 797-806Document10 pagesBy George G. Meyerhof, F. Asce: J. Geotech. Engrg., 1983, 109 (6) : 797-806PoYing HuangNo ratings yet
- 8-0-SP1 Designer BPM Process Development HelpDocument260 pages8-0-SP1 Designer BPM Process Development HelpEric CaceresNo ratings yet
- Communicating With Instromet Q-Sonic Ultrasonic Gas FlowmetersDocument13 pagesCommunicating With Instromet Q-Sonic Ultrasonic Gas Flowmeterssyed jeelani ahmedNo ratings yet
- Bloomberg - Transport - SecurityDocument13 pagesBloomberg - Transport - SecurityFernandoNo ratings yet
- Interfacing Seven Segment Display With LPC1769Document18 pagesInterfacing Seven Segment Display With LPC1769Gurudatta Palankar0% (1)
- Stainless Steel: Presented By, Dr. Pragati Jain 1 YearDocument68 pagesStainless Steel: Presented By, Dr. Pragati Jain 1 YearSneha JoshiNo ratings yet
- 3 3 1 Material Sorter Design ChallengeDocument3 pages3 3 1 Material Sorter Design Challengeapi-343534512No ratings yet