You might also like
- BLOQUEDocument1 pageBLOQUEAlvaro Alexis Mendoza PradaNo ratings yet
- Example Report TOFD 2 INT-GP1186-09-70 PDFDocument1 pageExample Report TOFD 2 INT-GP1186-09-70 PDFEMTC EMTCNo ratings yet
- 109428-BS en 583-4-2002Document18 pages109428-BS en 583-4-2002Nensha KagasawaNo ratings yet
- Evaluation of Flaw Acceptance Ratios According to ASME Section VIII CodeDocument3 pagesEvaluation of Flaw Acceptance Ratios According to ASME Section VIII CodeWoodrow FoxNo ratings yet
- Manual Ultrasonic Phased ArrayDocument53 pagesManual Ultrasonic Phased ArrayMilan TonicNo ratings yet
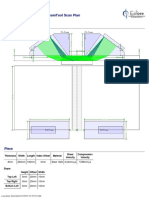
- BeamTool Scan Plan SummaryDocument2 pagesBeamTool Scan Plan Summarywilfran villegasNo ratings yet
- PAUT 22.8mm Scan PlanDocument3 pagesPAUT 22.8mm Scan PlanSai Krishna YellapuNo ratings yet
- PA Caracterization BlockDocument2 pagesPA Caracterization BlockMuallim MursyidNo ratings yet
- Terms Used in Ultrasonic Testing BSEN 1330-4 PDFDocument95 pagesTerms Used in Ultrasonic Testing BSEN 1330-4 PDFThe Normal HeartNo ratings yet
- UT For Duplex Stainless Steel WeldsDocument5 pagesUT For Duplex Stainless Steel WeldsvsnaiduqcNo ratings yet
- Ultrasonic Examination Austenitic and Dissimilar WeldsDocument6 pagesUltrasonic Examination Austenitic and Dissimilar WeldshocimtmNo ratings yet
- Advances in Tube Testing 2008Document39 pagesAdvances in Tube Testing 2008AhmedA.Hassan100% (1)
- DGS CurvesDocument40 pagesDGS CurveshocimtmNo ratings yet
- Astm E-164 (2019)Document24 pagesAstm E-164 (2019)AnaNo ratings yet
- PCN General RulesDocument25 pagesPCN General RulesSangeeth Kavil PNo ratings yet
- UT Chapter 11Document70 pagesUT Chapter 11knizam1971100% (1)
- Weld-Solution en LTR 201712 WebDocument8 pagesWeld-Solution en LTR 201712 WebLương Hồ VũNo ratings yet
- 2018 Doppler CatalogDocument24 pages2018 Doppler CatalogRene ParedeschaconNo ratings yet
- Beamtool Scan Plan: Inspection LayoutDocument4 pagesBeamtool Scan Plan: Inspection LayoutMohan RajNo ratings yet
- Paut Paper PDFDocument7 pagesPaut Paper PDFAyesha GeNo ratings yet
- AGR Field Operations TD Focus-Scan Data SheetDocument2 pagesAGR Field Operations TD Focus-Scan Data SheetJeganeswaranNo ratings yet
- Circ-it configured Environmental SpecificationsDocument2 pagesCirc-it configured Environmental SpecificationsMarcos Kaian Moraes RodriguesNo ratings yet
- I S Eniso16811-2014Document14 pagesI S Eniso16811-2014Nicko Arya DharmaNo ratings yet
- Mandatory Appendix V Phased Array Linear ScanningDocument2 pagesMandatory Appendix V Phased Array Linear ScanningAngelTinoco100% (1)
- PAUT for Heavy Wall Austenitic SS WeldsDocument10 pagesPAUT for Heavy Wall Austenitic SS WeldsrupamNo ratings yet
- NDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- Calibration BlocksDocument3 pagesCalibration BlocksvenkatNo ratings yet
- Dac & DGSDocument14 pagesDac & DGSAhmad Daniel100% (1)
- Successful Ultrasonic Inspection of Austenitic WeldsDocument6 pagesSuccessful Ultrasonic Inspection of Austenitic WeldsAnonymous 5qPKvmuTWCNo ratings yet
- 2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array TechnologyDocument5 pages2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array Technologyநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- PA Probe Catalog en 201304Document24 pagesPA Probe Catalog en 201304Durgamadhaba Mishra100% (2)
- Basic Principles of Ultrasonic TestingDocument101 pagesBasic Principles of Ultrasonic TestingJohn Eric OliverNo ratings yet
- MX2 Training Program 14D Phased Array Analysis-Depth Height SizingDocument15 pagesMX2 Training Program 14D Phased Array Analysis-Depth Height SizingANH TAI MAINo ratings yet
- EN 15317 AnglaisDocument25 pagesEN 15317 Anglaisbarbier100% (1)
- MX2 Training Program 02 Intro To MX2Document25 pagesMX2 Training Program 02 Intro To MX2Victor Antonio Diaz FaundezNo ratings yet
- UT TEST PROCEDURE LAMINATIONSDocument8 pagesUT TEST PROCEDURE LAMINATIONSperogami100% (1)
- Use of Dgs Method For Ultrasonic TestiingDocument3 pagesUse of Dgs Method For Ultrasonic Testiingarunpawar_cet9462No ratings yet
- AWS D1.1 Phased Array GuidelineDocument40 pagesAWS D1.1 Phased Array GuidelineMario Perez100% (1)
- Eddy Current Tubing DentingDocument54 pagesEddy Current Tubing Dentingaldeanucu100% (3)
- 8.5 Curved Surface Correction (CSC) - Olympus IMSDocument4 pages8.5 Curved Surface Correction (CSC) - Olympus IMSTHIRU.SNo ratings yet
- Iqi'sDocument6 pagesIqi's24inspector100% (1)
- PAUT of ''CRA WELDSDocument7 pagesPAUT of ''CRA WELDSDurgamadhaba Mishra100% (1)
- 2011 PipeWizard Training Part 01Document62 pages2011 PipeWizard Training Part 01rajeev jegadeesan100% (1)
- ISO Standards On NDT of WeldingDocument2 pagesISO Standards On NDT of WeldingDavid Alejandro Vega Alfonso100% (1)
- 14.0 Specific ExaminationDocument18 pages14.0 Specific ExaminationPDDELUCANo ratings yet
- DUAL MATRIX ARRAY OverviewDocument37 pagesDUAL MATRIX ARRAY OverviewLe Anh Duy100% (1)
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFDocument11 pagesInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014No ratings yet
- Sonatest PAUTDocument6 pagesSonatest PAUTpokeboy19No ratings yet
- Angle DACDocument1 pageAngle DACJeevanandam ShanmugasundaramNo ratings yet
- Tofd Development: TechniqueDocument32 pagesTofd Development: TechniqueLương Hồ VũNo ratings yet
- DAC Block Details PDFDocument2 pagesDAC Block Details PDFShrikant UtekarNo ratings yet
- OmniScan MX2 PDFDocument12 pagesOmniScan MX2 PDFpokeboy19100% (1)
- Tangential RadiographyDocument9 pagesTangential Radiographykirubha_karan2000No ratings yet
- Iso Dis 13272 e 2Document24 pagesIso Dis 13272 e 2webhareggebru06No ratings yet
- Dis - 26203-2 - 2009Document21 pagesDis - 26203-2 - 2009Institute of Marketing & Training ALGERIANo ratings yet
- Earth-Moving Machinery - Laboratory Tests and Performance Requirements For Roll-Over Protective Structures - Metallic StructuresDocument69 pagesEarth-Moving Machinery - Laboratory Tests and Performance Requirements For Roll-Over Protective Structures - Metallic StructuresMontineriNo ratings yet
- Iso Dis 20283-4 2011Document27 pagesIso Dis 20283-4 2011Ricardo RamirezNo ratings yet
- Asset Management - Overview, Principles and Terminology: Draft International Standard Iso/Dis 55000Document25 pagesAsset Management - Overview, Principles and Terminology: Draft International Standard Iso/Dis 55000Peter Guerrero BacaNo ratings yet
- JurnalDocument29 pagesJurnalIlham MaulanaNo ratings yet
- Certification Scheme: Chương Trình Chứng NhậnDocument13 pagesCertification Scheme: Chương Trình Chứng NhậnVuong Tran VanNo ratings yet
- ISO 17024 2012 Compliance MatrixDocument3 pagesISO 17024 2012 Compliance MatrixVuong Tran Van0% (1)
- Requirements for NDT personnel certificationDocument40 pagesRequirements for NDT personnel certificationKewell LimNo ratings yet
- PCS 003Document22 pagesPCS 003Vuong Tran VanNo ratings yet
- CB Certification RequirementsDocument16 pagesCB Certification RequirementsVuong Tran VanNo ratings yet
- General Requirements For Qualification and PCN Certification of NDT PersonnelDocument26 pagesGeneral Requirements For Qualification and PCN Certification of NDT PersonnelPedro OliveiraNo ratings yet
- AWS D1.1:2020 - Changes To Structural Welding Code - SteelDocument1 pageAWS D1.1:2020 - Changes To Structural Welding Code - SteelVuong Tran VanNo ratings yet
- Bridge Welding Code: 7th EditionDocument29 pagesBridge Welding Code: 7th EditionVuong Tran VanNo ratings yet
- 00.ISO 9712 Scheme SGNDTDocument41 pages00.ISO 9712 Scheme SGNDTVuong Tran VanNo ratings yet
- Mechanical Completion & ComissioningDocument56 pagesMechanical Completion & ComissioningRustam Riyadi100% (1)
- Policy and Procedures Manual: Please Direct Communications ToDocument43 pagesPolicy and Procedures Manual: Please Direct Communications ToVuong Tran VanNo ratings yet
- Gen - 010 - 6 - 4 - NORDNDT - ISO 9712 PersonnelDocument10 pagesGen - 010 - 6 - 4 - NORDNDT - ISO 9712 PersonnelKewell LimNo ratings yet
- E2929 13 Standard Practice For Guided PDFDocument11 pagesE2929 13 Standard Practice For Guided PDFVuong Tran VanNo ratings yet
- AWS D1.5 Code Changes - 2020 Edition: Nesmea Mr. Allen W. Sindel - TRC Presented By: Mr. Robert Horwhat - TRCDocument26 pagesAWS D1.5 Code Changes - 2020 Edition: Nesmea Mr. Allen W. Sindel - TRC Presented By: Mr. Robert Horwhat - TRCVuong Tran VanNo ratings yet
- Hot Cell Specialized Support Equipment and Tools: Standard Guide ForDocument15 pagesHot Cell Specialized Support Equipment and Tools: Standard Guide ForVuong Tran VanNo ratings yet
- Bridge Welding Code: 7th EditionDocument29 pagesBridge Welding Code: 7th EditionVuong Tran VanNo ratings yet
- Creep-Fatigue Testing: Standard Test Method ForDocument15 pagesCreep-Fatigue Testing: Standard Test Method ForNilton Santillan100% (1)
- Fully Automated Ut Weld Inspection: WeldroverDocument3 pagesFully Automated Ut Weld Inspection: WeldroverBiju_PottayilNo ratings yet
- Astm F2620-13 PDFDocument25 pagesAstm F2620-13 PDFJORGENo ratings yet
- Scanner CHAIN EN 201204 PDFDocument2 pagesScanner CHAIN EN 201204 PDFVuong Tran VanNo ratings yet
- Non-Destructive Testing - Guided Wave Testing: BSI Standards PublicationDocument22 pagesNon-Destructive Testing - Guided Wave Testing: BSI Standards Publicationcesarrichardo100% (2)
- BS en Iso 16148-2016 PDFDocument38 pagesBS en Iso 16148-2016 PDFVuong Tran Van100% (1)
- Non-Destructive Testing - Guided Wave Testing: BSI Standards PublicationDocument26 pagesNon-Destructive Testing - Guided Wave Testing: BSI Standards PublicationVuong Tran Van100% (3)
- E3023-15 Standard Practice For Probability of Detection Analysis For  Versus A DataDocument12 pagesE3023-15 Standard Practice For Probability of Detection Analysis For  Versus A DataAhmed Shaban KotbNo ratings yet
- BS EN ISO 23278-2009 MT AcceptanceDocument10 pagesBS EN ISO 23278-2009 MT AcceptanceVuong Tran Van100% (1)
- BS EN 499 - Welding Consumables - Covered Electrodes For Man PDFDocument12 pagesBS EN 499 - Welding Consumables - Covered Electrodes For Man PDFVuong Tran VanNo ratings yet
- Determination of Metal Purity Based On Elastic Constant Measurements Derived From Resonant Ultrasound SpectrosDocument4 pagesDetermination of Metal Purity Based On Elastic Constant Measurements Derived From Resonant Ultrasound SpectrosVuong Tran VanNo ratings yet
- E3022-15 Standard Practice For Measurement of Emission Characteristics and Requirements For LED UV-A Lamps Used in Fluorescent Penetrant and Magnetic Particle TestingDocument8 pagesE3022-15 Standard Practice For Measurement of Emission Characteristics and Requirements For LED UV-A Lamps Used in Fluorescent Penetrant and Magnetic Particle TestingAhmed Shaban KotbNo ratings yet
- Acoustic Emission Examination of High Pressure, Low Carbon, Forged Piping Using Controlled Hydrostatic PressurizationDocument6 pagesAcoustic Emission Examination of High Pressure, Low Carbon, Forged Piping Using Controlled Hydrostatic PressurizationVuong Tran VanNo ratings yet
- Concrete TestingDocument34 pagesConcrete TestingKamarajanNo ratings yet
- NASA Composite Materials DevelopmentDocument58 pagesNASA Composite Materials DevelopmentWoodrow FoxNo ratings yet
- Fabrication and Testing Requirements Class: FTR 1 of 2 - 2016-01-12 MC H. Pelders S M. Ummelen ME R.J. Lammers/hpeDocument2 pagesFabrication and Testing Requirements Class: FTR 1 of 2 - 2016-01-12 MC H. Pelders S M. Ummelen ME R.J. Lammers/hpemokie305No ratings yet
- Usama Tamboli CV QDocument3 pagesUsama Tamboli CV QUsamah TNo ratings yet
- DNV ST E271 Offshore ContainersDocument107 pagesDNV ST E271 Offshore ContainersWantana RattaneeNo ratings yet
- Astm E1417 - E1417m - 13Document11 pagesAstm E1417 - E1417m - 13Teddy HariyantoNo ratings yet
- Radiography SpecificationDocument46 pagesRadiography SpecificationPaul BainesNo ratings yet
- GP 32-20Document366 pagesGP 32-20Diego100% (1)
- Bs en 729-4-1995-Quality Requirements For Welding PDFDocument10 pagesBs en 729-4-1995-Quality Requirements For Welding PDFscofiel1No ratings yet
- Catalogue PDF'S - CompressedDocument576 pagesCatalogue PDF'S - Compressedjunyang liNo ratings yet
- API Meeting 4 - 2007Document47 pagesAPI Meeting 4 - 2007Mahmoud GamalNo ratings yet
- Exotic Materials Product Bulletin - 1774Document2 pagesExotic Materials Product Bulletin - 1774Govindharj RNo ratings yet
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesAnonymous 5qPKvmuTWCNo ratings yet
- An Introduction To Failure Analysis For Metallurgical EngineersDocument21 pagesAn Introduction To Failure Analysis For Metallurgical Engineersrpadhra8803No ratings yet
- NG22 282 CST PSL 100011 - Revc0Document9 pagesNG22 282 CST PSL 100011 - Revc0Theophilus OrupaboNo ratings yet
- APPEA Guidlines For Lifting EquipmentDocument103 pagesAPPEA Guidlines For Lifting Equipmentt1tacalNo ratings yet
- Inspection and Test Plan For Pressure Vessel Repair, Modification, AlterationDocument5 pagesInspection and Test Plan For Pressure Vessel Repair, Modification, AlterationMuhammed Abo-Fandood50% (2)
- Engineer CV Material Specialists Mechanical Piping NDT Coating Inspection Oil Gas AlgeriaDocument3 pagesEngineer CV Material Specialists Mechanical Piping NDT Coating Inspection Oil Gas Algeriaait.koufiNo ratings yet
- PHD ThesisDocument200 pagesPHD ThesisdoolyiiNo ratings yet
- Weld Testing Methods GuideDocument4 pagesWeld Testing Methods GuidejoaoNo ratings yet
- Standard Procedure For Acoustic Emission TestDocument10 pagesStandard Procedure For Acoustic Emission TestprendoascroccoNo ratings yet
- Décret 21-261.englilsh VersionDocument14 pagesDécret 21-261.englilsh Versionqa/qcNo ratings yet
- Robotic Tank Inspection & Cleaning BrouchreDocument16 pagesRobotic Tank Inspection & Cleaning BrouchreJayson PintoNo ratings yet
- CP16 Adrian Viorel Jica UTDocument19 pagesCP16 Adrian Viorel Jica UTadrianvjicaNo ratings yet
- Annexure To SOW 3 STD Specification For Welding and NDT PipingDocument15 pagesAnnexure To SOW 3 STD Specification For Welding and NDT PipingASHISH GORDENo ratings yet
- NDT ISO IEC 17025 Application DocumentDocument41 pagesNDT ISO IEC 17025 Application DocumentVicky SinghNo ratings yet
- A Pi 653 Tank Inspection FormDocument5 pagesA Pi 653 Tank Inspection FormErenBaşaraNo ratings yet
- Practice Points For MasonryDocument8 pagesPractice Points For MasonryJatinder Bhatia100% (1)
- Aws D14.6.-2005Document186 pagesAws D14.6.-2005ardfall17No ratings yet
- Pim Agenda PalngDocument14 pagesPim Agenda Palngbaris121919No ratings yet