You might also like
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Bohler M398.Ru - enDocument16 pagesBohler M398.Ru - enAnonymous 5A0DsVMTNo ratings yet
- Bohler - Tool Steel For Hot StampingDocument12 pagesBohler - Tool Steel For Hot StampingJack 123No ratings yet
- Asm Alloy Digest SampleDocument2 pagesAsm Alloy Digest SampleSteve OoiNo ratings yet
- DS Duplex 2205Document2 pagesDS Duplex 2205Gigin BakrNo ratings yet
- Sheet Metalwork Aluminium 5251Document2 pagesSheet Metalwork Aluminium 5251Josko SpehNo ratings yet
- Baja BOHLER PDFDocument24 pagesBaja BOHLER PDFPenggembala CempeNo ratings yet
- BÖHLER Die Casting Tool Steels GuideDocument16 pagesBÖHLER Die Casting Tool Steels GuideLizbeth JimenezNo ratings yet
- Steel Rules PDFDocument20 pagesSteel Rules PDFyahsooyNo ratings yet
- Heat Treatment Solutions. Boronising.: Hightech by GersterDocument8 pagesHeat Treatment Solutions. Boronising.: Hightech by Gersterdalzochio10No ratings yet
- Thyssenkrupp 22mnb5 Product Information Precision Steel enDocument3 pagesThyssenkrupp 22mnb5 Product Information Precision Steel enpierocarnelociNo ratings yet
- COLD WORK TOOL STEEL FOR TOUGH JOBSDocument16 pagesCOLD WORK TOOL STEEL FOR TOUGH JOBSgraziano girottoNo ratings yet
- Vanadis-23 UddeholmDocument16 pagesVanadis-23 UddeholmKalipse FerreiraNo ratings yet
- Us Eutronic Arc Spray Wires Brochure SinglesDocument4 pagesUs Eutronic Arc Spray Wires Brochure SinglesRusli MubarokNo ratings yet
- MAPAL Anwendungsorientierte Werkzeugspannfutter EN V1.0.0Document28 pagesMAPAL Anwendungsorientierte Werkzeugspannfutter EN V1.0.0xmen norNo ratings yet
- Knock OUT: IntroducingDocument10 pagesKnock OUT: IntroducingMuhammad QusyairiNo ratings yet
- Capacitor Dischage Stud WeldingDocument8 pagesCapacitor Dischage Stud WeldingMarko PericNo ratings yet
- Chronifer M-4108Document3 pagesChronifer M-4108IltefatNo ratings yet
- Plastic Mould Steel GuideDocument20 pagesPlastic Mould Steel GuideFarid Impact TubesNo ratings yet
- Cold Work Tool Steel: K490 BöhlerDocument20 pagesCold Work Tool Steel: K490 BöhlertablicafiskalNo ratings yet
- Manufacturing Processes: ForgingDocument26 pagesManufacturing Processes: ForgingSunil KhachariyaNo ratings yet
- 2 67 1587621735 6ijmperdjun20206Document10 pages2 67 1587621735 6ijmperdjun20206TJPRC PublicationsNo ratings yet
- Bisalloy's PlatesDocument16 pagesBisalloy's PlatesMarcoNo ratings yet
- Plastic Mould SteelDocument20 pagesPlastic Mould SteeldocumentosvaltierraNo ratings yet
- Presented By: Chandra Bhan Prajapati 2008AMD2934Document14 pagesPresented By: Chandra Bhan Prajapati 2008AMD2934Harish TrNo ratings yet
- Mould MaterialsDocument22 pagesMould MaterialsArun PrasadNo ratings yet
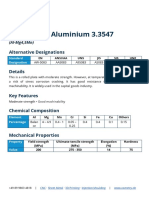
- Data Sheet: Aluminium 3.3547: Alternative DesignationsDocument2 pagesData Sheet: Aluminium 3.3547: Alternative DesignationsMemkNo ratings yet
- Böhler Aws E71T1-M/C: Rutile Flux Cored Wire For General Steel ConstructionDocument2 pagesBöhler Aws E71T1-M/C: Rutile Flux Cored Wire For General Steel ConstructionНиколайNo ratings yet
- Heat Treatment SolutionsDocument16 pagesHeat Treatment SolutionsAjeeth KumarNo ratings yet
- Shanghai Tower Construction MaterialsDocument25 pagesShanghai Tower Construction Materialskingashish67% (6)
- Wer Construction MaterialsDocument25 pagesWer Construction Materialsjkj';rgvNo ratings yet
- Circular Saw - Technical DescriptionDocument17 pagesCircular Saw - Technical DescriptionPuneeth KumarNo ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Wear Resistant Steel: Material Data Sheet, Edition April 2016Document6 pagesWear Resistant Steel: Material Data Sheet, Edition April 2016Zoltán PálfyNo ratings yet
- CRDocument8 pagesCRErfan EffendyNo ratings yet
- PSP 108 Alloy2507Document2 pagesPSP 108 Alloy2507Nitin KurupNo ratings yet
- MCE331 Dr. Basil DarrasDocument12 pagesMCE331 Dr. Basil DarrasZain AliNo ratings yet
- Voltera_Standard_Conductor2_Ink__1000388_Document1 pageVoltera_Standard_Conductor2_Ink__1000388_bmvtiuh2022No ratings yet
- 638 - New-EnDocument4 pages638 - New-EnKan Sang MokNo ratings yet
- Vehicle Body Engineering by M A Qadeer SiddiquiDocument143 pagesVehicle Body Engineering by M A Qadeer SiddiquiAbdul Qadeer Siddiqui100% (12)
- ,,knkjkjk1 s2.0 S0924013605004000 Main PDFDocument7 pages,,knkjkjk1 s2.0 S0924013605004000 Main PDFKarissa ElvinaNo ratings yet
- Rubber Mastic and Sealant Tapes PDFDocument18 pagesRubber Mastic and Sealant Tapes PDFNikhil MathewNo ratings yet
- Super Duplex Stainless Steel 32750 Data SheetDocument2 pagesSuper Duplex Stainless Steel 32750 Data SheetPrem EditsNo ratings yet
- Tech Uddeholm-Vancron ENDocument11 pagesTech Uddeholm-Vancron ENsobheysaidNo ratings yet
- Data Sheet 2067uk Hardox 500 Sheet 2016-03-02 50 371857150 enDocument3 pagesData Sheet 2067uk Hardox 500 Sheet 2016-03-02 50 371857150 enPtbbi TubanNo ratings yet
- PB Uddeholm Sverker 21 EnglishDocument12 pagesPB Uddeholm Sverker 21 EnglishulfwisenNo ratings yet
- Ti Vulkodurit 1691-75-231k enDocument3 pagesTi Vulkodurit 1691-75-231k enRichard ZunkNo ratings yet
- Diamondspark 46 MC: Seamless Metal-Cored WireDocument2 pagesDiamondspark 46 MC: Seamless Metal-Cored WireDavid RodriguesNo ratings yet
- RO3035 Laminate Data Sheet PDFDocument2 pagesRO3035 Laminate Data Sheet PDFrahul05singhaNo ratings yet
- Otel de Scule - GBDocument37 pagesOtel de Scule - GBColta VictorNo ratings yet
- Coperion Sts mc11Document20 pagesCoperion Sts mc11RakeshTibrewala100% (1)
- Extending Extrusion Die Life Using Hyperxtrude: Customer ProfileDocument4 pagesExtending Extrusion Die Life Using Hyperxtrude: Customer ProfileJuan MartinNo ratings yet
- GOS WP HardTurning F PDFDocument26 pagesGOS WP HardTurning F PDFNhan LeNo ratings yet
- FIBREGUTTER (Talang FRP)Document8 pagesFIBREGUTTER (Talang FRP)Intan PancariNo ratings yet
- Hot Dip Galvanized Steel Production GuideDocument3 pagesHot Dip Galvanized Steel Production Guidemalik hafeez0% (1)
- ISL G.I SheetDocument3 pagesISL G.I Sheetmalik hafeezNo ratings yet
- Wear Resistant Steel Sheet Material DataDocument6 pagesWear Resistant Steel Sheet Material DataJuan LeonNo ratings yet
- Product Data Sheet: Optimol OptipitDocument2 pagesProduct Data Sheet: Optimol OptipitFBNo ratings yet
- A Primer on Duplex Stainless SteelsDocument51 pagesA Primer on Duplex Stainless SteelsAnonymous GE8mQqxNo ratings yet
- Al-Cu-Si Heat-Treatable Sand Casting AlloyDocument3 pagesAl-Cu-Si Heat-Treatable Sand Casting Alloymanjunath k sNo ratings yet
- Forming, Working and Heat-Treating MetalDocument2 pagesForming, Working and Heat-Treating MetalSultan RomiNo ratings yet
- Diffusion Control and Metallurgical Behavior of Successive Buttering On SA508 Steel Using Ni-Fe Alloy and Inconel 182Document14 pagesDiffusion Control and Metallurgical Behavior of Successive Buttering On SA508 Steel Using Ni-Fe Alloy and Inconel 182MahsaNo ratings yet
- Al AlloyDocument40 pagesAl AlloyAli MohsinNo ratings yet
- Banilit Coating PDFDocument76 pagesBanilit Coating PDFFernando Tapia GibsonNo ratings yet
- 16NC6Document2 pages16NC6stabytronNo ratings yet
- Heat Treatment Landing GearsDocument5 pagesHeat Treatment Landing GearstoufiquetoufiqueNo ratings yet
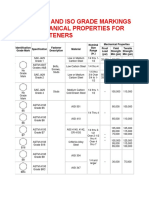
- Astm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersDocument6 pagesAstm, Sae and Iso Grade Markings and Mechanical Properties For Steel FastenersCarlos Nina OchoaNo ratings yet
- AISI 301 Stainless Steel vs. AISI 304 Stainless SteelDocument8 pagesAISI 301 Stainless Steel vs. AISI 304 Stainless SteelFSAAVEDRAFNo ratings yet
- Doosan Plastic Mold Steel: Creating Value For The WorldDocument16 pagesDoosan Plastic Mold Steel: Creating Value For The Worldanilbabu4100% (1)
- Standard Bitumen Penetration TestDocument3 pagesStandard Bitumen Penetration TestMohammad IhsanNo ratings yet
- Common Pipe Terminology and AcronymsDocument7 pagesCommon Pipe Terminology and AcronymsDGWNo ratings yet
- Spot Welding GuidelinesDocument5 pagesSpot Welding GuidelinesCaínCastilloNo ratings yet
- Kobelco TGS-2CML PDFDocument12 pagesKobelco TGS-2CML PDFphillipskincaidNo ratings yet
- Heat TreatmentDocument9 pagesHeat TreatmentsvsddsdsNo ratings yet
- p91 Why Pmi Is NecessaryDocument1 pagep91 Why Pmi Is Necessaryashok sarkarNo ratings yet
- AISI 4340 NitridingDocument8 pagesAISI 4340 NitridingVlad Craciun100% (1)
- Forging - Mechanical Test SA 105 SA 266 SA 350 SA 765Document3 pagesForging - Mechanical Test SA 105 SA 266 SA 350 SA 765manisami7036No ratings yet
- ASTM A234 2010 Rev - B - Wrought CS and Alloy Steel Fittings - Mod N HighTempServDocument8 pagesASTM A234 2010 Rev - B - Wrought CS and Alloy Steel Fittings - Mod N HighTempServnse mcxNo ratings yet
- Astm 860Document9 pagesAstm 860Pilar Medrano MenaNo ratings yet
- Hot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDocument11 pagesHot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature Servicesfinal_1No ratings yet
- 41 CR 4Document2 pages41 CR 4Jhon ChitNo ratings yet
- Computer Methods and Experimental Measurements For Surface Effects and Contact MechanicsDocument353 pagesComputer Methods and Experimental Measurements For Surface Effects and Contact MechanicsRuben CallisayaNo ratings yet
- BS en 10263-4Document22 pagesBS en 10263-4Balakrishnan RagothamanNo ratings yet
- Quenching & TemperingDocument4 pagesQuenching & Temperingkgkganesh8116No ratings yet
- Chemical Engineering Material Iron-Carbon-DiagramsDocument12 pagesChemical Engineering Material Iron-Carbon-Diagramsaditya_lomteNo ratings yet
- EN 13445-2 +A2 (2012) Unfired Pressure Vessels, Part 2 MaterialsDocument86 pagesEN 13445-2 +A2 (2012) Unfired Pressure Vessels, Part 2 Materials김창배No ratings yet
- En40b PDFDocument3 pagesEn40b PDFjeyakumarNo ratings yet
- A 131 - A131m - 94 Qtezms05naDocument5 pagesA 131 - A131m - 94 Qtezms05nafekihassanNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument9 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServicemithileshNo ratings yet