You might also like
- Strategic Cost AnalysisDocument24 pagesStrategic Cost AnalysisBusiness Expert Press100% (10)
- Building SpecificationsDocument222 pagesBuilding SpecificationsdinaquaNo ratings yet
- A Brief Tutorial On Studio MonitorsDocument18 pagesA Brief Tutorial On Studio MonitorsCurtis O'BrienNo ratings yet
- Algebra1 Review PuzzleDocument3 pagesAlgebra1 Review PuzzleNicholas Yates100% (1)
- Spying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)Document230 pagesSpying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)MohammadNo ratings yet
- SeminarDocument21 pagesSeminarsoukhya100% (1)
- Functional Polymer Coatings: Principles, Methods, and ApplicationsFrom EverandFunctional Polymer Coatings: Principles, Methods, and ApplicationsRating: 1 out of 5 stars1/5 (1)
- Types of FormworkDocument12 pagesTypes of FormworkAnonymous LiddTaTaZTNo ratings yet
- Concrete Masonry Handbook, WallingDocument30 pagesConcrete Masonry Handbook, WallingCharisma D. Sumalinog100% (2)
- Yanmar Graafmachines SV17 PDFDocument10 pagesYanmar Graafmachines SV17 PDFAleksandar PetkovicNo ratings yet
- Case Study of Failure of A RDocument4 pagesCase Study of Failure of A RPriya AggarwalNo ratings yet
- 2016-17 Autumn 8952 20792616Document13 pages2016-17 Autumn 8952 20792616Deb PradhanNo ratings yet
- Study On Light Transmittance of Concrete Using Optical Fibers and Glass RodsDocument6 pagesStudy On Light Transmittance of Concrete Using Optical Fibers and Glass RodsyazedNo ratings yet
- Transperent ConcreteDocument13 pagesTransperent Concreteprahalad 17R-154No ratings yet
- Transparent ConcreteDocument7 pagesTransparent Concretekrishna reddyNo ratings yet
- REPORTDocument13 pagesREPORTMerwyn mathiasNo ratings yet
- Light Emitting Translucent Concrete SynopsisDocument10 pagesLight Emitting Translucent Concrete Synopsissaurabh singhNo ratings yet
- Strengthening The Properties of Concrete Using Banana Fiber and Coconut FiberDocument5 pagesStrengthening The Properties of Concrete Using Banana Fiber and Coconut FiberEditor IJTSRDNo ratings yet
- Eng-To Evaluate-Neha R.nagdiveDocument8 pagesEng-To Evaluate-Neha R.nagdiveImpact JournalsNo ratings yet
- Transparent Concrete 7442 LoKcVAMDocument21 pagesTransparent Concrete 7442 LoKcVAMChetan HalladNo ratings yet
- D351Document6 pagesD351Mohamed Farag100% (1)
- Translucent ConcreteDocument17 pagesTranslucent Concretekush patelNo ratings yet
- National University of Science and TechnologyDocument6 pagesNational University of Science and TechnologyObrian TandiNo ratings yet
- Glass Fibers: Aref CevahirDocument24 pagesGlass Fibers: Aref CevahirSeçkin MartinNo ratings yet
- An Experimental Study On Lightemitting Concrete: Kavya S, Karthik D, Sivaraja MDocument5 pagesAn Experimental Study On Lightemitting Concrete: Kavya S, Karthik D, Sivaraja MBanNo ratings yet
- Self-Repair and Enhanced Damage Visibility in A Hollow Reinforced PlasticDocument10 pagesSelf-Repair and Enhanced Damage Visibility in A Hollow Reinforced PlasticDEEBA S 20PHD1159No ratings yet
- A Structural Study On Bubble Deck Slab and Its Properties: Mir Shahed Ali, Dr. S. Amaresh BabuDocument6 pagesA Structural Study On Bubble Deck Slab and Its Properties: Mir Shahed Ali, Dr. S. Amaresh BabuGrace HerdiyantiNo ratings yet
- Experimental Investigation On Flexural Strength of RC Beam Using Sisal Fiber and Comparing With Conventional ConcreteDocument7 pagesExperimental Investigation On Flexural Strength of RC Beam Using Sisal Fiber and Comparing With Conventional ConcretereenaNo ratings yet
- Effect of Lathe Waste Review 1Document22 pagesEffect of Lathe Waste Review 1dreamboy87No ratings yet
- Light Transmitting ConcreteDocument14 pagesLight Transmitting ConcreteAchmad Zultan MansurNo ratings yet
- Procedure in Monolithic StructureDocument3 pagesProcedure in Monolithic StructurejayNo ratings yet
- An Investigation of Steel Fiber Reinforced Concrete With Fly AshDocument5 pagesAn Investigation of Steel Fiber Reinforced Concrete With Fly AshmaheshNo ratings yet
- Comparative Study of Bubble Deck Slab With Conventional R.C.C SlabDocument7 pagesComparative Study of Bubble Deck Slab With Conventional R.C.C SlabIJRASETPublicationsNo ratings yet
- International Journal of Engineering Research and DevelopmentDocument4 pagesInternational Journal of Engineering Research and DevelopmentIJERDNo ratings yet
- Interlocking Paver BlocksDocument9 pagesInterlocking Paver BlocksfaresNo ratings yet
- Midterm RaporDocument15 pagesMidterm RaporSena ÇınarNo ratings yet
- Experiment No.:-10: 3ce7: Civil Engineering Material LabDocument5 pagesExperiment No.:-10: 3ce7: Civil Engineering Material Labsita ram JatNo ratings yet
- 3ce7: Civil Engineering Material Lab: Experiment No.:-12Document6 pages3ce7: Civil Engineering Material Lab: Experiment No.:-12sita ram JatNo ratings yet
- Seminar Report On Fiber Reinforced Concrete-1Document13 pagesSeminar Report On Fiber Reinforced Concrete-1Mo.kaifNo ratings yet
- Coconut Fiber in Concrete To Enhance Its Strength and Making Lightweight ConcreteDocument5 pagesCoconut Fiber in Concrete To Enhance Its Strength and Making Lightweight ConcreteIndrawan Soleh PutraNo ratings yet
- SPECIFICATIONDocument9 pagesSPECIFICATIONNikki Marie A. CabahugNo ratings yet
- Polishing of Fibre Optic ConnectorsDocument8 pagesPolishing of Fibre Optic ConnectorsfitomenaNo ratings yet
- Tek 02-01BDocument7 pagesTek 02-01BRaquelNo ratings yet
- Type of Structural Member Construction: Formwork (Shuttering) in Concrete Construction Is Used As A Mould ForDocument7 pagesType of Structural Member Construction: Formwork (Shuttering) in Concrete Construction Is Used As A Mould ForshondelB 5No ratings yet
- A Review On Transparent Concrete: J. Sree Naga Chaitanya, Dr. K. Chandramouli, K. Divya, P. Surendra KumarDocument4 pagesA Review On Transparent Concrete: J. Sree Naga Chaitanya, Dr. K. Chandramouli, K. Divya, P. Surendra KumarShaik yahiya rizwanNo ratings yet
- Project-Based Learning: Developing Ductile Concrete: Shane M. PalmquistDocument9 pagesProject-Based Learning: Developing Ductile Concrete: Shane M. PalmquistArsam HaqNo ratings yet
- Progress - Presentation (1) GitauDocument16 pagesProgress - Presentation (1) Gitaue2171100No ratings yet
- Question Paper Code: 21557: Expendable Mold Permanent MoldDocument20 pagesQuestion Paper Code: 21557: Expendable Mold Permanent MoldAnson AntonyNo ratings yet
- 30yrs of GFRC and Its ApplicationsDocument19 pages30yrs of GFRC and Its ApplicationsAnonymous hk1fhAkwy100% (1)
- Assessment of Structural Strength of Commercial Sandcrete Blocks in Kano StateDocument5 pagesAssessment of Structural Strength of Commercial Sandcrete Blocks in Kano StateAlexanderNo ratings yet
- 1143813192431SM PDFDocument5 pages1143813192431SM PDFVictor OmotoriogunNo ratings yet
- Experimental Studies On Effect of Alccofine in Workability and Mechanical Properties of Steel Fiber Reinforced ConcreteDocument6 pagesExperimental Studies On Effect of Alccofine in Workability and Mechanical Properties of Steel Fiber Reinforced ConcretevitusstructuresNo ratings yet
- Chapter Three 3.0 Methodology: 3.2.1 Aggregates of Requirement in EssentialDocument11 pagesChapter Three 3.0 Methodology: 3.2.1 Aggregates of Requirement in EssentialAsghar Hussain Shah S/o Zubair Shah MS Engg. Management (Swat Campus)No ratings yet
- Experimental Study On Light Transmitting ConcreteDocument9 pagesExperimental Study On Light Transmitting ConcretesaikirankasivojjulaNo ratings yet
- Bubble Deck Slab DesignDocument9 pagesBubble Deck Slab Designnihar100% (1)
- An Analysis of The e Ect of The Diameters of Glass Microspheres On The Mechanical Behavior of Glass-Microsphere/epoxy-Matrix CompositesDocument5 pagesAn Analysis of The e Ect of The Diameters of Glass Microspheres On The Mechanical Behavior of Glass-Microsphere/epoxy-Matrix CompositesKay WhiteNo ratings yet
- Smt. S Reddemma M.E., Associate Professor: Seminar Report ON Transparent ConcreteDocument18 pagesSmt. S Reddemma M.E., Associate Professor: Seminar Report ON Transparent ConcreteBharath Civil116No ratings yet
- Chapter 5Document25 pagesChapter 5LAURA MILENA VALLES CALDERONNo ratings yet
- BPD101 (SS2019) Set ADocument6 pagesBPD101 (SS2019) Set AMonash MongerNo ratings yet
- Wang POWAG Poster July 2004Document3 pagesWang POWAG Poster July 2004Manish TiwariNo ratings yet
- Strength Evaluation of Fly Ash Blend Fibre Reinforced Filler SlabDocument4 pagesStrength Evaluation of Fly Ash Blend Fibre Reinforced Filler SlabAzra ShahalNo ratings yet
- Translucent Concrete: Seminar ONDocument15 pagesTranslucent Concrete: Seminar ONgirishNo ratings yet
- Physical and Mechanical Properties of ConcreteDocument5 pagesPhysical and Mechanical Properties of ConcreteInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsFrom EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerNo ratings yet
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsFrom EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNo ratings yet
- Risk Exposure: Expatriate Failure Under-PerformanceDocument31 pagesRisk Exposure: Expatriate Failure Under-PerformancePriya AggarwalNo ratings yet
- A Typology of International Human Resource Management Strategies and ProcessesDocument23 pagesA Typology of International Human Resource Management Strategies and ProcessesPriya AggarwalNo ratings yet
- Lecture 2 IHRMDocument26 pagesLecture 2 IHRMPriya AggarwalNo ratings yet
- How Do Cultures Vary?: Basically Honest and Trustworthy With Suspicion and DistrustDocument41 pagesHow Do Cultures Vary?: Basically Honest and Trustworthy With Suspicion and DistrustPriya AggarwalNo ratings yet
- How Do Cultures Vary?: Basically Honest and Trustworthy With Suspicion and DistrustDocument41 pagesHow Do Cultures Vary?: Basically Honest and Trustworthy With Suspicion and DistrustPriya AggarwalNo ratings yet
- Cross-Cultural Challenges and Adjustments of Expatriates A Case Study in MalaysiaDocument28 pagesCross-Cultural Challenges and Adjustments of Expatriates A Case Study in MalaysiaAn Thơ NgâyNo ratings yet
- Positive and Negative Effect of GlobalizationDocument8 pagesPositive and Negative Effect of GlobalizationPriya AggarwalNo ratings yet
- Transportation Economics and Transport System ManagementDocument18 pagesTransportation Economics and Transport System ManagementPriya AggarwalNo ratings yet
- An Introduction To International Human Resource ManagementDocument28 pagesAn Introduction To International Human Resource ManagementPriya AggarwalNo ratings yet
- Module 2: System of Sanitation Lecture 2: System of SanitationDocument8 pagesModule 2: System of Sanitation Lecture 2: System of SanitationPavan KumarNo ratings yet
- 5th UnitDocument14 pages5th UnitPriya AggarwalNo ratings yet
- Experiment 1Document4 pagesExperiment 1Priya AggarwalNo ratings yet
- Nternational Uman Esource AnagementDocument19 pagesNternational Uman Esource AnagementPriya AggarwalNo ratings yet
- Impact of Westernization On Indian CultureDocument7 pagesImpact of Westernization On Indian CulturePriya AggarwalNo ratings yet
- EstimateDocument2 pagesEstimatePriya AggarwalNo ratings yet
- WesternizationDocument41 pagesWesternizationPriya AggarwalNo ratings yet
- Effect of Western Culture On Indian Culture: Rimmy Chuchra Navreet KaurDocument8 pagesEffect of Western Culture On Indian Culture: Rimmy Chuchra Navreet KaurPriya AggarwalNo ratings yet
- Review QuestionsDocument6 pagesReview QuestionsPriya AggarwalNo ratings yet
- BA Sociology Indian SocietyDocument89 pagesBA Sociology Indian Societyarvind mishraNo ratings yet
- Indian WesternizationDocument8 pagesIndian WesternizationPriya AggarwalNo ratings yet
- GSSS Bohni ReportDocument2 pagesGSSS Bohni ReportPriya AggarwalNo ratings yet
- Detailes of Measurement and Quantities Reservoir: Details of Septic TankDocument2 pagesDetailes of Measurement and Quantities Reservoir: Details of Septic TankPriya AggarwalNo ratings yet
- Westernization in IndiaDocument16 pagesWesternization in IndiaPriya Aggarwal100% (2)
- 6.2 BopDocument15 pages6.2 BopPriya AggarwalNo ratings yet
- GGHGHJGHGFH PDFDocument1 pageGGHGHJGHGFH PDFPriya AggarwalNo ratings yet
- Submitted By: Nirdesh K. Sharma ROLL NO: 14102 Submitted To: Dr. Sumit AroraDocument10 pagesSubmitted By: Nirdesh K. Sharma ROLL NO: 14102 Submitted To: Dr. Sumit AroraPriya AggarwalNo ratings yet
- Notes PDFDocument15 pagesNotes PDFPriya AggarwalNo ratings yet
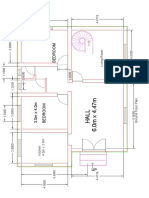
- Ground Floor PlanDocument1 pageGround Floor PlanPriya AggarwalNo ratings yet
- Mat LabDocument1 pageMat LabPriya AggarwalNo ratings yet
- G20 SolutionDocument11 pagesG20 SolutionAbidemi Benjamen AttehNo ratings yet
- 12 ĀnurũpyenaDocument7 pages12 ĀnurũpyenashuklahouseNo ratings yet
- Lubricants - McMaster-CarrDocument8 pagesLubricants - McMaster-CarrjeanyoperNo ratings yet
- صيانة المولدات و المحولات الكهربائيهDocument15 pagesصيانة المولدات و المحولات الكهربائيهMostafa AllamNo ratings yet
- Ad 9915Document47 pagesAd 9915Jime nitaNo ratings yet
- Vitalis 2000Document26 pagesVitalis 2000ARLNo ratings yet
- Ideal Vs Real OttoDocument5 pagesIdeal Vs Real Ottoa7med SoulimanNo ratings yet
- Module 3: Literature Review and CitationDocument3 pagesModule 3: Literature Review and CitationLysss EpssssNo ratings yet
- 1802SupplementaryNotes FullDocument235 pages1802SupplementaryNotes FullCourtney WilliamsNo ratings yet
- Interjections NotesDocument2 pagesInterjections NotesKanna ImuiNo ratings yet
- Overleaf Keyboard ShortcutsDocument2 pagesOverleaf Keyboard ShortcutsAlberto GiudiciNo ratings yet
- 02.certificate of Compliance FM UkDocument10 pages02.certificate of Compliance FM Ukmyatthura870No ratings yet
- Evolution of Media INDUSTRIAL ERADocument16 pagesEvolution of Media INDUSTRIAL ERAAlec Ruht MasulaNo ratings yet
- St. Louis College of Bulanao: Title/Topic Technical English I Introduction To Police Report WritingDocument41 pagesSt. Louis College of Bulanao: Title/Topic Technical English I Introduction To Police Report WritingNovelyn LumboyNo ratings yet
- Online Preboard Math PDFDocument4 pagesOnline Preboard Math PDFmarkos0% (1)
- 1.rle Rubrics For Case PresentationDocument2 pages1.rle Rubrics For Case PresentationKhristine EstosoNo ratings yet
- Iit JeeDocument8 pagesIit JeeRNo ratings yet
- THE REFUND - Frigyes Karinthy: AuthorDocument6 pagesTHE REFUND - Frigyes Karinthy: AuthorMilind JamnekarNo ratings yet
- Python - Data EngineeringDocument34 pagesPython - Data EngineeringChetan PatilNo ratings yet
- Can Snails Become Habituated To A StimulusDocument2 pagesCan Snails Become Habituated To A StimulusSachitra Wijethunga100% (1)
- Dimensions and Methodology of Business Studies Dec 2018Document2 pagesDimensions and Methodology of Business Studies Dec 2018Nallavenaaya Unni100% (1)
- IPE SakibBhaiMagicChothaDocument55 pagesIPE SakibBhaiMagicChothaTousif SadmanNo ratings yet
- The Research Problem: The Key Steps in Choosing A TopicDocument5 pagesThe Research Problem: The Key Steps in Choosing A TopicJoachim San JuanNo ratings yet
- Lithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileDocument29 pagesLithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileAbdiel MuñozNo ratings yet