You might also like
- Gas Turbine Performance Based On Inlet ADocument82 pagesGas Turbine Performance Based On Inlet Afateh1982No ratings yet
- 06 Gas Turbine Power PlantDocument31 pages06 Gas Turbine Power PlantRishav niroulaNo ratings yet
- Gas TurbinesDocument22 pagesGas Turbineswayzodeneeraj100% (1)
- Gas TurbineDocument53 pagesGas TurbinedipakbagNo ratings yet
- Gas Turbine Power PlantDocument7 pagesGas Turbine Power PlantYuvraj GogoiNo ratings yet
- Gas TurbinesDocument74 pagesGas TurbinesBhushan PatilNo ratings yet
- Gas Turbine Operation and ControlsDocument75 pagesGas Turbine Operation and Controlskajaiqu100% (3)
- Thermal Power StationsDocument83 pagesThermal Power StationschdiNo ratings yet
- Summer Training Report on Power Generation in a Thermal Power StationDocument60 pagesSummer Training Report on Power Generation in a Thermal Power StationTanya MishraNo ratings yet
- Shiv Pratap PatelDocument19 pagesShiv Pratap PatelShubham JeengarNo ratings yet
- Gas Turbine Power Plant: Fig.1-2: Components of A Basic Gas Turbine EngineDocument22 pagesGas Turbine Power Plant: Fig.1-2: Components of A Basic Gas Turbine Engineام البنين الرياني100% (1)
- Ch-6-W-12-Gas TurbinesDocument50 pagesCh-6-W-12-Gas TurbinesArkew Bogale100% (2)
- GT Frame 9 ManualDocument98 pagesGT Frame 9 ManualSANJAY100% (2)
- Chapter 8B - Gas Power Plant Brayton CycleDocument17 pagesChapter 8B - Gas Power Plant Brayton CycleBF3nobel100% (1)
- Gas Turbine MaintenanceDocument146 pagesGas Turbine MaintenanceMamoun1969100% (8)
- Unit 3 Gas Turbines AND JET PROPULSIONDocument99 pagesUnit 3 Gas Turbines AND JET PROPULSIONSANTHOSH NAGARAJANo ratings yet
- CcOLD STARTUPDocument15 pagesCcOLD STARTUPAnonymous ICKtnYvC100% (1)
- Analysis of Inlet Air Temperature Effect On Gas Turbine Compressor PerfornanceDocument9 pagesAnalysis of Inlet Air Temperature Effect On Gas Turbine Compressor PerfornanceRafraf Ezdine100% (1)
- Captive Power Plant OverviewDocument122 pagesCaptive Power Plant OverviewPrudhvi RajNo ratings yet
- GT22 Operation ManualDocument72 pagesGT22 Operation ManualSyed Asim Ur RahmanNo ratings yet
- Report on Gas Power Plant and Coal Plant ComparisonDocument70 pagesReport on Gas Power Plant and Coal Plant ComparisonHardeep PenugondaNo ratings yet
- Small Steam Power Plant Technology ExperimentDocument10 pagesSmall Steam Power Plant Technology ExperimentDrw ArcyNo ratings yet
- How CCPPs Work to Generate Power EfficientlyDocument11 pagesHow CCPPs Work to Generate Power EfficientlyPGPalomaNo ratings yet
- Thermodynamics Lecture 6Document32 pagesThermodynamics Lecture 6MarkJude Morla100% (1)
- Gas Turbine Cycles - LectureDocument18 pagesGas Turbine Cycles - LectureSrinu Reddy100% (1)
- Site Selection Criteria For Thermal Power PlantsDocument29 pagesSite Selection Criteria For Thermal Power PlantsTarvesh Kumar100% (1)
- Chapter 9 - Gas Power Cycles Brayton CycleDocument24 pagesChapter 9 - Gas Power Cycles Brayton Cyclecan canNo ratings yet
- Gas Turbine: Classification, Open and Closed Cycle, Gas Turbine FuelsDocument10 pagesGas Turbine: Classification, Open and Closed Cycle, Gas Turbine FuelsAsim TailorNo ratings yet
- Turbine Operation GuideDocument27 pagesTurbine Operation GuidebhaskarNo ratings yet
- V005t15a001 88 GT 150Document13 pagesV005t15a001 88 GT 150Antonio CilindroNo ratings yet
- Gas TurbinesDocument40 pagesGas TurbinesamarparimiNo ratings yet
- Ch2 - Gas TurbinesDocument37 pagesCh2 - Gas TurbinesShaktivell Letchumanan100% (1)
- Charge Air System by P.KDocument28 pagesCharge Air System by P.Kkr_abhijeet72356587100% (1)
- Gas Power CycleDocument49 pagesGas Power CycleNafisa AnikaNo ratings yet
- Gas Turbine 2Document22 pagesGas Turbine 2Atanda Babatunde MutiuNo ratings yet
- Module 2 Gas Turbines PDFDocument31 pagesModule 2 Gas Turbines PDFafaq ahmad khanNo ratings yet
- Chapter Five Gas Turbine Power PlantDocument23 pagesChapter Five Gas Turbine Power PlantBese Mat100% (1)
- Gas TurbineDocument25 pagesGas TurbineMohammed AlsirajNo ratings yet
- Chapter 7Document62 pagesChapter 7birlieNo ratings yet
- Gas Turbine Start UpDocument131 pagesGas Turbine Start UpBaharudin Bin Kamarul Baharin100% (3)
- Presentation On Steam Turbine Operation by S ChandDocument36 pagesPresentation On Steam Turbine Operation by S Chandsomyaranjan das100% (1)
- What Is An Open Cycle Gas TurbineDocument3 pagesWhat Is An Open Cycle Gas TurbineAmit B MakNo ratings yet
- Classification of Gas Turbine Power PlantDocument7 pagesClassification of Gas Turbine Power PlantPK100% (1)
- Combined Cycle Gas Turbine.Document9 pagesCombined Cycle Gas Turbine.Shailesh Sankdasariya100% (6)
- GT PPT 2022Document173 pagesGT PPT 2022chinmayspiNo ratings yet
- Gas Turbine 1Document25 pagesGas Turbine 1Muhammed SabeehNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Energy Systems: Gas Turbine System IDocument14 pagesEnergy Systems: Gas Turbine System IAbhiNo ratings yet
- GT Various Systems (G)Document62 pagesGT Various Systems (G)shtiwari2002100% (2)
- Gas Turbine CycleDocument21 pagesGas Turbine Cycleart estacioNo ratings yet
- University of Karbala Department of Mechanical Lecture Notes - Power Plants by Fadhel Al-MousawiDocument27 pagesUniversity of Karbala Department of Mechanical Lecture Notes - Power Plants by Fadhel Al-Mousawiحامد عبد الشهيد حميد مجيد100% (1)
- Gas Turbine - Part 1Document82 pagesGas Turbine - Part 1Manuel L Lombardero100% (2)
- Gas Power CyclesDocument9 pagesGas Power CyclesWaqar YusufNo ratings yet
- Stirling & Ericsson CyclesDocument9 pagesStirling & Ericsson CyclesAntônio GoulartNo ratings yet
- How Does A Gas Turbine Power Plant Work?: 1. CompressorDocument8 pagesHow Does A Gas Turbine Power Plant Work?: 1. CompressorSuresh Ram R100% (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Gas Turbine Q & ADocument39 pagesGas Turbine Q & ASaurabh Barange100% (1)
- IBR Safety Valve ClausesDocument7 pagesIBR Safety Valve ClausesSaurabh BarangeNo ratings yet
- General Information 500MW BoilerDocument4 pagesGeneral Information 500MW BoilerSaurabh BarangeNo ratings yet
- HVAC & Refrigeration SystemDocument22 pagesHVAC & Refrigeration SystemSivakumar NadarajaNo ratings yet
- Terminology and Definitions for Welding and Pressure VesselsDocument17 pagesTerminology and Definitions for Welding and Pressure VesselsSaurabh BarangeNo ratings yet
- Induced Draft Fan: Double Suction NDZV) With Sleeve BearingDocument6 pagesInduced Draft Fan: Double Suction NDZV) With Sleeve BearingSaurabh Barange0% (1)
- 2/3 Logic Generates Tripping Signals for Generator ProtectionDocument1 page2/3 Logic Generates Tripping Signals for Generator ProtectionSaurabh BarangeNo ratings yet
- Ash Handling Plant - by Ratan RoyDocument31 pagesAsh Handling Plant - by Ratan RoyPoonam CrossyNo ratings yet
- About Control ValvesDocument17 pagesAbout Control ValvesSaurabh BarangeNo ratings yet
- Safety Provision: OH&S Cardinal RulesDocument1 pageSafety Provision: OH&S Cardinal RulesSaurabh BarangeNo ratings yet
- General Description of Afbc BoilerDocument8 pagesGeneral Description of Afbc BoilerSaurabh Barange100% (1)
- Ball Tube Mill BBD 4772: An In-Depth LookDocument12 pagesBall Tube Mill BBD 4772: An In-Depth LookSaurabh Barange100% (1)
- Hydraulic TestDocument3 pagesHydraulic TestSaurabh BarangeNo ratings yet
- KWU Steam Turbine Module DesignDocument14 pagesKWU Steam Turbine Module Designbhaskar100% (1)
- 13) Reduce Boiler Tube Leakages in Your Power StationDocument4 pages13) Reduce Boiler Tube Leakages in Your Power StationSaurabh BarangeNo ratings yet
- 6 ConveyorsDocument2 pages6 ConveyorsSaurabh BarangeNo ratings yet
- AFBC-Control Loop Write UpsDocument12 pagesAFBC-Control Loop Write UpsSaurabh BarangeNo ratings yet
- Bearing DetailDocument1 pageBearing DetailSaurabh BarangeNo ratings yet
- Advantages of CFBC Boiler over Bubbling Bed BoilerDocument1 pageAdvantages of CFBC Boiler over Bubbling Bed BoilerSaurabh BarangeNo ratings yet
- Cola War Continues: Coke and Pepsi in 2010 (Case Study Solution)Document5 pagesCola War Continues: Coke and Pepsi in 2010 (Case Study Solution)Saurabh BarangeNo ratings yet
- Unit 25 Sound RecordingDocument21 pagesUnit 25 Sound Recordingapi-480389176No ratings yet
- IJSRED V2I5P1520190928 129446 F04isc Libre PDFDocument5 pagesIJSRED V2I5P1520190928 129446 F04isc Libre PDFHồ Mỹ DuyênNo ratings yet
- Nesta's Tools and Insights For GovernmentsDocument7 pagesNesta's Tools and Insights For GovernmentsKasem Al ShaghouriNo ratings yet
- BTECDocument11 pagesBTECRini SandeepNo ratings yet
- Devanshi Shipping Agency PVT LTD: Infinity International Infinity InternationalDocument5 pagesDevanshi Shipping Agency PVT LTD: Infinity International Infinity InternationalTARUN SUTHARNo ratings yet
- SG110CXPV Grid-Connected Inverter User ManualDocument101 pagesSG110CXPV Grid-Connected Inverter User ManualAizat AlongNo ratings yet
- Structure of A C++Document3 pagesStructure of A C++All TvwnzNo ratings yet
- Aire Acondicionado Split Mural X Frig TK 10992786 TechsheetsupDocument1 pageAire Acondicionado Split Mural X Frig TK 10992786 TechsheetsupJOSE ANGEL VILLALOBOS JIMENEZNo ratings yet
- Level 11 Pin Relays Catalog PageDocument12 pagesLevel 11 Pin Relays Catalog PageRicardo RosárioNo ratings yet
- Summer Internship Completion Certificate FormatDocument1 pageSummer Internship Completion Certificate FormatNavneet Gupta75% (12)
- Transformer Training (SNC Lavalin - District Cooling Project) - R01Document174 pagesTransformer Training (SNC Lavalin - District Cooling Project) - R01MohammedNo ratings yet
- Saved Copy Internship 1Document1 pageSaved Copy Internship 1Mu Jta BaNo ratings yet
- AIRPORTS AUTHORITY OF INDIA I CardDocument2 pagesAIRPORTS AUTHORITY OF INDIA I Cardkallul5551350100% (1)
- 1019-Article Text-6238-1-10-20230525Document6 pages1019-Article Text-6238-1-10-20230525Keyara PutriNo ratings yet
- Statistical Analysis of The Process of Repair of ADocument11 pagesStatistical Analysis of The Process of Repair of APapa-abdou DiengNo ratings yet
- STS New OBE SyllabusDocument14 pagesSTS New OBE Syllabusgalileo jr roma100% (4)
- QRF For Supply Chain Social Audits (Sedex)Document4 pagesQRF For Supply Chain Social Audits (Sedex)anand shankarNo ratings yet
- SAUDI ARAMCO OIL COMPANY PLANNER & CONTROL ENGINEER SUNNYDocument2 pagesSAUDI ARAMCO OIL COMPANY PLANNER & CONTROL ENGINEER SUNNYJojo DejucosNo ratings yet
- Dvr-100G-F1 Turbo HD DVR: Key FeatureDocument4 pagesDvr-100G-F1 Turbo HD DVR: Key FeatureEsmailNo ratings yet
- The National Artificial Intelligence Research and Development Strategic Plan: 2019 UpdateDocument50 pagesThe National Artificial Intelligence Research and Development Strategic Plan: 2019 UpdateDarth VaderNo ratings yet
- The Specifications of 151821-2010: Details PDFDocument1 pageThe Specifications of 151821-2010: Details PDFSaul UribeNo ratings yet
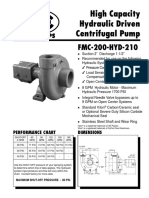
- FMC 200 Hyd 210Document2 pagesFMC 200 Hyd 210Ruben SaccoNo ratings yet
- Onewheel Future Motion Pint User Manual English Funshop ViennaDocument39 pagesOnewheel Future Motion Pint User Manual English Funshop Vienna1977pascoalNo ratings yet
- SET UP EQMOD SOFTWARE FOR ASTROPHOTOGRAPHYDocument5 pagesSET UP EQMOD SOFTWARE FOR ASTROPHOTOGRAPHYMechtatel HrenovNo ratings yet
- Vaadin 14 Scalability Report - December 2019Document26 pagesVaadin 14 Scalability Report - December 2019dskumargNo ratings yet
- HT Metal Frame AnchorDocument4 pagesHT Metal Frame AnchorChirag SharmaNo ratings yet
- ZXUN USPP Load BalancingDocument69 pagesZXUN USPP Load BalancingTawhid AlamNo ratings yet
- Vb2012me Preview PDFDocument39 pagesVb2012me Preview PDFsomaliyow17No ratings yet
- Caterpillar Performance Handbook 49 62020 Partie605Document4 pagesCaterpillar Performance Handbook 49 62020 Partie605ali alilouNo ratings yet