You might also like
- Analysis of The Socio-Economic Impacts of A Harmonised Classification of Carcinogen Category 2 For Titanium Dioxide (Tio)Document324 pagesAnalysis of The Socio-Economic Impacts of A Harmonised Classification of Carcinogen Category 2 For Titanium Dioxide (Tio)Dyala AshrafNo ratings yet
- Seismic Isolation Design RequirementsDocument51 pagesSeismic Isolation Design RequirementsArifsalimNo ratings yet
- Section 4Document53 pagesSection 4Prince EugoNo ratings yet
- Thesis CT FinalDocument163 pagesThesis CT Final201400738No ratings yet
- Kirubel Bogale Molding DesignDocument58 pagesKirubel Bogale Molding DesignVandoan HoangNo ratings yet
- RAJU (1) - Waste Plastci in ConcreteDocument10 pagesRAJU (1) - Waste Plastci in ConcreteSeshagiri KalyanasundaramNo ratings yet
- Oesterboe KristianDocument92 pagesOesterboe KristianAll_n_CifuentesNo ratings yet
- Springer - U.S. Dixit, D.K. Sarma, J. Paulo Davim Environmentally Friendly Machining 2012 PDFDocument97 pagesSpringer - U.S. Dixit, D.K. Sarma, J. Paulo Davim Environmentally Friendly Machining 2012 PDFthacalNo ratings yet
- Technical Specification EPC RFP EGPP v.1 19JUN2018 - CleanDocument80 pagesTechnical Specification EPC RFP EGPP v.1 19JUN2018 - Cleandgalindo1No ratings yet
- Arsenic Treatments and CostsDocument284 pagesArsenic Treatments and CostsG NavarNo ratings yet
- Iso 17892-12-2018 PDFDocument34 pagesIso 17892-12-2018 PDFAlina GheorgheNo ratings yet
- Fabrication, Properties, and Applications of Open Cell Aluminum FoamsDocument14 pagesFabrication, Properties, and Applications of Open Cell Aluminum FoamsJuan SarmientoNo ratings yet
- Pavement Marking HandbookDocument95 pagesPavement Marking HandbookArun KumarNo ratings yet
- Seismic Isolation Design RequirementsDocument51 pagesSeismic Isolation Design RequirementsArifsalimNo ratings yet
- Storage Tanks Inspection ReportDocument15 pagesStorage Tanks Inspection ReportAreo Tolulope A80% (5)
- Feedstock Recycling and Pyrolysis of Waste Plastics PDFDocument27 pagesFeedstock Recycling and Pyrolysis of Waste Plastics PDFAdelma PereiraNo ratings yet
- An Engineering Approach To Groundwater Protection: Reference ManualDocument70 pagesAn Engineering Approach To Groundwater Protection: Reference ManualThiru KumananNo ratings yet
- Safety Standard For Pressure Vessels For Human Occupancy: ASME PVHO-1 2012Document7 pagesSafety Standard For Pressure Vessels For Human Occupancy: ASME PVHO-1 2012lalitali0% (2)
- IPC-2221C-En TOC2023 Generic Standard On Printed Board DesignDocument12 pagesIPC-2221C-En TOC2023 Generic Standard On Printed Board DesigncdmingNo ratings yet
- Oligopsony in The Tire IndustryDocument239 pagesOligopsony in The Tire Industrybjp0978s6yrxNo ratings yet
- Versati Split Service ManualDocument117 pagesVersati Split Service Manualalexandruv.raduNo ratings yet
- Well - Stimulation Techniques - For Geothermal - Projects in Sedimentary BasinsDocument175 pagesWell - Stimulation Techniques - For Geothermal - Projects in Sedimentary BasinsAbdullahAliNo ratings yet
- Chassis Component Made of Composite MaterialDocument78 pagesChassis Component Made of Composite MaterialRonaldo PrataNo ratings yet
- Status of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229Document57 pagesStatus of Advanced Ultra-Supercritical Pulverised Coal Technology - ccc229sarangss100% (1)
- Group Presentation English Advancedy - Robert Keller (Smithers Rapra Technology, 2012)Document142 pagesGroup Presentation English Advancedy - Robert Keller (Smithers Rapra Technology, 2012)Juan Pablo Mamani ApazaNo ratings yet
- O0327b - 3 ULTRASONIC AND MAGNETIC TYPE WATER FLOW METERSDocument20 pagesO0327b - 3 ULTRASONIC AND MAGNETIC TYPE WATER FLOW METERSsaikat pumpsenseNo ratings yet
- Manual HidrigeneradoraDocument170 pagesManual HidrigeneradoraLividodj NirvanakcobainNo ratings yet
- Fatigue Behavior of Dented 1-42Document42 pagesFatigue Behavior of Dented 1-42rodholfhoNo ratings yet
- Technical Proposal-Sewage Treatment AO ProcessDocument90 pagesTechnical Proposal-Sewage Treatment AO ProcessKamal DeshapriyaNo ratings yet
- Texaco Gasification Process PDFDocument90 pagesTexaco Gasification Process PDFBun YaminNo ratings yet
- GP 36-20 - Materials Selection For Subsea EquipmentDocument58 pagesGP 36-20 - Materials Selection For Subsea EquipmentTeymur Regenmaister80% (5)
- Machining Processes and Machines Fundamentals AnalDocument33 pagesMachining Processes and Machines Fundamentals AnalVinoth . jayarajNo ratings yet
- Liang PDFDocument9 pagesLiang PDFShiva HarshNo ratings yet
- Life Cycle Assessment of A ConventionalDocument72 pagesLife Cycle Assessment of A ConventionalYasmeen SamaraNo ratings yet
- Final Year Project - Developing A Plastic Bottle Solar CollectorDocument78 pagesFinal Year Project - Developing A Plastic Bottle Solar CollectorLegendaryN0% (1)
- Accepted Manuscript: Chemical Engineering and ProcessingDocument94 pagesAccepted Manuscript: Chemical Engineering and ProcessingsamiraNo ratings yet
- Hec Project ReportDocument30 pagesHec Project ReportSudhanshu KumarNo ratings yet
- Suitability of Recycled HDPE For 3D Printing FilamentDocument53 pagesSuitability of Recycled HDPE For 3D Printing FilamentA V100% (1)
- PI Piezoelectric Ceramic Products CAT125EDocument44 pagesPI Piezoelectric Ceramic Products CAT125ESumitNo ratings yet
- Enhancing Thermal Conductivity of Hexagonal Boron Nitride Filled ThermoplasticsDocument63 pagesEnhancing Thermal Conductivity of Hexagonal Boron Nitride Filled Thermoplasticsmaedeh.216.froNo ratings yet
- Joan Proposal FinalDocument34 pagesJoan Proposal FinalhedechuNo ratings yet
- Institute Petroleum GuidelinesDocument72 pagesInstitute Petroleum GuidelinesTrang NgoNo ratings yet
- Vladimir Mardirosevici 20130917142738Document108 pagesVladimir Mardirosevici 20130917142738Jarek PlaszczycaNo ratings yet
- Part 2 - Non-Ferrous Alloys - Light MetalsDocument583 pagesPart 2 - Non-Ferrous Alloys - Light MetalsResha Octavian R100% (2)
- LED Assembly (Simulation) InfoDocument22 pagesLED Assembly (Simulation) Infofangs997No ratings yet
- Fire and Gas Avoidance (Arduino)Document44 pagesFire and Gas Avoidance (Arduino)Gemechu WareNo ratings yet
- Tesi Boa Dar Uma OlhadaDocument80 pagesTesi Boa Dar Uma OlhadaWILLIAN RICARDO DOS SANTOSNo ratings yet
- Ei 1596Document33 pagesEi 1596Muhammad Ibad Alam100% (2)
- SolidWorks Flow SimulationDocument52 pagesSolidWorks Flow SimulationMladen50% (2)
- Methane Decomposition To COx-free Hydrogen and Nano-Carbon Material OnDocument48 pagesMethane Decomposition To COx-free Hydrogen and Nano-Carbon Material Onvazzoleralex6884No ratings yet
- Adewole Et Al 2013Document20 pagesAdewole Et Al 2013Norafiqah IsmailNo ratings yet
- Quality Control: Tension Testing Experiment Report 2022 / 5 / 23Document48 pagesQuality Control: Tension Testing Experiment Report 2022 / 5 / 23Yoseph Daniswara ArtaraharjaNo ratings yet
- Cement in Vertical Shaft KilnsDocument189 pagesCement in Vertical Shaft KilnsRonald MartensNo ratings yet
- Recycling of PETDocument25 pagesRecycling of PETJoao Luis Guimaraes100% (1)
- Pollution Prevention: Methodology, Technologies and PracticesFrom EverandPollution Prevention: Methodology, Technologies and PracticesNo ratings yet
- Wish Upon A STAR: Presented By: Daulo, Eunice R. III - Block 3Document17 pagesWish Upon A STAR: Presented By: Daulo, Eunice R. III - Block 3nhyce18No ratings yet
- Exposure: The PhotoreactionDocument16 pagesExposure: The PhotoreactionGeetha ThiruvengadamNo ratings yet
- Evs ManualDocument24 pagesEvs ManualJoseph TuckerNo ratings yet
- PUP 200 Quizzes 6Document47 pagesPUP 200 Quizzes 6Nam TranNo ratings yet
- Pitch Analysis PaperDocument7 pagesPitch Analysis PaperMunib MunirNo ratings yet
- Viva 15jun2008Document347 pagesViva 15jun2008garth.whitakerNo ratings yet
- Anatomy & Physiology MCQsDocument26 pagesAnatomy & Physiology MCQsMuskan warisNo ratings yet
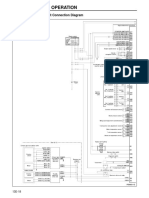
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNo ratings yet
- The Extension Delivery SystemDocument10 pagesThe Extension Delivery SystemApril Jay Abacial IINo ratings yet
- Ideal Vs Real OttoDocument5 pagesIdeal Vs Real Ottoa7med SoulimanNo ratings yet
- Basic Program Structure in C++: Study Guide For Module No. 2Document9 pagesBasic Program Structure in C++: Study Guide For Module No. 2Ji YoungNo ratings yet
- One Plan Student 1Document7 pagesOne Plan Student 1api-465826207No ratings yet
- 1506a E88tag3 PDFDocument5 pages1506a E88tag3 PDFmohammad javad golNo ratings yet
- Pearson Letter To ParentsDocument2 pagesPearson Letter To ParentsPatricia WillensNo ratings yet
- NeedScope On TechnologyDocument22 pagesNeedScope On TechnologyNguyen Ngo Dinh PhuongNo ratings yet
- Functional Materials For Sustainable Energy TechnologiesDocument15 pagesFunctional Materials For Sustainable Energy TechnologiesChristhy Vanessa Ruiz MadroñeroNo ratings yet
- Can Snails Become Habituated To A StimulusDocument2 pagesCan Snails Become Habituated To A StimulusSachitra Wijethunga100% (1)
- 1.rle Rubrics For Case PresentationDocument2 pages1.rle Rubrics For Case PresentationKhristine EstosoNo ratings yet
- Laser Diffraction Physics Project: Submitted By, Disha DineshDocument11 pagesLaser Diffraction Physics Project: Submitted By, Disha DineshNidaleeNo ratings yet
- Hilfswerk Wien-Salzburg - 11. Meio 2018Document9 pagesHilfswerk Wien-Salzburg - 11. Meio 2018FreieEnergieNo ratings yet
- 1991 - Defect Chemistry of BaTiO3Document20 pages1991 - Defect Chemistry of BaTiO3Beh NaatNo ratings yet
- Presentation DelcorteDocument15 pagesPresentation Delcortecarlos2685No ratings yet
- Safety Data SheetDocument7 pagesSafety Data SheetJivendra KumarNo ratings yet
- Entropy Equation For A Control VolumeDocument12 pagesEntropy Equation For A Control VolumenirattisaikulNo ratings yet
- Samsung Galaxy Watch 5 Pro User ManualDocument131 pagesSamsung Galaxy Watch 5 Pro User Manualzyron100% (1)
- Evolis User ManualDocument28 pagesEvolis User ManualIonmadalin1000No ratings yet
- Wearable BiosensorsDocument16 pagesWearable BiosensorsShreehari Haridasan100% (1)
- UntitledDocument37 pagesUntitledUnknown UserNo ratings yet
- NCR Supplier PPAP Training PresentationDocument166 pagesNCR Supplier PPAP Training PresentationRajeev ChadhaNo ratings yet
- Researchpaper Should Removable Media Be Encrypted - PDF - ReportDocument15 pagesResearchpaper Should Removable Media Be Encrypted - PDF - ReportSakshi Dhananjay KambleNo ratings yet