You might also like
- The Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresFrom EverandThe Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresRating: 5 out of 5 stars5/5 (1)
- Doe Memorandum Circular 2020-05-0001 - FaqDocument5 pagesDoe Memorandum Circular 2020-05-0001 - Faqsieged_rj3165No ratings yet
- Slaughter House by Eluru Municipality, ELR (1) - 221029 - 174130Document4 pagesSlaughter House by Eluru Municipality, ELR (1) - 221029 - 174130Rao GNo ratings yet
- CM 470Document4 pagesCM 470Chachou MohamedNo ratings yet
- Unitor Test KitDocument12 pagesUnitor Test KitMehmet ÇelikNo ratings yet
- Testing Procdure For OilDocument66 pagesTesting Procdure For Oilisaiah mathengeNo ratings yet
- Dynamech Quotation 100 KG - HR Potato Chips Plant Full AutoDocument12 pagesDynamech Quotation 100 KG - HR Potato Chips Plant Full AutoDhivyanthNo ratings yet
- Rheocare TTA BASF PDFDocument3 pagesRheocare TTA BASF PDFElisa SuntoyoNo ratings yet
- Class 10th - History - Nationalism in India - Map Work NotesDocument5 pagesClass 10th - History - Nationalism in India - Map Work NotesKanchan AgrawalNo ratings yet
- Bulldozer Inspection ChecklistsDocument4 pagesBulldozer Inspection ChecklistsAgung Tri SugihartoNo ratings yet
- Gate Design and ComponentsDocument7 pagesGate Design and Componentsankit singlaNo ratings yet
- 055A-Jash-JEC-PA 2020 C 009 G-CP823-3-Sewage PS at Doha North STW - Pkg3-Penstocks-R1Document314 pages055A-Jash-JEC-PA 2020 C 009 G-CP823-3-Sewage PS at Doha North STW - Pkg3-Penstocks-R1721917114 47No ratings yet
- Corn StarchDocument2 pagesCorn StarchDeepthi KurianNo ratings yet
- 0apageo Catalogue Uk 2022Document144 pages0apageo Catalogue Uk 2022Kouassi JaurèsNo ratings yet
- 408142HSSC Ii A 2022 2Document832 pages408142HSSC Ii A 2022 2Usama noorNo ratings yet
- Sludge Oil Liquefying System (Sols) Using Paralax®Document72 pagesSludge Oil Liquefying System (Sols) Using Paralax®Agung RakhmadiNo ratings yet
- Product Bulletin - PC-11Document3 pagesProduct Bulletin - PC-11Aymen HentatiNo ratings yet
- RAIZEN Paper Etanol Versao Completa Ingles v3 060821 2Document66 pagesRAIZEN Paper Etanol Versao Completa Ingles v3 060821 2mariaclaralpfNo ratings yet
- Maintain Optimal Performance of BORS 107 Oil Water Separation SystemDocument22 pagesMaintain Optimal Performance of BORS 107 Oil Water Separation SystemIgnacio SantanaNo ratings yet
- Woosung LOVD 36Document52 pagesWoosung LOVD 36sayeem bikashNo ratings yet
- ZenTreat D 201 (TDS)Document1 pageZenTreat D 201 (TDS)Abhay BhoirNo ratings yet
- Mission C PumpDocument15 pagesMission C PumpNarendra GaikwadNo ratings yet
- Spector Lumenex Datasheet PM/0021: AmplifiersDocument3 pagesSpector Lumenex Datasheet PM/0021: AmplifiersLi RongNo ratings yet
- Oakite 61B TDSDocument3 pagesOakite 61B TDSsrinivas162No ratings yet
- Proportional Pressure Reducing Valve, Pilot-Operated: RE 29282, Edition: 2019-02, Bosch Rexroth AGDocument16 pagesProportional Pressure Reducing Valve, Pilot-Operated: RE 29282, Edition: 2019-02, Bosch Rexroth AGRonald Rayme VenturaNo ratings yet
- Motor Denison M6 FijoDocument25 pagesMotor Denison M6 FijoEdwin Quispe CarlosNo ratings yet
- Redwood Pharma Poison Price List 26.08.2023Document18 pagesRedwood Pharma Poison Price List 26.08.2023suhaime tshNo ratings yet
- 830katalog enDocument28 pages830katalog enarekzerebeckiNo ratings yet
- Cleaning micron and membrane filtersDocument1 pageCleaning micron and membrane filtersAjay MohantyNo ratings yet
- Schematic XP375WCU PDFDocument9 pagesSchematic XP375WCU PDFFelipe Infante LeónNo ratings yet
- Club Mahindra Virajpet Resort FactSheetDocument2 pagesClub Mahindra Virajpet Resort FactSheetvenugopallNo ratings yet
- Bentone 128 OilDocument3 pagesBentone 128 OilJorge Vásquez CarreñoNo ratings yet
- Consistently Consistent GreaseDocument4 pagesConsistently Consistent GreaseBrian Careel100% (1)
- 2074 1 2015 AMD2 Reff2020Document16 pages2074 1 2015 AMD2 Reff2020ocsspectroNo ratings yet
- Parts and More Catalogue 2017 - WG - Brochure - PaM2017 - 1016 - ENDocument45 pagesParts and More Catalogue 2017 - WG - Brochure - PaM2017 - 1016 - ENKhiem DinhNo ratings yet
- SEM660D Wheel LoaderDocument2 pagesSEM660D Wheel LoaderAhmad SmadiNo ratings yet
- Pirtek Section G Hydraulic AccessoriesDocument119 pagesPirtek Section G Hydraulic AccessoriespIRTEKNo ratings yet
- 5 Wet AreasDocument9 pages5 Wet AreasAbhishek NarasimhanNo ratings yet
- Berkas Baru Untuk DQ, IQ, OQDocument16 pagesBerkas Baru Untuk DQ, IQ, OQM MiftakhNo ratings yet
- WFT 5.5 - 15Document194 pagesWFT 5.5 - 15wuillian barretoNo ratings yet
- R911379309 04 PDFDocument140 pagesR911379309 04 PDFcano720No ratings yet
- Meanwell Product PDFDocument100 pagesMeanwell Product PDFc_u_r_s_e_dNo ratings yet
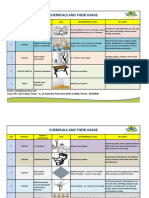
- CHEMICALS AND THEIR USAGEDocument4 pagesCHEMICALS AND THEIR USAGENarein KumarNo ratings yet
- Specifications: 14M and 16M Motor Graders Power TrainDocument40 pagesSpecifications: 14M and 16M Motor Graders Power Trainwilly1234512No ratings yet
- Revised SOP List and Status For ISBL & OSBL UnitsDocument79 pagesRevised SOP List and Status For ISBL & OSBL UnitsJayan EgrankandiNo ratings yet
- Hydraulic Excavator 328D LCRDocument24 pagesHydraulic Excavator 328D LCRCristian Javier SierraNo ratings yet
- Charge PerformanceDocument4 pagesCharge PerformanceJoy GuhaNo ratings yet
- Warren Pumps FSXA 2300 Series Heavy-Duty Screw PumpDocument4 pagesWarren Pumps FSXA 2300 Series Heavy-Duty Screw Pumpjlrllfn81No ratings yet
- 190-00848-00 July 2014 Rev. FDocument17 pages190-00848-00 July 2014 Rev. Fjosue jetavionicsNo ratings yet
- Corrosion-Scale InhibitorDocument12 pagesCorrosion-Scale InhibitorReza MulasyiNo ratings yet
- SHI-AM Price List 1st May 2023 - FDocument6 pagesSHI-AM Price List 1st May 2023 - FKool Leisure100% (1)
- PRM Owners HandbookDocument22 pagesPRM Owners HandbookOS-CARS LTDA100% (1)
- Quality Assurance Plan: Sheet MetalDocument2 pagesQuality Assurance Plan: Sheet Metalsabir hussain0% (1)
- Agreed DraftDocument2 pagesAgreed DraftTUSHARNo ratings yet
- 900 13 082 US Liquid Hydrogen Safetygram 9Document8 pages900 13 082 US Liquid Hydrogen Safetygram 9visutsiNo ratings yet
- Club Mahindra Goa Varca Beach FactSheetDocument2 pagesClub Mahindra Goa Varca Beach FactSheetshrinidhik@gmailcomNo ratings yet
- and 330425 Accelerometer User Guide - 127088Document22 pagesand 330425 Accelerometer User Guide - 127088Hady Abdel HadyNo ratings yet
- HVV-HPHVV: Instruction ManualDocument52 pagesHVV-HPHVV: Instruction Manualgeorgios giatroudakisNo ratings yet
- Gardobond® G 4098/10: ScopeDocument5 pagesGardobond® G 4098/10: ScopeAhmed OusamaNo ratings yet
- Whitepaper How Can ISO 9001 Help Your Business Grow enDocument13 pagesWhitepaper How Can ISO 9001 Help Your Business Grow enjaymuscatNo ratings yet
- Cursive Offline Work Rules EnglishDocument2 pagesCursive Offline Work Rules EnglishjaymuscatNo ratings yet
- Normal Typeing Page in Notepad DemoDocument2 pagesNormal Typeing Page in Notepad DemojaymuscatNo ratings yet
- Offline Work Rules English - 50 and AboveDocument2 pagesOffline Work Rules English - 50 and AbovejaymuscatNo ratings yet
- API Advisory 10 Invoicing and Payment Terms English Translation 20191220Document2 pagesAPI Advisory 10 Invoicing and Payment Terms English Translation 20191220jaymuscatNo ratings yet
- 20E 1st Edition Purch Guidelines R0 20130225 PDFDocument7 pages20E 1st Edition Purch Guidelines R0 20130225 PDFmohitcool019No ratings yet
- API 6A Spec Errata 2 SummaryDocument4 pagesAPI 6A Spec Errata 2 SummaryjaymuscatNo ratings yet
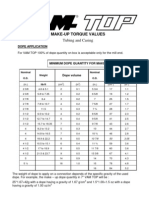
- VAM TOP Torque TableDocument25 pagesVAM TOP Torque TableRafael Silva75% (4)
- Carshuw Image File Type in NotepadDocument2 pagesCarshuw Image File Type in NotepadjaymuscatNo ratings yet
- DS-1 Volume 3 Addendum 1 - 16-AUG-2021Document5 pagesDS-1 Volume 3 Addendum 1 - 16-AUG-2021jaymuscat100% (3)
- APV Test Procedure API 6DDocument7 pagesAPV Test Procedure API 6Ddevadoss kishoreNo ratings yet
- 20F E2 Errata 1Document2 pages20F E2 Errata 1jaymuscatNo ratings yet
- PMET-885-Nickel-5-Aluminum - 75BDocument1 pagePMET-885-Nickel-5-Aluminum - 75BjaymuscatNo ratings yet
- Subject:: Seal-Lock Apex AncillaryDocument9 pagesSubject:: Seal-Lock Apex AncillaryjaymuscatNo ratings yet
- API Spec 7-1 Errata 1 Updates Standard ReferencesDocument5 pagesAPI Spec 7-1 Errata 1 Updates Standard ReferencesLatif QaiserNo ratings yet
- From A Quality Management System (QMS) To A Lean Quality Management System (LQMS)Document24 pagesFrom A Quality Management System (QMS) To A Lean Quality Management System (LQMS)jaymuscatNo ratings yet
- Loctite 496-En PDFDocument3 pagesLoctite 496-En PDFjaymuscatNo ratings yet
- Down FileDocument8 pagesDown FileTomNo ratings yet
- Wilhelmsen Ships Service - Unitor Welding Handbook PDFDocument561 pagesWilhelmsen Ships Service - Unitor Welding Handbook PDFNaseer HydenNo ratings yet
- Nickel-Free Manganese Phosphate Processes: Product InfoDocument2 pagesNickel-Free Manganese Phosphate Processes: Product InfojaymuscatNo ratings yet
- PMET 720-420 StainlessDocument1 pagePMET 720-420 Stainless.xNo ratings yet
- Safety Data Sheet: Section 1. Identification Penguard Enamel Comp ADocument11 pagesSafety Data Sheet: Section 1. Identification Penguard Enamel Comp AjaymuscatNo ratings yet
- Safety Data Sheet: 1. IdentificationDocument9 pagesSafety Data Sheet: 1. IdentificationjaymuscatNo ratings yet
- State Wise Quarantine Regulations: Dhs - Idspdatam@hry - Nic.inDocument10 pagesState Wise Quarantine Regulations: Dhs - Idspdatam@hry - Nic.inAmit PaulNo ratings yet
- Poka Yoke BDocument31 pagesPoka Yoke BjaymuscatNo ratings yet
- Running Manual - Handling - and - Storage - Guidelines PDFDocument4 pagesRunning Manual - Handling - and - Storage - Guidelines PDFmark_vyzNo ratings yet
- Marine-MP TDS EnglishDocument1 pageMarine-MP TDS EnglishjaymuscatNo ratings yet
- G2593R9Document21 pagesG2593R9TanaNo ratings yet
- 20E 1st Edition Purch Guidelines R0 20130225 PDFDocument7 pages20E 1st Edition Purch Guidelines R0 20130225 PDFmohitcool019No ratings yet
- Technical Specification COOLING TOWERDocument5 pagesTechnical Specification COOLING TOWERfwzn_eeNo ratings yet
- Bai Tap Ren Luyen Ky Nang in The Textbook - All Tasks - U6Document8 pagesBai Tap Ren Luyen Ky Nang in The Textbook - All Tasks - U6pham052No ratings yet
- Luxury Island Living RedefinedDocument65 pagesLuxury Island Living Redefinedkendrick fernandesNo ratings yet
- m60 Grade of Concrete Design Mix Procedure With Opc 53 Grade Cement and AlccofineDocument5 pagesm60 Grade of Concrete Design Mix Procedure With Opc 53 Grade Cement and AlccofineNitinLambaNo ratings yet
- Boiler Tube Leakage Analysis of MPLDocument35 pagesBoiler Tube Leakage Analysis of MPLAdityaJain100% (1)
- High-Performance Membrane Element CPA5 MAXDocument1 pageHigh-Performance Membrane Element CPA5 MAXlordsethdarknessNo ratings yet
- Anurag Srivastav Updated NewDocument3 pagesAnurag Srivastav Updated Newnaina ka madhavNo ratings yet
- Interzone 954Document0 pagesInterzone 954hennawijayaNo ratings yet
- A Presentation On Effect On Greenhouse GasDocument20 pagesA Presentation On Effect On Greenhouse GasXavier Nitish TirkeyNo ratings yet
- Mass Concreting A Case Study From Chameliya Hydropower Project Surya Prasad Paudel Deputy Manager, NEADocument6 pagesMass Concreting A Case Study From Chameliya Hydropower Project Surya Prasad Paudel Deputy Manager, NEASurya PaudelNo ratings yet
- Insect Pest ManagementDocument30 pagesInsect Pest ManagementEzra EzraNo ratings yet
- Swachh Bharat Abhiyan: India's National Cleanliness CampaignDocument4 pagesSwachh Bharat Abhiyan: India's National Cleanliness Campaignmanjula gururagavendhiran0% (1)
- West Seneca. Canisius High School - Seqr v2Document3 pagesWest Seneca. Canisius High School - Seqr v2Daniel T. WarrenNo ratings yet
- Air Handling Unit: Temperature ControlDocument4 pagesAir Handling Unit: Temperature ControlNaveen Kumar VashistNo ratings yet
- E1528 14 Esa TSDocument27 pagesE1528 14 Esa TSGabriel MontaniNo ratings yet
- SopDocument8 pagesSopAmzad DPNo ratings yet
- Cat Multipurpose TractorOil (MTO) - MSDSDocument11 pagesCat Multipurpose TractorOil (MTO) - MSDSanibal_rios_rivasNo ratings yet
- Construction Site Wash Bays GuideDocument0 pagesConstruction Site Wash Bays GuideWan MahiramNo ratings yet
- Piru Seminar ReportDocument52 pagesPiru Seminar Reportsujit_sekharNo ratings yet
- 15 PDFDocument8 pages15 PDFHoàngViệtAnhNo ratings yet
- Indicators of Sustainable Development For Tourism DestinationsDocument516 pagesIndicators of Sustainable Development For Tourism DestinationsMelania MateşNo ratings yet
- WSS Annex 1a - BOQ - Rehabilitation of Robat Sangi Olya Water Supply NetworkDocument3 pagesWSS Annex 1a - BOQ - Rehabilitation of Robat Sangi Olya Water Supply Networkkohandazh.co.cNo ratings yet
- Theoretical Framework of The Urban River Restoration PlanningDocument7 pagesTheoretical Framework of The Urban River Restoration Planning.No ratings yet
- Terrestrial Biomes DevendraDocument27 pagesTerrestrial Biomes DevendradeviiserNo ratings yet
- Gardobond® G 4098/10: ScopeDocument5 pagesGardobond® G 4098/10: ScopeAhmed OusamaNo ratings yet
- Petroleum Installation T4S-Original Reg-11.11.2020Document89 pagesPetroleum Installation T4S-Original Reg-11.11.2020ABDELKADER BENABDALLAHNo ratings yet
- ISO9001:2000 Certified Zinc Sulfate MSDSDocument6 pagesISO9001:2000 Certified Zinc Sulfate MSDSMerry PaembonanNo ratings yet
- Letter To EditorDocument5 pagesLetter To Editorsanskriti1aroraNo ratings yet
- Complete ManualDocument129 pagesComplete ManualprocesspipingdesignNo ratings yet