You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AP Psych Anatomy The Brain - Coloring Worksheet - Visual MapDocument2 pagesAP Psych Anatomy The Brain - Coloring Worksheet - Visual MapTiffany GallinaNo ratings yet
- BA JapanesePG PDFDocument7 pagesBA JapanesePG PDFIan IskandarNo ratings yet
- Rochet: Short Course For Papua New Guinea Non-Formal SectorDocument22 pagesRochet: Short Course For Papua New Guinea Non-Formal SectorKim So-HyunNo ratings yet
- Vdocument - in LRT Design GuidelinesDocument490 pagesVdocument - in LRT Design GuidelinesAlly KhooNo ratings yet
- Fabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsDocument84 pagesFabrication of 2 X 1000 MT Capacity Mounded LPG Storage VesselsMilan DjumicNo ratings yet
- Ryan Ronquillo ComplaintDocument39 pagesRyan Ronquillo ComplaintMichael_Lee_RobertsNo ratings yet
- Vendetta by Catherine Doyle EXCERPTDocument33 pagesVendetta by Catherine Doyle EXCERPTI Read YA50% (2)
- CM200DY-24H: Mitsubishi Igbt ModulesDocument5 pagesCM200DY-24H: Mitsubishi Igbt ModulesIlian AvramovNo ratings yet
- Flyer GDM Metric GBDocument6 pagesFlyer GDM Metric GBIlian AvramovNo ratings yet
- Atv28 PDFDocument40 pagesAtv28 PDFIlian AvramovNo ratings yet
- Appendix A - DVD Specifications: A.1 E-Beam Gun Design DrawingsDocument10 pagesAppendix A - DVD Specifications: A.1 E-Beam Gun Design DrawingsIlian AvramovNo ratings yet
- Opera: Ting InstructionsDocument38 pagesOpera: Ting InstructionsIlian AvramovNo ratings yet
- Ruvac Ws / Wsu 2001: Product-InformationDocument5 pagesRuvac Ws / Wsu 2001: Product-InformationIlian AvramovNo ratings yet
- Modular: Workshop, Construction Site, and Long Folding MachineDocument4 pagesModular: Workshop, Construction Site, and Long Folding MachineIlian AvramovNo ratings yet
- Schroder Broschuere - ASK-ASK-II - ENDocument4 pagesSchroder Broschuere - ASK-ASK-II - ENIlian AvramovNo ratings yet
- Schroder Brochure - PowerBend - Universal - ENDocument12 pagesSchroder Brochure - PowerBend - Universal - ENIlian AvramovNo ratings yet
- Schroder Brochure - PowerBend - Professional - ENDocument12 pagesSchroder Brochure - PowerBend - Professional - ENIlian AvramovNo ratings yet
- Bystronic Xact Smart - Datasheet - Eng - OriginalDocument2 pagesBystronic Xact Smart - Datasheet - Eng - OriginalIlian Avramov100% (1)
- Phoenix Software Release Notes HYP107519Document76 pagesPhoenix Software Release Notes HYP107519Ilian AvramovNo ratings yet
- Industrial Communication Solutions For Windows: XCYBELEC Driver ManualDocument6 pagesIndustrial Communication Solutions For Windows: XCYBELEC Driver ManualIlian AvramovNo ratings yet
- Installation: Hpr400Xd Auto GasDocument1 pageInstallation: Hpr400Xd Auto GasIlian AvramovNo ratings yet
- CentricutDocument2 pagesCentricutIlian AvramovNo ratings yet
- SB 870800 R6 HPR260XDDocument2 pagesSB 870800 R6 HPR260XDIlian AvramovNo ratings yet
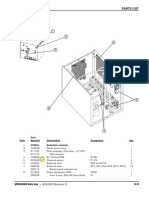
- Selection Console: Parts ListDocument2 pagesSelection Console: Parts ListIlian AvramovNo ratings yet
- Reducing Dental Anxiety in ChildrenDocument4 pagesReducing Dental Anxiety in Childrenapi-613602134No ratings yet
- Linear RegressionDocument541 pagesLinear Regressionaarthi devNo ratings yet
- Adani Enterprises Limited: Financial Statement AnalysisDocument44 pagesAdani Enterprises Limited: Financial Statement AnalysisAyush FuseNo ratings yet
- Identifying, Understanding, and Analyzing: by Steven M. Rinaldi, James P. Peerenboom, and Terrence K. KellyDocument15 pagesIdentifying, Understanding, and Analyzing: by Steven M. Rinaldi, James P. Peerenboom, and Terrence K. KellySFC JGDNo ratings yet
- Method Statement KOM HG - 01Document15 pagesMethod Statement KOM HG - 01Hussain GodhrawalaNo ratings yet
- Gec-Tcw Prelims GlobalizationDocument4 pagesGec-Tcw Prelims GlobalizationClarynce MojadoNo ratings yet
- Kratos Pitch Deck PresentationDocument14 pagesKratos Pitch Deck PresentationCS-B Dhanya Lakshmi GNo ratings yet
- Dr. BM RAO - Nitrosamine Impurities and NDSRIs UpdatesDocument5 pagesDr. BM RAO - Nitrosamine Impurities and NDSRIs UpdatesVinay PatelNo ratings yet
- Catalogo ComarDocument68 pagesCatalogo ComaralbertoNo ratings yet
- Special Project ReportDocument9 pagesSpecial Project ReportSangam PatariNo ratings yet
- Types of ProductionDocument2 pagesTypes of ProductionromwamaNo ratings yet
- An Analysis of Poverty in The Philippines 1Document27 pagesAn Analysis of Poverty in The Philippines 1MikaNo ratings yet
- Flexi Multiradio 10 Base Station Transmission DescriptionDocument27 pagesFlexi Multiradio 10 Base Station Transmission DescriptionMohamedNasser Gad El MawlaNo ratings yet
- Simple Clean Minimalist Ancient Egypt History Class Presentation A4 Lands - 20231116 - 143549 - 0000Document9 pagesSimple Clean Minimalist Ancient Egypt History Class Presentation A4 Lands - 20231116 - 143549 - 0000carlajanebaribaraleriaNo ratings yet
- SLB Lean Level 2 Module 19 TestDocument3 pagesSLB Lean Level 2 Module 19 TestEdiith CarvajalNo ratings yet
- I. Annex 1: Specific Requirements For SurveysDocument3 pagesI. Annex 1: Specific Requirements For SurveysSubhadip BairiNo ratings yet
- Caced Set2Document19 pagesCaced Set2Anonymous SEDun6PWNo ratings yet
- Principle of Concrete Mix DesignDocument3 pagesPrinciple of Concrete Mix DesignJose Marie BorbeNo ratings yet
- Electronic Dazer 1989 SchokapparaatDocument2 pagesElectronic Dazer 1989 SchokapparaatPeeters GuyNo ratings yet
- Golf Ball Paper Final DraftDocument18 pagesGolf Ball Paper Final DraftSiva RajNo ratings yet
- T-506 Cable Fault Pinpointer: FeaturesDocument2 pagesT-506 Cable Fault Pinpointer: FeaturesmohamedmosallamNo ratings yet
- Wireless TechnologyDocument47 pagesWireless TechnologyMohammad MohsinNo ratings yet
- Abstract CV: Maharani Retna Duhita, M.SC.,PHD - Med.ScDocument39 pagesAbstract CV: Maharani Retna Duhita, M.SC.,PHD - Med.ScnanaNo ratings yet