You might also like
- Floor Deck Profile TS 47/180: Product Data SheetDocument3 pagesFloor Deck Profile TS 47/180: Product Data SheetMohamed KareemNo ratings yet
- Easy Scrub Cap Pattern PayhipDocument8 pagesEasy Scrub Cap Pattern PayhipFang Fang100% (1)
- TRENDS AND CRITICAL THINKINGExamDocument4 pagesTRENDS AND CRITICAL THINKINGExamRyan TamelinNo ratings yet
- Rock Bolt Capacity CalculationDocument2 pagesRock Bolt Capacity CalculationROHIT PADHARIA100% (1)
- CSC662 - Computer Security Short NoteDocument10 pagesCSC662 - Computer Security Short NoteMohamad YusriNo ratings yet
- Keras - TF2 - BookDocument364 pagesKeras - TF2 - BookDuy LinhNo ratings yet
- 029 41S Be 0610Document3 pages029 41S Be 0610Jose Parane Jr.No ratings yet
- Materials TestDocument20 pagesMaterials TestDanish MohdNo ratings yet
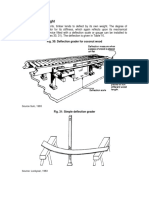
- 5.2 Grading by Weight: Fig. 30: Deflection Grader For Coconut WoodDocument8 pages5.2 Grading by Weight: Fig. 30: Deflection Grader For Coconut WoodalfredomotaNo ratings yet
- TS 60-300 Floor Deck Profile Data Sheet - 2013Document5 pagesTS 60-300 Floor Deck Profile Data Sheet - 2013maheshbandhamNo ratings yet
- Figure 1 Universal Testing Machine Figure 2 Three Point Bending FixtureDocument8 pagesFigure 1 Universal Testing Machine Figure 2 Three Point Bending Fixturehabiba jamilNo ratings yet
- Problem Set No. 2Document2 pagesProblem Set No. 2BORASCA EZEKIELNo ratings yet
- Iodine 131 Coficient AttenuationDocument6 pagesIodine 131 Coficient AttenuationCarlos CadavidNo ratings yet
- Fdocuments - in - Thickness Calculation of Pressure Vessel ShellDocument16 pagesFdocuments - in - Thickness Calculation of Pressure Vessel ShellL KISHORE REDDYNo ratings yet
- Deformation Dynamics in Creasing and Folding of BoardDocument27 pagesDeformation Dynamics in Creasing and Folding of BoardNilton AlmeidaNo ratings yet
- Technical Data HPDE GeomembraneDocument1 pageTechnical Data HPDE Geomembranemariodiogo75No ratings yet
- Kwame Nkrumah University of Science and Technology (Knust)Document20 pagesKwame Nkrumah University of Science and Technology (Knust)BENNo ratings yet
- Use of Technical Textiles and Densified Wood For Timber JointsDocument6 pagesUse of Technical Textiles and Densified Wood For Timber Jointsashik1111007No ratings yet
- SolarSpan Tech Data Sheet v38Document2 pagesSolarSpan Tech Data Sheet v38Minh HoNo ratings yet
- Aggregates: Nilanjan MitraDocument10 pagesAggregates: Nilanjan MitrassriramiitNo ratings yet
- Flakiness & Elongation IndexDocument7 pagesFlakiness & Elongation IndexvinoNo ratings yet
- Ultrafine High Performance Polyethylene FibersDocument11 pagesUltrafine High Performance Polyethylene FibersUjjwal FinanceNo ratings yet
- Analisis Struktur Gedung Kayu 6 Lantai Terhadap Beban Gempa Dan Beban AnginDocument6 pagesAnalisis Struktur Gedung Kayu 6 Lantai Terhadap Beban Gempa Dan Beban AnginFT Daniel SetiawanNo ratings yet
- Aggregate Shape Test (Flakiness Index & Elongation Index) Group 5 - Section 7Document9 pagesAggregate Shape Test (Flakiness Index & Elongation Index) Group 5 - Section 7Beman EasyNo ratings yet
- Experimental Program: 3.1 GeneralDocument26 pagesExperimental Program: 3.1 Generalshivanand hippargaNo ratings yet
- Powder MetallurgyDocument5 pagesPowder MetallurgyMohhammed AlsihaimiNo ratings yet
- Compressive PropertiesDocument3 pagesCompressive PropertiesSh.nasirpurNo ratings yet
- 12 09 StirrupDocument2 pages12 09 StirrupKonstantinos KavafisNo ratings yet
- 01 - 200mm Hollowcore Load Span TableDocument1 page01 - 200mm Hollowcore Load Span Tablewill billNo ratings yet
- Photos of SetupDocument7 pagesPhotos of SetupEinstein JeboneNo ratings yet
- Aggregate Shape Test (Flakiness Index & Elongation Index) Group 5 - Section 7Document9 pagesAggregate Shape Test (Flakiness Index & Elongation Index) Group 5 - Section 7Nazrul IzdhamNo ratings yet
- (STA-16) Maulana IbrahimDocument3 pages(STA-16) Maulana IbrahimIb ZeinNo ratings yet
- Light Induced Plant Plasticity Lab Using: Raphanus Sativus RadishDocument10 pagesLight Induced Plant Plasticity Lab Using: Raphanus Sativus RadishBryceNo ratings yet
- Task 2.2Document15 pagesTask 2.2Mordecai de ValoisNo ratings yet
- Project Title: Fabrication of Ceramic Re-Inforced Composite From Industrial Waste and ResinDocument22 pagesProject Title: Fabrication of Ceramic Re-Inforced Composite From Industrial Waste and ResinIam VishalNo ratings yet
- Density Void AnalysisDocument9 pagesDensity Void Analysisshuvobosu262No ratings yet
- Analisis de CONX BugaDocument3 pagesAnalisis de CONX BugaVanessa CarreñoNo ratings yet
- University of Dar Es SalaamDocument4 pagesUniversity of Dar Es SalaamChris AdaminovicNo ratings yet
- Flakiness Amp Elongation Group5 Sec7Document9 pagesFlakiness Amp Elongation Group5 Sec7Mahmoud MansourNo ratings yet
- Cox On The Tensile Failure of 3D Woven CompositesDocument12 pagesCox On The Tensile Failure of 3D Woven CompositesPaul TurnerNo ratings yet
- Ee Ref Properties Si GaDocument1 pageEe Ref Properties Si Gagabriel salazarNo ratings yet
- Breakage Chutes TD Edit 2Document6 pagesBreakage Chutes TD Edit 2Luca BenvenutiNo ratings yet
- Investigations On Concrete With Stone Crusher Dust As Fine AggregateDocument20 pagesInvestigations On Concrete With Stone Crusher Dust As Fine AggregatevishalgoreNo ratings yet
- Fore Winch Calcualtion - 191016Document1 pageFore Winch Calcualtion - 191016phankhoa83-1No ratings yet
- Experiment No. 3 (Lab Manual)Document9 pagesExperiment No. 3 (Lab Manual)Kristel Anne Roquero Balisi100% (1)
- 33kV Cables Current TablesDocument3 pages33kV Cables Current TablesmufaroNo ratings yet
- Conversion Denier To MicronDocument6 pagesConversion Denier To Microncwqccq100% (1)
- Soil Mechanics - Final ManuscriptDocument10 pagesSoil Mechanics - Final ManuscriptginelopleNo ratings yet
- Example 5: Pile Segment and Damping Input: GRLWEAP Standard ExamplesDocument4 pagesExample 5: Pile Segment and Damping Input: GRLWEAP Standard ExamplesbozarromegustaNo ratings yet
- G2L Exercise5A GudaoMacariolaManzaneroMacasaetDocument10 pagesG2L Exercise5A GudaoMacariolaManzaneroMacasaetsbgudaoNo ratings yet
- FRP - Part I, FundamentalDocument58 pagesFRP - Part I, FundamentalbiondimiNo ratings yet
- Prac 2 Seive AnalysisDocument8 pagesPrac 2 Seive AnalysisPaul RwomwijhuNo ratings yet
- Forests 10 00199Document12 pagesForests 10 00199DANIELA ALEJANDRA RODRÍGUEZ FIGUEROANo ratings yet
- 1 s2.0 S0955221909001368 MainDocument10 pages1 s2.0 S0955221909001368 MainLindemberg De S ONo ratings yet
- Particle BoardDocument11 pagesParticle BoardNUR MAZIAH ATIQAH JAININo ratings yet
- PCC Compressive Strength in The Laboratory and The FieldDocument13 pagesPCC Compressive Strength in The Laboratory and The FieldSana FatimaNo ratings yet
- Fisa Tehnica FTP Cat5 Cu SufaDocument1 pageFisa Tehnica FTP Cat5 Cu SufaCornel EneNo ratings yet
- Sieve Analysis 1Document8 pagesSieve Analysis 1Louie Jey NisnisanNo ratings yet
- Total Berat Plate Project Cab MansonDocument3 pagesTotal Berat Plate Project Cab MansonVansya PratamaNo ratings yet
- Not For Sale: Amendment No. 4 June 2011 TO Is 1161: 1998 Steel Tubes For Structural Purposes - SpecificationDocument1 pageNot For Sale: Amendment No. 4 June 2011 TO Is 1161: 1998 Steel Tubes For Structural Purposes - Specificationraviteja036No ratings yet
- Variation of Elongation Against Plate Thickness: Dimensions and Mechanical Strength of Metal AnchorsDocument6 pagesVariation of Elongation Against Plate Thickness: Dimensions and Mechanical Strength of Metal AnchorsSolomon Ndugwa BalemeziNo ratings yet
- Screening Analysis EXPERIMENTDocument10 pagesScreening Analysis EXPERIMENTJohnNo ratings yet
- Land Law 2 PaulaDocument14 pagesLand Law 2 PaulanurulNo ratings yet
- Land Law 2 PaulaDocument14 pagesLand Law 2 PaulanurulNo ratings yet
- In T Rest JournalDocument11 pagesIn T Rest JournalLim Soo H'anNo ratings yet
- New ScriptDocument1 pageNew ScriptnurulNo ratings yet
- Answer MomentDocument1 pageAnswer MomentnurulNo ratings yet
- After BubbleDocument1 pageAfter BubblenurulNo ratings yet
- Psychology of Color2Document33 pagesPsychology of Color2abdikani abdilaahiNo ratings yet
- Electronic Instrumentation and Measurement Full PDFDocument143 pagesElectronic Instrumentation and Measurement Full PDFchildhoodtoons81No ratings yet
- Virtual Museums A Survey and Some IssuesDocument9 pagesVirtual Museums A Survey and Some IssuesCeaser SaidNo ratings yet
- PolyBrick+3 0Document16 pagesPolyBrick+3 0Sachal AbdullahNo ratings yet
- Edukasyon Sa Pagpapakatao 6 q1w4Document26 pagesEdukasyon Sa Pagpapakatao 6 q1w4Juliet Del RosarioNo ratings yet
- Java DL 2023Document16 pagesJava DL 2023Sktr BhanuNo ratings yet
- Selva Kumar: Ocean Operations, Global Business Operations, Health & Safety & OM ImportsDocument3 pagesSelva Kumar: Ocean Operations, Global Business Operations, Health & Safety & OM ImportssenisagoodboyNo ratings yet
- Dx225lca-2 InglesDocument12 pagesDx225lca-2 InglesredwiolNo ratings yet
- Satellite TTC Module 4Document21 pagesSatellite TTC Module 4AmitNo ratings yet
- CS-1ST Polytechnic Question Paper Preboard (Jan 2023)Document3 pagesCS-1ST Polytechnic Question Paper Preboard (Jan 2023)ManishaNo ratings yet
- NetworksDocument6 pagesNetworksscribdNo ratings yet
- Interview Management - ORCDocument4 pagesInterview Management - ORCAbdulrhmanHaddadyNo ratings yet
- Cat 320 Next Gen Excavator BrochureDocument16 pagesCat 320 Next Gen Excavator BrochureKeron TrotzNo ratings yet
- 50Document5 pages50Pedro Ivan100% (1)
- Mgo Los Banos Laguna-Community Affairs Officer IIDocument1 pageMgo Los Banos Laguna-Community Affairs Officer IICESHNo ratings yet
- New 2010 York PerfectDocument9 pagesNew 2010 York Perfectbasl haymourNo ratings yet
- The Environment and Corporate Culture: True/False QuestionsDocument21 pagesThe Environment and Corporate Culture: True/False QuestionsĐỗ Hiếu ThuậnNo ratings yet
- 2020 - Roadroid University Registration FormDocument2 pages2020 - Roadroid University Registration FormAiidil SuwandiNo ratings yet
- AE 321 - Module 07 - FinalDocument14 pagesAE 321 - Module 07 - FinalJohn Client Aclan RanisNo ratings yet
- Cryptocurrency System Using Body Activity Data Wo2020060606 2 of 6Document1 pageCryptocurrency System Using Body Activity Data Wo2020060606 2 of 6Nemo NemoNo ratings yet
- Board of Intermediate & Secondary Education, SargodhaDocument1 pageBoard of Intermediate & Secondary Education, SargodhaEic SNo ratings yet
- Penawaran Harga ACCOR Vacation Club-1Document4 pagesPenawaran Harga ACCOR Vacation Club-1Sedana HartaNo ratings yet
- 40m Short 80m Wire Antenna G8ode Iss 1 31 PDFDocument4 pages40m Short 80m Wire Antenna G8ode Iss 1 31 PDFjansenNo ratings yet
- EM - I-Assignment - II (NA) - 1Document2 pagesEM - I-Assignment - II (NA) - 1deepakNo ratings yet
- IGCSE COMMERCE Chapter 10.1Document5 pagesIGCSE COMMERCE Chapter 10.1Tahmid Raihan100% (1)
- F612/F627/F626B: Semi-Lugged Gearbox Operated Butterfly Valves PN16Document1 pageF612/F627/F626B: Semi-Lugged Gearbox Operated Butterfly Valves PN16RonaldNo ratings yet