You might also like
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Sulfur ReductionDocument10 pagesSulfur Reductionscorpion2001glaNo ratings yet
- GTC RefiningPetrochemical IntegrationDocument7 pagesGTC RefiningPetrochemical IntegrationKarem Jeanette Saenz BernalNo ratings yet
- Venta: Two-Way Pressure Balanced Valve PN 16 (232 Psi)Document5 pagesVenta: Two-Way Pressure Balanced Valve PN 16 (232 Psi)DedeKurniawanNo ratings yet
- Stanton Premier BoilerDocument28 pagesStanton Premier Boilermyousif63No ratings yet
- Oil To Chemicals-April2018Document4 pagesOil To Chemicals-April2018Sanjay RajoraNo ratings yet
- Lecture 2 Petchem 2021 MoodleDocument28 pagesLecture 2 Petchem 2021 MoodleCarlos francisco PerézNo ratings yet
- Thermal Conversion ProcessesDocument24 pagesThermal Conversion ProcessesAl JawadNo ratings yet
- GTC BTX Revamps - Rev Intro (Compatibility MDocument29 pagesGTC BTX Revamps - Rev Intro (Compatibility MjjdottaNo ratings yet
- Pechem 101Document38 pagesPechem 101tsipornNo ratings yet
- ECO4Document9 pagesECO4محمد عباس نصارNo ratings yet
- Introduction To Compressible FlowDocument14 pagesIntroduction To Compressible Flowram kishor singhNo ratings yet
- Fouling FactorDocument2 pagesFouling FactorJesaya ValentinoNo ratings yet
- VBU Manual U-37 Chapter 1-13 PDFDocument86 pagesVBU Manual U-37 Chapter 1-13 PDFSanthana Kumar AnnamalaiNo ratings yet
- DeaeratorDocument8 pagesDeaeratorfjoesandiNo ratings yet
- 24338-8.0100.00.0 - SPR Ngplade IntroduktionDocument4 pages24338-8.0100.00.0 - SPR Ngplade IntroduktionDinesh KumarNo ratings yet
- 102 & 103 Hydrotreater ReportDocument31 pages102 & 103 Hydrotreater ReportMuhammadNo ratings yet
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- Ethylene CrackerDocument28 pagesEthylene CrackerAbhinav AjmaniNo ratings yet
- My Presentation003 Catalyticcracking SteamcrackingDocument39 pagesMy Presentation003 Catalyticcracking SteamcrackingAiaru BektemirNo ratings yet
- Petroleum Refinery: Fryad Mohammed SharifDocument8 pagesPetroleum Refinery: Fryad Mohammed SharifSander LukeNo ratings yet
- 750-326 Blowdown Separator 11 2015Document10 pages750-326 Blowdown Separator 11 2015osamaNo ratings yet
- Ultradryer HreDocument3 pagesUltradryer HreDiego MorenoNo ratings yet
- NG Engineering by Engr DR CIC AnyadiegwuDocument31 pagesNG Engineering by Engr DR CIC Anyadiegwudavidchinedu008No ratings yet
- University of Lahore, Islamabad Campus: Nozzle Thermpdynamics-Ii Engr. Babar AshfaqDocument65 pagesUniversity of Lahore, Islamabad Campus: Nozzle Thermpdynamics-Ii Engr. Babar AshfaqGhaffar KhanNo ratings yet
- PDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash VesselDocument9 pagesPDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash Vesselhgag selimNo ratings yet
- PDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia SeparatorDocument8 pagesPDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia Separatorhgag selimNo ratings yet
- HANDBOOK Blanket Gas Regulators PDFDocument8 pagesHANDBOOK Blanket Gas Regulators PDFfrankz89No ratings yet
- التقريرDocument15 pagesالتقريرياسر سليمانNo ratings yet
- Petroleum Refinery Engineering: Dr. M. Saif Ur RehmanDocument37 pagesPetroleum Refinery Engineering: Dr. M. Saif Ur RehmanMahi Fatima100% (1)
- Select the Best Fitting Pressure Loss CorrelationDocument4 pagesSelect the Best Fitting Pressure Loss Correlationpal_stephenNo ratings yet
- AspenTech Course Catalog FY23 PDFDocument24 pagesAspenTech Course Catalog FY23 PDFvlananloNo ratings yet
- Classes Hysys 5 Reactions and ReactorsDocument7 pagesClasses Hysys 5 Reactions and ReactorsAhmed AliNo ratings yet
- Maximising ULSD Production Through Refinery RevampsDocument8 pagesMaximising ULSD Production Through Refinery Revampssam josephNo ratings yet
- List of Selected Projects 480Document20 pagesList of Selected Projects 480vijay2293No ratings yet
- PHD Thesis Naveen BhutaniDocument252 pagesPHD Thesis Naveen BhutaniSagar SrinivasNo ratings yet
- Vis BreakingDocument21 pagesVis BreakingAhmed Hassan RashedNo ratings yet
- NGL SeparationDocument6 pagesNGL SeparationhoustonmathNo ratings yet
- Reciprocating Compressors in A Hydrogen Plant 2016Document5 pagesReciprocating Compressors in A Hydrogen Plant 2016Lucas SondreNo ratings yet
- Repsol - Use of Simulation For HDS UnitDocument16 pagesRepsol - Use of Simulation For HDS UnitHoracio RodriguezNo ratings yet
- Tail Gas Treatment Unit Facility Inspection ReportDocument7 pagesTail Gas Treatment Unit Facility Inspection Reportabdelkader benabdallahNo ratings yet
- Gaspipe SizingDocument15 pagesGaspipe SizingmaxxhaloNo ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- Flow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and DiameterDocument21 pagesFlow and Pressure Drop in Valves and Fittings. Valve Resistance Coefficient and Diameterjroman33No ratings yet
- Global Benzene Production InsightsDocument3 pagesGlobal Benzene Production InsightsShitalbioNo ratings yet
- Exam of Refinery PDF 2Document20 pagesExam of Refinery PDF 2ئارام ناصح محمد حسێن0% (1)
- BLOWDOWN AND VENT STUDYDocument238 pagesBLOWDOWN AND VENT STUDYUmair A. KhanNo ratings yet
- Estimation of Capital InvestmentDocument35 pagesEstimation of Capital InvestmentJu Naid MalikNo ratings yet
- Valves ActuatorsCAT0408Document60 pagesValves ActuatorsCAT0408Rami ReddyNo ratings yet
- Cdu - VduDocument3 pagesCdu - VduRobson2305No ratings yet
- New α-SABLIN Approach for Linear Alpha Olefins ProductionDocument3 pagesNew α-SABLIN Approach for Linear Alpha Olefins Productionsk281No ratings yet
- Gate Valve - Post IndicatorDocument20 pagesGate Valve - Post IndicatorLENINROMEROH4168No ratings yet
- PSV Descarga AtmosferaDocument12 pagesPSV Descarga AtmosferaNacho.pNo ratings yet
- CATALYTIC CONVERSION PROCESSES GUIDEDocument27 pagesCATALYTIC CONVERSION PROCESSES GUIDEKuldeep singh ChandelNo ratings yet
- Refining-Petrochemical Integration-FCC Gasoline To PetrochemicalsDocument4 pagesRefining-Petrochemical Integration-FCC Gasoline To PetrochemicalsKwangsjungNo ratings yet
- UOP LCO Upgrading For Added Value Improved Returns Tech PaperDocument15 pagesUOP LCO Upgrading For Added Value Improved Returns Tech Papertungksnb100% (1)
- 01pa GS 02 03 PDFDocument11 pages01pa GS 02 03 PDFMarcelo Varejão CasarinNo ratings yet
- Calculo de GPMDocument1 pageCalculo de GPMjosealvaroNo ratings yet
- A Crude Future COVID 19 Challenges For Oil Demand, Suply and PricesDocument5 pagesA Crude Future COVID 19 Challenges For Oil Demand, Suply and PricesjosealvaroNo ratings yet
- BTX From FCC PDFDocument7 pagesBTX From FCC PDFjosealvaroNo ratings yet
- ChEnected Example PIDs and Lead SheetsDocument5 pagesChEnected Example PIDs and Lead Sheetsrobirosa079No ratings yet
- GTL Technology Development: Maximov A.L. Topchiev Institute of Petrochemical Synthesis, RasDocument23 pagesGTL Technology Development: Maximov A.L. Topchiev Institute of Petrochemical Synthesis, RasjosealvaroNo ratings yet
- Global Gas Market and Its ChallengesDocument15 pagesGlobal Gas Market and Its ChallengesjosealvaroNo ratings yet
- Aromatics Và Các Phương Pháp Sản XuấtDocument24 pagesAromatics Và Các Phương Pháp Sản XuấtHưng LucaNo ratings yet
- TABLE 9-48 Summary of Recent Major Industrial Accidents That Are Sourced To Process Safety FailureDocument1 pageTABLE 9-48 Summary of Recent Major Industrial Accidents That Are Sourced To Process Safety FailurejosealvaroNo ratings yet
- Skill 7Document1 pageSkill 7josealvaroNo ratings yet
- Fogler Mosanto Sauget IllinoisDocument7 pagesFogler Mosanto Sauget IllinoisjosealvaroNo ratings yet
- Lina Survives The Human AttackDocument1 pageLina Survives The Human AttackjosealvaroNo ratings yet
- GREET LCA Approach-ElgowainyDocument25 pagesGREET LCA Approach-ElgowainyAhmad SyauqiNo ratings yet
- Gasoline Direct InjectionDocument21 pagesGasoline Direct InjectionhoangNo ratings yet
- Converting a Diesel Engine to a Dual-Fuel CNG SystemDocument7 pagesConverting a Diesel Engine to a Dual-Fuel CNG SystemRadhika SankarNo ratings yet
- Jadwal Pembelajaran PRE-PT KPBDocument1 pageJadwal Pembelajaran PRE-PT KPBKPB KELASBNo ratings yet
- ASTM d388 1998Document8 pagesASTM d388 1998Javier Villanueva100% (1)
- Economics of Oil & GasDocument44 pagesEconomics of Oil & GasSiva Sankara Narayanan Subramanian100% (1)
- ISO 8217 - 2017 Fuel OilDocument4 pagesISO 8217 - 2017 Fuel OilalkjghNo ratings yet
- C 11: F S Readability Worksheet: DirectionsDocument2 pagesC 11: F S Readability Worksheet: DirectionsAstruh50% (2)
- Life Cycle Inventory-BitumenDocument8 pagesLife Cycle Inventory-BitumenWissem TaktakNo ratings yet
- Applications: Eni Spa Refining&Marketing Viale Giorgio Ribotta, 51 - 00144 Roma +39 06 5988.1 Date 25/01/2019 Code 1035 1Document2 pagesApplications: Eni Spa Refining&Marketing Viale Giorgio Ribotta, 51 - 00144 Roma +39 06 5988.1 Date 25/01/2019 Code 1035 1haripuscasNo ratings yet
- General Presentation - HECDocument82 pagesGeneral Presentation - HECCleocélio Assis MoraesNo ratings yet
- ML 042460156Document53 pagesML 042460156Nathan BlockNo ratings yet
- Siemens Syngas Capable TurbinesDocument8 pagesSiemens Syngas Capable TurbinesAlasdair McLeodNo ratings yet
- Megane Diesel Diagrama Bosch EDC16C3 F9Q 730 2Document1 pageMegane Diesel Diagrama Bosch EDC16C3 F9Q 730 2Diego Filice100% (3)
- Sonatrach: Investment Plan 2012-2016Document14 pagesSonatrach: Investment Plan 2012-2016Gargiulo AnitaNo ratings yet
- Reliance Petroleum LTDDocument65 pagesReliance Petroleum LTDneerajbajoliyaNo ratings yet
- Carbon Fijo E 870 - 82Document2 pagesCarbon Fijo E 870 - 82MIGUEL FITZ CASTILLONo ratings yet
- Typical Fouling FactorDocument3 pagesTypical Fouling FactorMasoudNo ratings yet
- RoadToBio D12 Case Studies Bio-Based ChemicalsDocument92 pagesRoadToBio D12 Case Studies Bio-Based ChemicalsByounghak KimNo ratings yet
- Standarde Astm PDFDocument5 pagesStandarde Astm PDFCorina StanculescuNo ratings yet
- Understanding CFPP: The Cold Filter Plugging PointDocument2 pagesUnderstanding CFPP: The Cold Filter Plugging PointNenad PopovicNo ratings yet
- Centralised LPG Storage and Distribution ProposalDocument5 pagesCentralised LPG Storage and Distribution ProposalSamaila Anthony MalimaNo ratings yet
- Kuwait Refinery to Produce PolypropyleneDocument8 pagesKuwait Refinery to Produce PolypropyleneDương Nguyễn TùngNo ratings yet
- Biomass Technology OverviewDocument28 pagesBiomass Technology Overviewbdeol267% (3)
- Datasheet - FluidScan LibraryDocument2 pagesDatasheet - FluidScan Libraryhouston machacaNo ratings yet
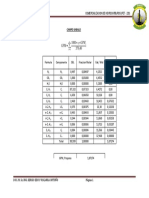
- Data Sheet ASTM D2163Document1 pageData Sheet ASTM D2163Ashraf ahmedNo ratings yet
- LPG MM 2019 September 2 PDFDocument8 pagesLPG MM 2019 September 2 PDFcamilledungs18No ratings yet
- Design of Automotive Engines, Kolchin-DemidovDocument430 pagesDesign of Automotive Engines, Kolchin-Demidovwael_noby93% (14)
- 1.november 2020 Oil Market Report PDFDocument78 pages1.november 2020 Oil Market Report PDFJuan José M RiveraNo ratings yet
- Indian Refinery ScenarioDocument27 pagesIndian Refinery ScenarioAbhishek Ray100% (2)