You might also like
- Design and Implementation of Portable Impedance AnalyzersFrom EverandDesign and Implementation of Portable Impedance AnalyzersNo ratings yet
- Actual Static Control Market Situation and How To Choose Suitable ESD Flooring Systems For ESD Control Working AreasDocument8 pagesActual Static Control Market Situation and How To Choose Suitable ESD Flooring Systems For ESD Control Working Areastl x100% (1)
- ESD risk evaluation guideline for automatic semiconductor processing equipmentDocument10 pagesESD risk evaluation guideline for automatic semiconductor processing equipmenttl xNo ratings yet
- Design Guide For The Control of ESD in The eSATA InterfaceDocument10 pagesDesign Guide For The Control of ESD in The eSATA InterfaceNilesh NarkhedeNo ratings yet
- Applying E78 To Semiconductor Wafer Roger PierceDocument6 pagesApplying E78 To Semiconductor Wafer Roger PiercehimsnileshNo ratings yet
- Long-Term Experiences and Review With Offline and Online PD Measure-Ments On-Site On EHV XLPE Cable Systems 330 KV To 500 KVDocument6 pagesLong-Term Experiences and Review With Offline and Online PD Measure-Ments On-Site On EHV XLPE Cable Systems 330 KV To 500 KVSitiSaodahNo ratings yet
- AN651Document10 pagesAN651Barun SahaNo ratings yet
- OpenShort Test On ICDocument8 pagesOpenShort Test On ICFFSeriesvnNo ratings yet
- Design Considerations For System-Level ESD Circuit ProtectionDocument6 pagesDesign Considerations For System-Level ESD Circuit Protectionmincingthought6612No ratings yet
- Solar Energy Materials & Solar Cells: A. Skoczek, T. Sample, E.D. Dunlop, H.A. OssenbrinkDocument12 pagesSolar Energy Materials & Solar Cells: A. Skoczek, T. Sample, E.D. Dunlop, H.A. Ossenbrinksamwel kariukiNo ratings yet
- Mv-105 Cable - Field Acceptance Testing - A Cable Manufacturer'S PerspectiveDocument7 pagesMv-105 Cable - Field Acceptance Testing - A Cable Manufacturer'S PerspectiveMarcelo Gomes PlanteirNo ratings yet
- Susceptibility: Electromagnetic Testing High VoltageDocument1 pageSusceptibility: Electromagnetic Testing High VoltageAlexander Aroca PovedaNo ratings yet
- UPS Fails Insulation Resistance Test - 5E67Document2 pagesUPS Fails Insulation Resistance Test - 5E67JaviTron74No ratings yet
- Failure Analysis of Hydrogen's Effect on GaAs Device PerformanceDocument5 pagesFailure Analysis of Hydrogen's Effect on GaAs Device PerformanceDiana MarceNo ratings yet
- db_gbDocument4 pagesdb_gbfartakNo ratings yet
- Infrared Windows Applied in Switchgear AssembliesDocument6 pagesInfrared Windows Applied in Switchgear Assembliesjide.atolagbe3737No ratings yet
- Aec Q101-004Document7 pagesAec Q101-004mathurashwaniNo ratings yet
- Zero Defect TestingDocument4 pagesZero Defect TestingNagamuthu PandianNo ratings yet
- Validating Surge TestDocument9 pagesValidating Surge Testquality10No ratings yet
- Electrostatic Discharge (ESD) : Application ReportDocument7 pagesElectrostatic Discharge (ESD) : Application ReportAjay Kumar MattupalliNo ratings yet
- Non-Intrusive Condition Assessment of MV SwitchgearDocument4 pagesNon-Intrusive Condition Assessment of MV SwitchgearAries dNo ratings yet
- Commissioning Tests To Assure MV Power Cable Systems MeetDocument6 pagesCommissioning Tests To Assure MV Power Cable Systems MeetelcarmoNo ratings yet
- EMC Requirements and Test Methods For Light Emitting DiodesDocument4 pagesEMC Requirements and Test Methods For Light Emitting DiodesFrancesc Daura LunaNo ratings yet
- Avr EsdDocument18 pagesAvr EsdAlex PatelNo ratings yet
- 07IEC Member For IEC62271-200 MT14 PDFDocument15 pages07IEC Member For IEC62271-200 MT14 PDFedwinoriaNo ratings yet
- Analysis and Measurement of Timing Jitter Induced by Radiated EMI Noise in Automatic Test EquipmentDocument7 pagesAnalysis and Measurement of Timing Jitter Induced by Radiated EMI Noise in Automatic Test EquipmenttonyNo ratings yet
- 2004-SKYWORKS-ESD Compliance Testing and Recommended Protection Circuits for GaAs DevicesDocument4 pages2004-SKYWORKS-ESD Compliance Testing and Recommended Protection Circuits for GaAs Devicesketab_doostNo ratings yet
- APPENDIXE - 1 STR-1386-tests PDFDocument4 pagesAPPENDIXE - 1 STR-1386-tests PDFhansamvNo ratings yet
- Chapter 3 Dec 50143Document29 pagesChapter 3 Dec 50143Kohilan VenugopalNo ratings yet
- Comparative Tracking Index of Electrical Insulating MaterialsDocument6 pagesComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNo ratings yet
- Remote Terminal Unit: Item DescriptionDocument33 pagesRemote Terminal Unit: Item DescriptionMohd Izham IdrisNo ratings yet
- Assessment: Factor Testing Condition BetterDocument4 pagesAssessment: Factor Testing Condition Betterkong shiaw huiNo ratings yet
- Articulo Electronica 2Document4 pagesArticulo Electronica 2Jorge Luis Hilaño LPNo ratings yet
- Electrostatic Discharge (ESD) Control (D-1348), Rev. FDocument25 pagesElectrostatic Discharge (ESD) Control (D-1348), Rev. FMohamad Khair Shaiful Alam100% (1)
- Impulse Voltage Test System For Interturn and Main Insulation TestingDocument32 pagesImpulse Voltage Test System For Interturn and Main Insulation TestingSubhajit BasakNo ratings yet
- Ants Technical Paper Esd Delta System HGSTDocument7 pagesAnts Technical Paper Esd Delta System HGSTapi-374884793No ratings yet
- An Update On Revisions To: StandardsDocument6 pagesAn Update On Revisions To: StandardsStefano MologniNo ratings yet
- 2001 Eic SWGDocument8 pages2001 Eic SWGKUNALJAYNo ratings yet
- Safety and Reliability Ammonia Plant ESD SystemDocument13 pagesSafety and Reliability Ammonia Plant ESD SystemhenriquezrsNo ratings yet
- Neta World Warren Industry TopicsDocument4 pagesNeta World Warren Industry TopicsDhruvam PandyaNo ratings yet
- Understanding The How and Why of Electrical Product Safety TestingDocument8 pagesUnderstanding The How and Why of Electrical Product Safety TestingLanstein Joe E PNo ratings yet
- NASA HDK 8739.21 Overview 021611Document49 pagesNASA HDK 8739.21 Overview 021611Allan RosenNo ratings yet
- AVR040: EMC Design Considerations: 8-Bit Microcontroller Application NoteDocument17 pagesAVR040: EMC Design Considerations: 8-Bit Microcontroller Application Noteattanasio89No ratings yet
- Online Partial Discharge Testing For 110Document7 pagesOnline Partial Discharge Testing For 110sunilNo ratings yet
- 22 Field Induced Charged Device ModelDocument18 pages22 Field Induced Charged Device ModelMirnaNo ratings yet
- An Online Technique for Monitoring the InsulationDocument9 pagesAn Online Technique for Monitoring the InsulationMonthly ImogenNo ratings yet
- Fundamentals of ESD Part 5 Device Sensitivity and TestingDocument8 pagesFundamentals of ESD Part 5 Device Sensitivity and TestingEdward FernandesNo ratings yet
- Fundamentals of Electrostatic Discharge: Part Five - Device Sensitivity and TestingDocument9 pagesFundamentals of Electrostatic Discharge: Part Five - Device Sensitivity and TestingSergiu Sorin DorobatNo ratings yet
- Eetop - CN ESD Simulation Talk 5-2-2 CST Ugm 2011Document17 pagesEetop - CN ESD Simulation Talk 5-2-2 CST Ugm 2011Văn CôngNo ratings yet
- SEMI E33-94 Specification For Semiconductor Manufacturing Facility Electromagnetic CompatibilityDocument6 pagesSEMI E33-94 Specification For Semiconductor Manufacturing Facility Electromagnetic Compatibilityавдей александрNo ratings yet
- Application of Australian Standards To HDocument11 pagesApplication of Australian Standards To Hdyıldırım_4No ratings yet
- What Is HIPOT Testing (Dielectric Strength Test) - EEPDocument7 pagesWhat Is HIPOT Testing (Dielectric Strength Test) - EEPmahmoud fawzyNo ratings yet
- Functions and Features of Advanced Hipot Testers: June 18, 2018 by Lee TeschlerDocument4 pagesFunctions and Features of Advanced Hipot Testers: June 18, 2018 by Lee TeschlerVishal ShahNo ratings yet
- Reality CheckDocument8 pagesReality CheckGermanilloZetaNo ratings yet
- Cho 2009Document4 pagesCho 2009althaf ansariNo ratings yet
- Commercial Arc Fault Detection Devices in MilitaryDocument4 pagesCommercial Arc Fault Detection Devices in MilitaryKrisumraj PurkaitNo ratings yet
- 8 Series Type Test Report EMI Power Frequency Immunity Test IEC60255-22-7: 2003Document11 pages8 Series Type Test Report EMI Power Frequency Immunity Test IEC60255-22-7: 2003andrez880103No ratings yet
- Electrostatic Discharge in Semiconductor Devices An OverviewDocument20 pagesElectrostatic Discharge in Semiconductor Devices An Overviewtl xNo ratings yet
- Arcing Persistency Measurement For IEC62606 Arc-Fault Detection Device CertificationDocument7 pagesArcing Persistency Measurement For IEC62606 Arc-Fault Detection Device CertificationAleksandar SekuloskiNo ratings yet
- Definability of Rough Approximations For Binary Relations and Cloud ComputingDocument4 pagesDefinability of Rough Approximations For Binary Relations and Cloud ComputingNguyen Van ToanNo ratings yet
- Degree of Approximation and Analytic-Preserving Property of A Class of Approximation OperatorsDocument2 pagesDegree of Approximation and Analytic-Preserving Property of A Class of Approximation OperatorsNguyen Van ToanNo ratings yet
- Denial-of-Service Attacks in Bloom-Filter-Based Forwarding: Markku Antikainen, Tuomas Aura, and Mikko SäreläDocument14 pagesDenial-of-Service Attacks in Bloom-Filter-Based Forwarding: Markku Antikainen, Tuomas Aura, and Mikko SäreläNguyen Van ToanNo ratings yet
- Computing Jacobian and Hessian of Estimators and Their Application To Risk ApproximationDocument4 pagesComputing Jacobian and Hessian of Estimators and Their Application To Risk ApproximationNguyen Van ToanNo ratings yet
- Computing Jacobian and Hessian of Estimators and Their Application To Risk ApproximationDocument4 pagesComputing Jacobian and Hessian of Estimators and Their Application To Risk ApproximationNguyen Van ToanNo ratings yet
- Knowledge Approximations and Representations in Binary Granular ComputingDocument5 pagesKnowledge Approximations and Representations in Binary Granular ComputingNguyen Van ToanNo ratings yet
- Reliability-Aware Virtualized Network Function Services Provisioning in Mobile Edge ComputingDocument14 pagesReliability-Aware Virtualized Network Function Services Provisioning in Mobile Edge ComputingNguyen Van ToanNo ratings yet
- Construct Rough Approximation Based On GAE: Lin Shi Yang ZhouDocument6 pagesConstruct Rough Approximation Based On GAE: Lin Shi Yang ZhouNguyen Van ToanNo ratings yet
- Fast hybrid algorithm for computing constrained shortest pathsDocument4 pagesFast hybrid algorithm for computing constrained shortest pathsNguyen Van ToanNo ratings yet
- SOC DesignDocument23 pagesSOC DesignAravind AnapalliNo ratings yet
- LAB: Cell-Based Training LABDocument37 pagesLAB: Cell-Based Training LABNguyen Van ToanNo ratings yet
- P Practical Dynamic Element Matching Techniques For 3-Level Unit ElementsDocument87 pagesP Practical Dynamic Element Matching Techniques For 3-Level Unit ElementsNguyen Van ToanNo ratings yet
- Design a TrustZone-Enabled SoC Using Xilinx VivadoDocument28 pagesDesign a TrustZone-Enabled SoC Using Xilinx VivadoNguyen Van ToanNo ratings yet
- Soc2 Csa CCM ReportDocument31 pagesSoc2 Csa CCM ReportmugilanitNo ratings yet
- ESP8266EX EspressifSystemsDocument31 pagesESP8266EX EspressifSystemsSigit SandjajaNo ratings yet
- Qca6174a Product BriefDocument2 pagesQca6174a Product BriefPS Gaayan 4No ratings yet
- UG103.3: Software Design FundamentalsDocument21 pagesUG103.3: Software Design FundamentalsNguyen Van ToanNo ratings yet
- Current Steering DacDocument6 pagesCurrent Steering Dacfahmi rasiqNo ratings yet
- Soc Design Methodology Soc Design MethodologyDocument25 pagesSoc Design Methodology Soc Design MethodologyNguyen Van ToanNo ratings yet
- Introduction To: System-on-ChipDocument34 pagesIntroduction To: System-on-ChipNguyen Van ToanNo ratings yet
- C L Soc D: Oping With Atency in EsignDocument12 pagesC L Soc D: Oping With Atency in EsignNguyen Van ToanNo ratings yet
- Low Power SOC Design and Automation: Matt Severson Qualcomm CDMA Technologies July 27, 2009Document62 pagesLow Power SOC Design and Automation: Matt Severson Qualcomm CDMA Technologies July 27, 2009Nguyen Van ToanNo ratings yet
- 8 2Document29 pages8 2Akshay PlNo ratings yet
- DJG Socdam Patterns PortfolioDocument255 pagesDJG Socdam Patterns PortfolioNguyen Van ToanNo ratings yet
- Why Dynamic-Element-Matching Dacs Work: Ian Galton, Member, IeeeDocument6 pagesWhy Dynamic-Element-Matching Dacs Work: Ian Galton, Member, Ieeejulio perezNo ratings yet
- Models and Implementation of A Dynamic Element Matching DACDocument10 pagesModels and Implementation of A Dynamic Element Matching DACNguyen Van ToanNo ratings yet
- Design Review Checklist: Hauw Suwito, ConsultantDocument5 pagesDesign Review Checklist: Hauw Suwito, ConsultantNguyen Van ToanNo ratings yet
- A Comparison of Dynamic Element Matching in DacsDocument6 pagesA Comparison of Dynamic Element Matching in DacsNguyen Van ToanNo ratings yet
- Models and Implementation of A Dynamic Element Matching DACDocument6 pagesModels and Implementation of A Dynamic Element Matching DACNguyen Van ToanNo ratings yet
- Tri-level DAC Design Improves Dynamic PerformanceDocument4 pagesTri-level DAC Design Improves Dynamic PerformanceNguyen Van ToanNo ratings yet
- Samsung Ps42b451b2w Ps50b451b2w Chassis F65aDocument75 pagesSamsung Ps42b451b2w Ps50b451b2w Chassis F65aFrancisco Jose Padrino Goya100% (1)
- Iso 3082Document20 pagesIso 3082Nur ÇetinerNo ratings yet
- S9KEA128P80M48SF0Document31 pagesS9KEA128P80M48SF0Mayank VyasNo ratings yet
- Manual FocalpointDocument70 pagesManual FocalpointRicardo MarquesNo ratings yet
- Pcm1795 32-Bit, 192-Khz Sampling, Advanced Segment, Stereo Audio Digital-To-Analog ConverterDocument67 pagesPcm1795 32-Bit, 192-Khz Sampling, Advanced Segment, Stereo Audio Digital-To-Analog ConverterSATYAM NAIDUNo ratings yet
- 002-82 - BTL-08 Holter Service Manual - EN101Document44 pages002-82 - BTL-08 Holter Service Manual - EN101Biomed CUDMC (John Paul Balubal)No ratings yet
- Lsm9Ds1: iNEMO Inertial Module: 3D Accelerometer, 3D Gyroscope, 3D MagnetometerDocument72 pagesLsm9Ds1: iNEMO Inertial Module: 3D Accelerometer, 3D Gyroscope, 3D MagnetometernomansnNo ratings yet
- 4322 Service ManualsDocument623 pages4322 Service ManualsRick KingNo ratings yet
- AD8307Document20 pagesAD8307IROBOTNo ratings yet
- OBPF Technical BulletinDocument10 pagesOBPF Technical BulletinLance Cydrick Paggao GuaricoNo ratings yet
- AMC3330-Q1 Precision, 1-V Input, Reinforced Isolated Amplifier With Integrated DC/DC ConverterDocument37 pagesAMC3330-Q1 Precision, 1-V Input, Reinforced Isolated Amplifier With Integrated DC/DC Convertern tanevarNo ratings yet
- Tle 92466 EdDocument120 pagesTle 92466 EdcqlNo ratings yet
- DD Ds 602 Service ManualDocument47 pagesDD Ds 602 Service ManualThe Home Smithy100% (1)
- IDS Electrosurgical Unit Testing ProcedureDocument28 pagesIDS Electrosurgical Unit Testing ProcedureCruz S FrankNo ratings yet
- Product Manual 26845 (Revision F, 05/2023) : R-Series ActuatorDocument219 pagesProduct Manual 26845 (Revision F, 05/2023) : R-Series ActuatorMoji LarkiNo ratings yet
- DM-4 Gas, DM-4 Hydro, Application Notes, Replacement Instructions IOM 4.2, 4189340750 UKDocument4 pagesDM-4 Gas, DM-4 Hydro, Application Notes, Replacement Instructions IOM 4.2, 4189340750 UKPirvu Ioan DanielNo ratings yet
- Philips DCD3020 PDFDocument37 pagesPhilips DCD3020 PDFboroda2410No ratings yet
- EcoGuide Operating-Manual 04 enDocument70 pagesEcoGuide Operating-Manual 04 enrizal pavillarNo ratings yet
- LG Lx-D2560a Lx-D2960a lxs-d2560v lxs-d2960vDocument79 pagesLG Lx-D2560a Lx-D2960a lxs-d2560v lxs-d2960vfingersoundNo ratings yet
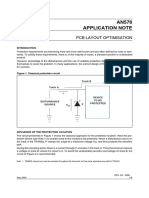
- PCB Layout OptimisationDocument6 pagesPCB Layout OptimisationCarlos AlbertoNo ratings yet
- Lenovo 3000 C100 Maintenance ManualDocument90 pagesLenovo 3000 C100 Maintenance ManualarthurkemalNo ratings yet
- SM KBF (E5.3) 09-2014 - en - UnprotectedDocument120 pagesSM KBF (E5.3) 09-2014 - en - UnprotectedPhong LeNo ratings yet
- Philips+Q552 2E+LA-4 PDFDocument331 pagesPhilips+Q552 2E+LA-4 PDFWade Dyer100% (1)
- SuperMicro X10SLE-F X10SLE-HFDocument97 pagesSuperMicro X10SLE-F X10SLE-HFRicardo BarranqueiroNo ratings yet
- NF750 Manual 00 enDocument167 pagesNF750 Manual 00 enAndres Arango MNo ratings yet
- Datasheet 1325475 Controllino Maxi 100 100 00 PLC Controller 12 V DC 24 V DCDocument4 pagesDatasheet 1325475 Controllino Maxi 100 100 00 PLC Controller 12 V DC 24 V DCTsiory RanaivosonNo ratings yet
- Aristofeed 30 4 Aristofeed 48 4: Service ManualDocument30 pagesAristofeed 30 4 Aristofeed 48 4: Service Manualatual manutencaoNo ratings yet
- Samsung UN32J525DAF Chassis UWE50Document89 pagesSamsung UN32J525DAF Chassis UWE50Francisco NavarroNo ratings yet
- Wireless Device SM-J500H Repair GuideDocument99 pagesWireless Device SM-J500H Repair GuideЭдуард ХливнойNo ratings yet
- P12x Ent A96Document668 pagesP12x Ent A96UmutNo ratings yet