You might also like
- Hydioic AcidDocument55 pagesHydioic AcidJamie Lynn Peters Taylor67% (12)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- API 570 EXAM D (50 OPEN BOOK Q & A) SOLUTIONSDocument38 pagesAPI 570 EXAM D (50 OPEN BOOK Q & A) SOLUTIONSShaalan Ali100% (2)
- Introduction To Corrosion MonitoringDocument8 pagesIntroduction To Corrosion MonitoringMalik2202No ratings yet
- Corrosion MonitoringDocument8 pagesCorrosion MonitoringEleonoraNo ratings yet
- Corrosion MonitoringDocument22 pagesCorrosion MonitoringJai Patel100% (2)
- Online Corrosion Monitoring For DummiesDocument0 pagesOnline Corrosion Monitoring For DummiesDimas Aldiantono100% (1)
- Corrosion Monitoring in Petroleum Refineries: K.R. Soni, Saga Global ConsultantsDocument40 pagesCorrosion Monitoring in Petroleum Refineries: K.R. Soni, Saga Global Consultantsokoro matthewNo ratings yet
- CH 20Document17 pagesCH 20Shonar KellaNo ratings yet
- Internal Corrosion Monitering Systems in Oil & Gas IndustryDocument26 pagesInternal Corrosion Monitering Systems in Oil & Gas IndustryFelix Julio Céspedes SotoNo ratings yet
- CorrosionDocument14 pagesCorrosionChalakAhmedNo ratings yet
- Industrial Applications: Purpose and Importance Ofin-Plant TestingDocument7 pagesIndustrial Applications: Purpose and Importance Ofin-Plant Testingdraindrop8606No ratings yet
- Corrosion Monitoring Techniques (R-815)Document8 pagesCorrosion Monitoring Techniques (R-815)Ernesto LeonNo ratings yet
- Corrosion Probe TypeDocument26 pagesCorrosion Probe TypeFirman MuttaqinNo ratings yet
- Corrosion (Final)Document27 pagesCorrosion (Final)Chris AngNo ratings yet
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocument4 pagesIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- AirCorr PaperDocument22 pagesAirCorr Papernaren57No ratings yet
- Solutions For Corrosion Monitoring in RefineriesDocument14 pagesSolutions For Corrosion Monitoring in RefineriesKUNALNo ratings yet
- 21 - Corrosion Monitoring in Oil & Gas IndustryDocument5 pages21 - Corrosion Monitoring in Oil & Gas IndustryMohamed F. OmarNo ratings yet
- SLB. Corrosion MonitoringDocument67 pagesSLB. Corrosion MonitoringMauricio Sanchez BNo ratings yet
- IR Imaging Evaluates PE Pipe WeldsDocument7 pagesIR Imaging Evaluates PE Pipe WeldscarlosNo ratings yet
- Knowledge Sharing - Corrosion Monitoring in PPTSB - 21st August 2011Document11 pagesKnowledge Sharing - Corrosion Monitoring in PPTSB - 21st August 2011ahmad exsanNo ratings yet
- Corrosion Monitoring TechniquesDocument34 pagesCorrosion Monitoring TechniquesMubarik AliNo ratings yet
- NDT (Methods & Applications)Document16 pagesNDT (Methods & Applications)Ahmed Adel100% (1)
- 1 - Introduction - 2021 - Techniques For Corrosion MonitoringDocument5 pages1 - Introduction - 2021 - Techniques For Corrosion MonitoringKhalil Abdul RazakNo ratings yet
- The Importance of Corrosion Monitoring in Oilfield SystemsDocument19 pagesThe Importance of Corrosion Monitoring in Oilfield Systemsahmadlie100% (1)
- Eddy Current TestingDocument73 pagesEddy Current Testingnathgsurendra100% (2)
- CorrosionDocument13 pagesCorrosionLikhith NalluriNo ratings yet
- Electrical Resistance General InformationDocument2 pagesElectrical Resistance General Informationbon333No ratings yet
- Corrosion Testing and MeasurementsDocument9 pagesCorrosion Testing and MeasurementsVaish NaviNo ratings yet
- What Are Corrosion Monitoring MethodsDocument1 pageWhat Are Corrosion Monitoring MethodsalwacsNo ratings yet
- Corossion Coupon FullCatalogDocument131 pagesCorossion Coupon FullCatalogashsurya2008No ratings yet
- Ultrasonic Non-Destructive TestingDocument4 pagesUltrasonic Non-Destructive TestingEAGLESNo ratings yet
- ECT Signal AnalysisDocument92 pagesECT Signal AnalysisMuhammad Noor Fadhli100% (8)
- 02 Corrosion Monitoring ManualDocument92 pages02 Corrosion Monitoring Manualade2012100% (6)
- Nondestructive Testing HHHDocument13 pagesNondestructive Testing HHHzidaaanNo ratings yet
- Monitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueDocument12 pagesMonitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueGonzalo TelleríaNo ratings yet
- Metals 14 00066Document15 pagesMetals 14 00066Alaa TahaNo ratings yet
- Heat Exchanger Tube InspectionDocument4 pagesHeat Exchanger Tube InspectionBharat KhandekarNo ratings yet
- Ultrasonic TestingDocument4 pagesUltrasonic TestingSyahmie AzreeNo ratings yet
- Sensors For Quality Control in Welding: Soldagem & Inspeção December 2011Document27 pagesSensors For Quality Control in Welding: Soldagem & Inspeção December 2011Mina RemonNo ratings yet
- Materials Today: Proceedings: Amit Thoriya, Tarak Vora, Pius NyanziDocument8 pagesMaterials Today: Proceedings: Amit Thoriya, Tarak Vora, Pius NyanziPIUSNo ratings yet
- Detection TechniquesDocument41 pagesDetection TechniquesLikhith NalluriNo ratings yet
- Arasu Engineering College NDT MethodsDocument15 pagesArasu Engineering College NDT MethodsvigneshNo ratings yet
- Inspection and Quality ControlDocument33 pagesInspection and Quality ControlMuhammad HammadNo ratings yet
- Non Distractive Tisting GroupDocument27 pagesNon Distractive Tisting GrouphusseinNo ratings yet
- Liquid Penetrant TestingDocument22 pagesLiquid Penetrant TestingLeon Heart FCNo ratings yet
- What Is Corrosion MoniotirngDocument2 pagesWhat Is Corrosion Moniotirngmmmg4747No ratings yet
- Corrosion Testing Methods & TechniquesDocument25 pagesCorrosion Testing Methods & TechniquesgereNo ratings yet
- Corrosion - Electrochemical MethodsDocument1 pageCorrosion - Electrochemical MethodsjuegyiNo ratings yet
- Tube Inspection Flyer Up Global 1 PDFDocument2 pagesTube Inspection Flyer Up Global 1 PDFSanadNo ratings yet
- Eddy Current White PaperDocument25 pagesEddy Current White PapervrapciudorianNo ratings yet
- Maintenance Assig# 01Document7 pagesMaintenance Assig# 01usama SaeedNo ratings yet
- Dacon AndtDocument30 pagesDacon AndtCepi Sindang Kamulan100% (1)
- Advance NDTDocument17 pagesAdvance NDTGOUTHAM RATHINAMNo ratings yet
- ER & LPR corrosion probesDocument2 pagesER & LPR corrosion probesRajib NagNo ratings yet
- Technical Information Regarding Corrosion Testing - : by A. S. KrisherDocument2 pagesTechnical Information Regarding Corrosion Testing - : by A. S. KrisherWilliam Fernando Barrera ArangurenNo ratings yet
- PT Surveyor Indonesia Failure Analysis ReportDocument32 pagesPT Surveyor Indonesia Failure Analysis ReportArifin Zaky100% (3)
- Conventional Corrosion Detection MethodDocument7 pagesConventional Corrosion Detection MethodAmir HoseiniNo ratings yet
- Corrosion Meausrements 192Document20 pagesCorrosion Meausrements 192Alaa JawadNo ratings yet
- Sensors 22 07562 v2Document29 pagesSensors 22 07562 v2sautoudosu001No ratings yet
- Vessel 1Document2 pagesVessel 1Latif RadwanNo ratings yet
- Orca Share Media1459024376223Document1 pageOrca Share Media1459024376223Latif RadwanNo ratings yet
- Mechanical Behavior SheetsDocument25 pagesMechanical Behavior SheetsLatif RadwanNo ratings yet
- Daily Exam 1B OpenDocument6 pagesDaily Exam 1B OpenLatif RadwanNo ratings yet
- Daily Exam 4B OpenDocument4 pagesDaily Exam 4B OpenLatif RadwanNo ratings yet
- EIA Corrosion Control Training CertificateDocument1 pageEIA Corrosion Control Training CertificateLatif RadwanNo ratings yet
- 1169 Bok 20180611Document9 pages1169 Bok 20180611UNNIKRISHNAN NAIRNo ratings yet
- Storage TankDocument97 pagesStorage TankKishor PatelNo ratings yet
- Asme b31.3 2020definDocument1 pageAsme b31.3 2020definLatif RadwanNo ratings yet
- 1 FayDocument1 page1 FayLatif RadwanNo ratings yet
- Metal Pipe - Seamless Pipe - ERW Pipe - Galvanized Pipe - Trupply LLCDocument12 pagesMetal Pipe - Seamless Pipe - ERW Pipe - Galvanized Pipe - Trupply LLCLatif RadwanNo ratings yet
- Curing and Surface Preparation Effects on Coating AdhesionDocument120 pagesCuring and Surface Preparation Effects on Coating AdhesionLatif RadwanNo ratings yet
- Corr InhDocument38 pagesCorr InhLatif RadwanNo ratings yet
- 1.1-Definition of Corrosion: 1.3.1 - Conditions Necessary For CorrosionDocument38 pages1.1-Definition of Corrosion: 1.3.1 - Conditions Necessary For CorrosionLatif RadwanNo ratings yet
- Coating Standards - Matergenics IncDocument4 pagesCoating Standards - Matergenics IncLatif RadwanNo ratings yet
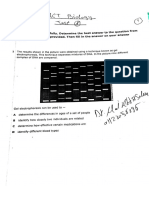
- ACT Biology 5Document13 pagesACT Biology 5Latif RadwanNo ratings yet
- 2-Workshop Main Topics.: - Definition of Corrosion - Corrosion Losses - Corrosion Types - Corrosion Control MethodsDocument1 page2-Workshop Main Topics.: - Definition of Corrosion - Corrosion Losses - Corrosion Types - Corrosion Control MethodsLatif RadwanNo ratings yet
- Surface Preparation New Building May 2020Document5 pagesSurface Preparation New Building May 2020Latif RadwanNo ratings yet
- 2-Workshop Main Topics.: - Definition of Corrosion - Corrosion Losses - Corrosion Types - Corrosion Control MethodsDocument1 page2-Workshop Main Topics.: - Definition of Corrosion - Corrosion Losses - Corrosion Types - Corrosion Control MethodsLatif RadwanNo ratings yet
- Nistir: Quality Control of Panels of RigidDocument36 pagesNistir: Quality Control of Panels of RigidLatif RadwanNo ratings yet
- Passive and Active Transport MechanismsDocument8 pagesPassive and Active Transport MechanismsLatif RadwanNo ratings yet
- Classified - RespDocument6 pagesClassified - RespLatif RadwanNo ratings yet
- Classified - NervousDocument5 pagesClassified - NervousLatif RadwanNo ratings yet
- ACT Biology 2Document16 pagesACT Biology 2Latif RadwanNo ratings yet
- Staar Eoc 2016test Bio F 7Document39 pagesStaar Eoc 2016test Bio F 7api-293216402No ratings yet
- Classified - DigestiveDocument6 pagesClassified - DigestiveLatif RadwanNo ratings yet
- Classified - Musculosk.Document3 pagesClassified - Musculosk.Latif RadwanNo ratings yet
- ACT Biology 8Document16 pagesACT Biology 8Latif RadwanNo ratings yet
- C.V Mahmoud Abd-Ellatef Mahmoud Radwan: Personnel InformationDocument1 pageC.V Mahmoud Abd-Ellatef Mahmoud Radwan: Personnel InformationLatif RadwanNo ratings yet
- That They Have Both Hydrophilic and Hydrophobic RegionsDocument4 pagesThat They Have Both Hydrophilic and Hydrophobic RegionsChloie Marie RosalejosNo ratings yet
- Arkema Mbs Impact Modifiers PDFDocument8 pagesArkema Mbs Impact Modifiers PDFGaurav VoraNo ratings yet
- Structure and Nomenclature of HydrocarbonsDocument17 pagesStructure and Nomenclature of HydrocarbonsSaurabh ShuklaNo ratings yet
- Chemo Mechanical PolishingDocument5 pagesChemo Mechanical PolishingananthakumarNo ratings yet
- 4th Seminar - MicrowavesDocument54 pages4th Seminar - MicrowavesmonikaNo ratings yet
- CLASS XDocument12 pagesCLASS XdeepakNo ratings yet
- Module 2-ConcreteDocument17 pagesModule 2-ConcreteLiz Gaviola PescoNo ratings yet
- RVS PU College A: Alcohols BitsDocument4 pagesRVS PU College A: Alcohols BitsGowri ShankarNo ratings yet
- United States Patent: Hendi (Io) Patent No.: US 6,361,594 BL (45) Date of Patent: Mar. 26, 2002Document14 pagesUnited States Patent: Hendi (Io) Patent No.: US 6,361,594 BL (45) Date of Patent: Mar. 26, 2002Gabytsa BitsaNo ratings yet
- Preservation of Plants As FossilsDocument48 pagesPreservation of Plants As FossilsSUDHA GUPTANo ratings yet
- Full download book Electrochemical Power Sources Fundamentals Systems And Applications Hydrogen Production By Water Electrolysis Pdf pdfDocument41 pagesFull download book Electrochemical Power Sources Fundamentals Systems And Applications Hydrogen Production By Water Electrolysis Pdf pdfdennis.wallace581100% (11)
- NOCOLOK Brazing Process 2018 02Document8 pagesNOCOLOK Brazing Process 2018 02Pérsio Mozart PintoNo ratings yet
- Part-1st FSC (CH#2) CHM-1Document6 pagesPart-1st FSC (CH#2) CHM-1shakeelsamsoonNo ratings yet
- Chapter 5 Aldehydes, Ketones, and Chiral MoleculesDocument86 pagesChapter 5 Aldehydes, Ketones, and Chiral MoleculesMaisarah RazaliNo ratings yet
- Joseph Davidovits: Geopolymers -- Biography, 3 patents, &cDocument45 pagesJoseph Davidovits: Geopolymers -- Biography, 3 patents, &calexanderf_20100% (2)
- Determination of Strength of A Given Solution of Sodium Hydroxide by Titrating It Against Standard Solution of Oxalic AcidDocument3 pagesDetermination of Strength of A Given Solution of Sodium Hydroxide by Titrating It Against Standard Solution of Oxalic AcidbalwindermithaNo ratings yet
- Orthodontic Adhesives / Orthodontic Courses by Indian Dental AcademyDocument137 pagesOrthodontic Adhesives / Orthodontic Courses by Indian Dental Academyindian dental academyNo ratings yet
- Experiment 5 Chemistry of WineDocument5 pagesExperiment 5 Chemistry of WineJahnavi BlairNo ratings yet
- Experiment Number 5Document6 pagesExperiment Number 5Ali Hasan RazaNo ratings yet
- Pure Substances and MixturesDocument19 pagesPure Substances and MixturesMaria Florence Ybonne Sagot-InocentesNo ratings yet
- Analytical Chemistry 2.0Document51 pagesAnalytical Chemistry 2.0Joshua Richard Jr Tubiano PayopaninNo ratings yet
- Milesh Kothari's Chemistry Tutorial on Nitric Acid ReactionsDocument10 pagesMilesh Kothari's Chemistry Tutorial on Nitric Acid ReactionsarinnNo ratings yet
- Investigate pH Levels of Household ItemsDocument3 pagesInvestigate pH Levels of Household ItemsRidhi ParwaniNo ratings yet
- Scouring 1Document36 pagesScouring 1aminul islamNo ratings yet
- HSE Questions on Polymers: Homopolymers, Copolymers, Thermoplastics & ThermosetsDocument2 pagesHSE Questions on Polymers: Homopolymers, Copolymers, Thermoplastics & Thermosetsadithya4rajNo ratings yet
- Tabela Winsor NewtonDocument2 pagesTabela Winsor NewtonKrzysztof KowalskiNo ratings yet
- Tipe ChipDocument3 pagesTipe ChipHary RespatiNo ratings yet
- Msds Colonial Aos-40Document3 pagesMsds Colonial Aos-40mndmatt100% (2)
- Topic: Structure and Function of Haemoglobin: GC University, LahoreDocument8 pagesTopic: Structure and Function of Haemoglobin: GC University, LahoreAbdullah MunawarNo ratings yet