You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- 282 Group PaperDocument15 pages282 Group Paperapi-538048965No ratings yet
- 380 Final PaperDocument46 pages380 Final Paperapi-538048965No ratings yet
- Shoe Rack-2Document42 pagesShoe Rack-2api-538048965No ratings yet
- Shaft Process PlannerDocument1 pageShaft Process Plannerapi-538048965No ratings yet
- Rotor Process PlannerDocument2 pagesRotor Process Plannerapi-538048965No ratings yet
- Frame Process PlannerDocument5 pagesFrame Process Plannerapi-538048965No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Arduino Uno CNC ShieldDocument11 pagesArduino Uno CNC ShieldMărian IoanNo ratings yet
- CH 04Document19 pagesCH 04Charmaine Bernados BrucalNo ratings yet
- Introduction To BiogasDocument5 pagesIntroduction To BiogasLouis EldertardNo ratings yet
- A Review of Service Quality ModelsDocument8 pagesA Review of Service Quality ModelsJimmiJini100% (1)
- IcarosDesktop ManualDocument151 pagesIcarosDesktop ManualAsztal TavoliNo ratings yet
- Specifications (018-001) : WarningDocument6 pagesSpecifications (018-001) : WarningRómulo Simón Lizarraga LeónNo ratings yet
- Switching Simulation in GNS3 - GNS3Document3 pagesSwitching Simulation in GNS3 - GNS3Jerry Fourier KemeNo ratings yet
- Bank Danamon Organization ChartDocument4 pagesBank Danamon Organization ChartFaisal Agus NugrahaNo ratings yet
- Chapter 2Document8 pagesChapter 2Fahmia MidtimbangNo ratings yet
- Case Study - Kelompok 2Document5 pagesCase Study - Kelompok 2elida wenNo ratings yet
- 10 Killer Tips For Transcribing Jazz Solos - Jazz AdviceDocument21 pages10 Killer Tips For Transcribing Jazz Solos - Jazz Advicecdmb100% (2)
- TFGDocument46 pagesTFGAlex Gigena50% (2)
- HSCC SRH 0705 PDFDocument1 pageHSCC SRH 0705 PDFBhawna KapoorNo ratings yet
- DION IMPACT 9102 SeriesDocument5 pagesDION IMPACT 9102 SeriesLENEEVERSONNo ratings yet
- 2-1. Drifting & Tunneling Drilling Tools PDFDocument9 pages2-1. Drifting & Tunneling Drilling Tools PDFSubhash KediaNo ratings yet
- Convection Transfer EquationsDocument9 pagesConvection Transfer EquationsA.N.M. Mominul Islam MukutNo ratings yet
- GE 7 ReportDocument31 pagesGE 7 ReportMark Anthony FergusonNo ratings yet
- Case Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityDocument5 pagesCase Study Single Sign On Solution Implementation Software Luxoft For Ping IdentityluxoftNo ratings yet
- BARUDocument53 pagesBARUhueuaNo ratings yet
- Participants ListDocument13 pagesParticipants Listmailway002No ratings yet
- Phylogeny Practice ProblemsDocument3 pagesPhylogeny Practice ProblemsSusan Johnson100% (1)
- Iphone and Ipad Development TU GrazDocument2 pagesIphone and Ipad Development TU GrazMartinNo ratings yet
- Chemistry Investigatory Project (R)Document23 pagesChemistry Investigatory Project (R)BhagyashreeNo ratings yet
- Transportasi Distribusi MigasDocument25 pagesTransportasi Distribusi MigasDian Permatasari100% (1)
- Aakriti 1Document92 pagesAakriti 1raghav bansalNo ratings yet
- 07 GDL Web-Site 04 (2021-2022) For 15284Document2 pages07 GDL Web-Site 04 (2021-2022) For 15284ABCDNo ratings yet
- Asterisk NowDocument82 pagesAsterisk Nowkambojk100% (1)
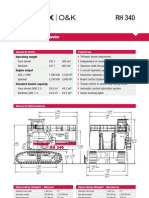
- Hydraulic Mining ExcavatorDocument8 pagesHydraulic Mining Excavatorasditia_07100% (1)
- Playing With Pop-Ups - The Art of Dimensional, Moving Paper DesignsDocument147 pagesPlaying With Pop-Ups - The Art of Dimensional, Moving Paper DesignsSara100% (4)
- EKRP311 Vc-Jun2022Document3 pagesEKRP311 Vc-Jun2022dfmosesi78No ratings yet