You might also like
- Frame Process PlannerDocument5 pagesFrame Process Plannerapi-538048965No ratings yet
- Rotor Process PlannerDocument2 pagesRotor Process Plannerapi-538048965No ratings yet
- Design of Steel ShedDocument164 pagesDesign of Steel ShedKilaru HareeshNo ratings yet
- Ee9al Ee5d Pedro Dalino PDF File 3Document8 pagesEe9al Ee5d Pedro Dalino PDF File 3jenixson tamondongNo ratings yet
- Laporan KerjaDocument1 pageLaporan Kerjagenta abadiNo ratings yet
- Operation Sheet (2) - UprightDocument1 pageOperation Sheet (2) - Uprightalinader20022No ratings yet
- Ewc Atc 3.5.1.16 Tut JR 07 0058Document11 pagesEwc Atc 3.5.1.16 Tut JR 07 0058francisbautistaNo ratings yet
- Mounting Face TappingDocument1 pageMounting Face TappingChiller PartyNo ratings yet
- Internship in Textile Wet Processing/ Garments Etc: (Student's Name Reg. #) (Student's Name Reg. #) Session 2016-20Document17 pagesInternship in Textile Wet Processing/ Garments Etc: (Student's Name Reg. #) (Student's Name Reg. #) Session 2016-20zeshanNo ratings yet
- Project Doc. No. Prepared Date Title Design of Rectangular Beams Revision Checked DateDocument1 pageProject Doc. No. Prepared Date Title Design of Rectangular Beams Revision Checked DateGovendan GopalakrishnanNo ratings yet
- Control Plan FormatDocument1 pageControl Plan FormatMagesh WaranNo ratings yet
- Dpti 002 19Document1 pageDpti 002 19Joshua CooperNo ratings yet
- Dpti 002 14Document1 pageDpti 002 14Joshua CooperNo ratings yet
- Tub Mill Fist Piece & Inprocess Inspection ReportDocument1 pageTub Mill Fist Piece & Inprocess Inspection ReportZeeshan PathanNo ratings yet
- Liner Slot Diffuser - 2 Slots 300lpsDocument1 pageLiner Slot Diffuser - 2 Slots 300lpsSameeh KaddouraNo ratings yet
- RC Piling Method for Elevated Water TankDocument6 pagesRC Piling Method for Elevated Water TankPUI CHEE KHIAN100% (3)
- Dpti 002 18Document1 pageDpti 002 18Joshua CooperNo ratings yet
- Certificado de Tanque de GLPDocument2 pagesCertificado de Tanque de GLPMirian Mamani ChNo ratings yet
- Dpti 002 37Document1 pageDpti 002 37Joshua CooperNo ratings yet
- DDR 10-Feb 2024Document20 pagesDDR 10-Feb 2024lehibyardNo ratings yet
- Sawant Rupesh C.: B. Tech. (PRODUCTION) (D-050729) Under Guidance ofDocument33 pagesSawant Rupesh C.: B. Tech. (PRODUCTION) (D-050729) Under Guidance ofDIPAK VINAYAK SHIRBHATENo ratings yet
- Báo Cáo Test DaikouDocument1 pageBáo Cáo Test Daikoutuananhngo19096No ratings yet
- Air Cooled Heat Exchanger: General InformationDocument2 pagesAir Cooled Heat Exchanger: General Informationcorey jacobsNo ratings yet
- 300 Cutting Data Manual Smart Focus 300+FC-300+PerCut4000Document36 pages300 Cutting Data Manual Smart Focus 300+FC-300+PerCut4000peswanipgNo ratings yet
- Water Tank Structural Analysis ReportDocument7 pagesWater Tank Structural Analysis Report31 Gunjal AniketNo ratings yet
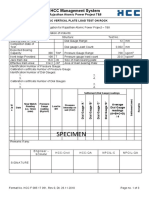
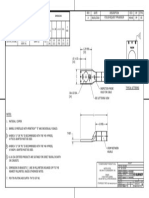
- HCC F 085 17 091, R 00 - 1 of 3 - Cyclic Vertical Plate Load Test On RockDocument1 pageHCC F 085 17 091, R 00 - 1 of 3 - Cyclic Vertical Plate Load Test On RockAshwin JadhavNo ratings yet
- FormP-005 - Pile Load TestDocument1 pageFormP-005 - Pile Load Testkrishna KumarNo ratings yet
- Operator's Manual: CP7731/CP7732 Series 3/8 & 1/2 Impact WrenchDocument32 pagesOperator's Manual: CP7731/CP7732 Series 3/8 & 1/2 Impact WrenchGabriela de Jesús Ruíz OrantesNo ratings yet
- Reference List ACHE PDFDocument8 pagesReference List ACHE PDFMarakanaMaheshNo ratings yet
- 1.RFI COVER-combinedDocument3 pages1.RFI COVER-combinednatamas systemsNo ratings yet
- Head 4-In Standard Rev2010Document3 pagesHead 4-In Standard Rev2010densrxNo ratings yet
- Daily Report CoatingDocument2 pagesDaily Report CoatingjhdmssNo ratings yet
- (Name and Address of Manufacturer) : Body Flanges On ShellsDocument3 pages(Name and Address of Manufacturer) : Body Flanges On Shellsjoseph alcantara perezNo ratings yet
- Side FacingDocument1 pageSide FacingChiller PartyNo ratings yet
- Thermowells Threaded TRC 0320Document2 pagesThermowells Threaded TRC 0320Fernando ChavezNo ratings yet
- Add Work RappDocument4 pagesAdd Work Rappsumantri NCNo ratings yet
- SJ71-00055D (08Q) Cylinder CAN Process Inspection Check Sheet (SE)Document6 pagesSJ71-00055D (08Q) Cylinder CAN Process Inspection Check Sheet (SE)segar PalanisamyNo ratings yet
- Master Plan For FS Activities 2019Document2 pagesMaster Plan For FS Activities 2019Ardiansyah ILmanNo ratings yet
- Certificado Tatsa TK-500 (H2301476-H2301491)Document3 pagesCertificado Tatsa TK-500 (H2301476-H2301491)Carlos Alonso SintiNo ratings yet
- Dpti 004 14Document1 pageDpti 004 14Joshua CooperNo ratings yet
- 130cutting Data Manual Smart Focus 130+FC-300+PerCut2000 2016-01-15Document28 pages130cutting Data Manual Smart Focus 130+FC-300+PerCut2000 2016-01-15peswanipgNo ratings yet
- Zapata BurdnyDocument1 pageZapata BurdnyjoseNo ratings yet
- Cougar Shock Tool Product Technical SheetDocument2 pagesCougar Shock Tool Product Technical SheetJulio Alejandro Rojas BarbaNo ratings yet
- Flange FacingDocument1 pageFlange FacingChiller PartyNo ratings yet
- T BEAM Rectangular Beam 3sections FinalDocument24 pagesT BEAM Rectangular Beam 3sections FinalDipanjan MitraNo ratings yet
- RT Request: Hail Surface Facilities Eps ProjectDocument4 pagesRT Request: Hail Surface Facilities Eps ProjectAnonymous AdofXEYAgENo ratings yet
- RT Request: Hail Surface Facilities Eps ProjectDocument4 pagesRT Request: Hail Surface Facilities Eps ProjectAnonymous AdofXEYAgENo ratings yet
- Asme U1Document1 pageAsme U1arif99pakNo ratings yet
- Casefbwrg JKDocument29 pagesCasefbwrg JKSmileNo ratings yet
- FlipCUT Brochure 06-24-16 PDFDocument16 pagesFlipCUT Brochure 06-24-16 PDFAlexandre SouzaNo ratings yet
- Quality Report N2 Receiver 3.3 J1363 U1A - N2 ReceiverDocument2 pagesQuality Report N2 Receiver 3.3 J1363 U1A - N2 Receiverjuan aguilarNo ratings yet
- WNMG 080408 (Sprocket) TitanDocument1 pageWNMG 080408 (Sprocket) TitanLiliana YuniantoNo ratings yet
- Reverse Camera Installation Guide: Tools and Supplies NeededDocument9 pagesReverse Camera Installation Guide: Tools and Supplies Neededaxell AxelzonNo ratings yet
- BPVC Viii 1 U-1a-2021Document5 pagesBPVC Viii 1 U-1a-2021SivaramkumarNo ratings yet
- DDR FB8 14-Feb 2024Document22 pagesDDR FB8 14-Feb 2024lehibyardNo ratings yet
- (Name and Address of Manufacturer) : Body Flanges On ShellsDocument3 pages(Name and Address of Manufacturer) : Body Flanges On ShellsNancy FloresNo ratings yet
- Rotating Equipment List: A. ProcessDocument2 pagesRotating Equipment List: A. ProcesshungNo ratings yet
- Dfa AnalyseDocument8 pagesDfa Analyseapi-350519371No ratings yet
- Mv-22 Details 02Document1 pageMv-22 Details 02riyazNo ratings yet
- 282 Group PaperDocument15 pages282 Group Paperapi-538048965No ratings yet
- Mech313 Final Design Project Na Charles Piper 40080356Document25 pagesMech313 Final Design Project Na Charles Piper 40080356api-538048965No ratings yet
- 380 Final PaperDocument46 pages380 Final Paperapi-538048965No ratings yet
- Assembly ProcedureDocument3 pagesAssembly Procedureapi-538048965No ratings yet
- Shoe Rack-2Document42 pagesShoe Rack-2api-538048965No ratings yet
- SEMI Detailed Lesson Plan in Tle DressmakingDocument15 pagesSEMI Detailed Lesson Plan in Tle DressmakingRenie Federico92% (115)
- Module 1Document21 pagesModule 1AzizNo ratings yet
- Baby Go To Leggings PatternDocument12 pagesBaby Go To Leggings Patterncamby1No ratings yet
- Unimat MUNIMAT MACHINE TOOL 3RD EDITIONachine Tool 3rd EditionDocument37 pagesUnimat MUNIMAT MACHINE TOOL 3RD EDITIONachine Tool 3rd Editionjojora100% (5)
- Japanese Shoji Cabinet Inspired BookcaseDocument17 pagesJapanese Shoji Cabinet Inspired BookcaseRicardo Salcido67% (15)
- Tolerance Standard Table For Engineering DrawingsDocument12 pagesTolerance Standard Table For Engineering Drawingsவிவேக் குருசாமிNo ratings yet
- M.CAROL (Set B) - Lana Lui MadeDocument18 pagesM.CAROL (Set B) - Lana Lui MadeAnaPalaciosGutierrez100% (1)
- Crochet Firefly Amigurumi PDF Free PatternDocument7 pagesCrochet Firefly Amigurumi PDF Free PatternSandraNo ratings yet
- Pattern Making PDFDocument360 pagesPattern Making PDFloosenut100% (2)
- Cutting ToolsDocument2 pagesCutting ToolsVivialyn YumulNo ratings yet
- Modern Garden Cardigan 2013Document5 pagesModern Garden Cardigan 2013JWilhNo ratings yet
- China Pottery AnalysisDocument10 pagesChina Pottery AnalysisNikhil ToshniwalNo ratings yet
- Kenmore 158.1240 Sewing Machine Instruction ManualDocument47 pagesKenmore 158.1240 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Make A Plaid Cutting Board: InstructablesDocument8 pagesMake A Plaid Cutting Board: InstructablesRod Hyatt100% (1)
- Zodiac Dragon Baby - Crochet Amigurumi Doll Pattern PDFDocument14 pagesZodiac Dragon Baby - Crochet Amigurumi Doll Pattern PDFMaika Pardo100% (1)
- All Summer Long Classes: Closed Thursday July 4thDocument9 pagesAll Summer Long Classes: Closed Thursday July 4thKristina RostNo ratings yet
- Lathe MachineDocument12 pagesLathe MachineHermilih SiregarNo ratings yet
- The Complete Guide To Outdoor Carpentry - Complete Plans For Beautiful Backyard Building ProjectsDocument211 pagesThe Complete Guide To Outdoor Carpentry - Complete Plans For Beautiful Backyard Building ProjectsAmmad Ahmad100% (2)
- 2nd Sem Question PDFDocument36 pages2nd Sem Question PDFjankimchandraNo ratings yet
- Forgotten Local Materials and Techniques - CPARDocument3 pagesForgotten Local Materials and Techniques - CPARacorbashleyNo ratings yet
- Turning Parameters for ASTM A1045 SteelDocument3 pagesTurning Parameters for ASTM A1045 SteelElang KevinNo ratings yet
- Crochet Parrot Toy DIY InstructionsDocument18 pagesCrochet Parrot Toy DIY Instructionsmalu diaz100% (4)
- Courses Offerd-1 KTDMCDocument31 pagesCourses Offerd-1 KTDMCusamaumerNo ratings yet
- Circus Lion Free Crochet Pattern by Elisa's CrochetDocument6 pagesCircus Lion Free Crochet Pattern by Elisa's CrochetCristiane Serra100% (1)
- Pec Ifica Tion .PW: Surface Vehicle InformationDocument11 pagesPec Ifica Tion .PW: Surface Vehicle InformationCelso100% (1)
- Sears Kenmore Model 52 / Model 158.523Document36 pagesSears Kenmore Model 52 / Model 158.523Christopher Orrell67% (3)
- Project Report FinalDocument87 pagesProject Report FinalarunNo ratings yet
- Wonderable Catalogue 2013 LRDocument57 pagesWonderable Catalogue 2013 LRPatrick NellestijnNo ratings yet
- Welding Technology GuideDocument25 pagesWelding Technology GuideApras TyoNo ratings yet
- Caswell ScarfDocument1 pageCaswell ScarfArashi KenseiNo ratings yet