You might also like
- NAVSEA T9074 As GIB 010 271 Requirements For Nondestructive Testing MethodsDocument118 pagesNAVSEA T9074 As GIB 010 271 Requirements For Nondestructive Testing MethodsAle FatalaNo ratings yet
- Welder's Qualification Test - TemplateDocument2 pagesWelder's Qualification Test - TemplateDiosdado Mingi Jr.100% (3)
- Mixing and Bagging Company Production ProcessDocument2 pagesMixing and Bagging Company Production ProcessMiiMii Imperial Ayuste33% (6)
- Eutectic CastolinDocument70 pagesEutectic Castolingerardcalabrese100% (1)
- Welder Qualification Form for Rana Pratap ChouhanDocument1 pageWelder Qualification Form for Rana Pratap ChouhanMahendra singhNo ratings yet
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNo ratings yet
- Atf Wpqr-Blank v1Document1 pageAtf Wpqr-Blank v1lth770310No ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Florida Homestead AplicationDocument4 pagesFlorida Homestead AplicationJohn DollNo ratings yet
- 5A-QA-PL-02Rev00 - Project Execution and Quality PlanDocument34 pages5A-QA-PL-02Rev00 - Project Execution and Quality Planirzaldy100% (8)
- High Rise Construction Methods: Concrete vs SteelDocument4 pagesHigh Rise Construction Methods: Concrete vs SteelnanamallowNo ratings yet
- WPQR SampleDocument1 pageWPQR SampleccbmitNo ratings yet
- WPQR Record for Welder Jaun Velez FCAW ProcessDocument1 pageWPQR Record for Welder Jaun Velez FCAW ProcessJBStringerNo ratings yet
- Pipe-to-Plate Welding Qualification Test RecordDocument1 pagePipe-to-Plate Welding Qualification Test RecordErick GoyesNo ratings yet
- Welders CertDocument11 pagesWelders CertAhmed GomaaNo ratings yet
- 3g Tar WPQTR Form Aws d1.1Document2 pages3g Tar WPQTR Form Aws d1.1Scott AdkinsNo ratings yet
- 6gr Smaw WQTR - F. Edilo (Sn-189)Document1 page6gr Smaw WQTR - F. Edilo (Sn-189)hanz bermejoNo ratings yet
- WQT Form (AWS D1.1) 04-23Document1 pageWQT Form (AWS D1.1) 04-23hanz bermejoNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsDocument9 pagesWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- Welding Procedure Specification for Vertical Storage TanksDocument6 pagesWelding Procedure Specification for Vertical Storage TanksYASH BARDHAN SinghNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Wps Pqrwelding SCSP COUPON Phpapp02Document14 pagesWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoNo ratings yet
- Abdul Muhid WPQRDocument1 pageAbdul Muhid WPQRChandra Bintang W.PNo ratings yet
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- SEW Welder Performance QualificationsDocument18 pagesSEW Welder Performance QualificationsmahendraNo ratings yet
- SampleDocument5 pagesSample이훈No ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- WPQ FormatDocument8 pagesWPQ FormatsanjaykumarmauryaNo ratings yet
- Welder Certificate UpdatedDocument25 pagesWelder Certificate Updatedm.aljhany18No ratings yet
- NYX Ndustries ZC: Welder Performance Qualification RecordDocument1 pageNYX Ndustries ZC: Welder Performance Qualification RecordanoopkumarNo ratings yet
- MD - Akibur Sheikh WQTDocument2 pagesMD - Akibur Sheikh WQTMD Shadikul Huq ShezanNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- ASME Welding Procedure Specification (WPS) SummaryDocument3 pagesASME Welding Procedure Specification (WPS) SummaryvenkateshNo ratings yet
- Alumana Welder IDDocument7 pagesAlumana Welder IDZuberYousufNo ratings yet
- PT. VISTA BANGUN UTAMA Welder QualificationDocument1 pagePT. VISTA BANGUN UTAMA Welder QualificationHaryanto RNo ratings yet
- PWPS DonpyDocument1 pagePWPS DonpyANDINTA MUDA YUSUFNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- Screenshot 2023-01-31 at 5.18.21 PMDocument9 pagesScreenshot 2023-01-31 at 5.18.21 PMisanNo ratings yet
- Sujan Das WQTDocument2 pagesSujan Das WQTMD Shadikul Huq ShezanNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Document2 pagesWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin Romero100% (1)
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Document1 pageWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Document2 pagesWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajNo ratings yet
- WPQ Formats NEWDocument4 pagesWPQ Formats NEWMANABENDRA MAITRANo ratings yet
- WPQ 006Document1 pageWPQ 006vinuNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- WPQ Format - SMAWDocument3 pagesWPQ Format - SMAWBalkishan DyavanapellyNo ratings yet
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocument1 pageWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNo ratings yet
- WPS CuNiDocument4 pagesWPS CuNiSripathyNo ratings yet
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Document2 pages(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Welder Peformance Qualification Record: Pearl GTL Project - Liquid Processing Unit (C5)Document3 pagesWelder Peformance Qualification Record: Pearl GTL Project - Liquid Processing Unit (C5)SANUNo ratings yet
- Welder'S Qualification Test Certificate: Plate TO Plate Plate and Pipe Dia 500Document3 pagesWelder'S Qualification Test Certificate: Plate TO Plate Plate and Pipe Dia 500Er Pralabh ShahNo ratings yet
- Welder Performance Qualification (WPQ)Document1 pageWelder Performance Qualification (WPQ)JBStringerNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- WPS & PQR (E Co Cr-E)Document3 pagesWPS & PQR (E Co Cr-E)HossamSAshourNo ratings yet
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNo ratings yet
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)ventas ventasNo ratings yet
- KKJV WPS PP01Document2 pagesKKJV WPS PP01serbay tuncaNo ratings yet
- Welder Performance Qualification (WPQ)Document1 pageWelder Performance Qualification (WPQ)JBStringerNo ratings yet
- Welder Performance Qualification (WPQ)Document1 pageWelder Performance Qualification (WPQ)JBStringerNo ratings yet
- CleanCalculator 560 PDFDocument1 pageCleanCalculator 560 PDFJBStringerNo ratings yet
- Facility SurveyDocument2 pagesFacility SurveyJBStringerNo ratings yet
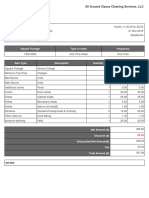
- Invoice: Square Footage Type of Clean FrequencyDocument1 pageInvoice: Square Footage Type of Clean FrequencyJBStringerNo ratings yet
- LB Folster Test PlatesDocument2 pagesLB Folster Test PlatesJBStringerNo ratings yet
- Report PDFDocument2 pagesReport PDFJBStringerNo ratings yet
- American Legalnet, IncDocument1 pageAmerican Legalnet, IncJBStringerNo ratings yet
- Quality Control ManualDocument15 pagesQuality Control ManualJBStringerNo ratings yet
- DT-5240 Qc-11-Smaw-1Document1 pageDT-5240 Qc-11-Smaw-1JBStringerNo ratings yet
- DT-5240 Qc-11-Smaw-1Document1 pageDT-5240 Qc-11-Smaw-1JBStringerNo ratings yet
- Brochure Impact CrusherDocument36 pagesBrochure Impact CrusherMohammad YounesNo ratings yet
- 10 - Duplex Stainless Steel Offer For Oil & GasDocument44 pages10 - Duplex Stainless Steel Offer For Oil & GasbaluNo ratings yet
- Robatherm All in One EngDocument12 pagesRobatherm All in One Engdimchien100% (1)
- Hospitality prospects in the UKDocument4 pagesHospitality prospects in the UKAR SikdarNo ratings yet
- QestionnaireDocument105 pagesQestionnaireAnuj SharmaNo ratings yet
- Kaizen Costing: Continuous Improvement for Lower CostsDocument20 pagesKaizen Costing: Continuous Improvement for Lower Costsjigyasamiddha0% (1)
- Sales Account Manager in Detroit MI Resume Michael O'DonnellDocument2 pagesSales Account Manager in Detroit MI Resume Michael O'DonnellMichaelODonnellNo ratings yet
- PCB RepairDocument23 pagesPCB RepairArvind Nangare100% (1)
- DLSU MBA Operations Management Term Paper FinalDocument36 pagesDLSU MBA Operations Management Term Paper Finalfccts38No ratings yet
- Routing - PPT by Gopal K. DixitDocument38 pagesRouting - PPT by Gopal K. DixitkaashniNo ratings yet
- BMH Company Presentation - 52013 PDFDocument15 pagesBMH Company Presentation - 52013 PDFRoulli FlasherNo ratings yet
- ABC Analysis Reveals True Costs of Wine ProductsDocument11 pagesABC Analysis Reveals True Costs of Wine ProductsShelly ElamNo ratings yet
- PanasonicDocument6 pagesPanasonicMichelle McdonaldNo ratings yet
- Welding consumables guide to electrodes and filler metalsDocument12 pagesWelding consumables guide to electrodes and filler metalsMuhammed SulfeekNo ratings yet
- VP Director Manager Apparel Operations in NYC Resume Sandra MartinelliDocument1 pageVP Director Manager Apparel Operations in NYC Resume Sandra MartinelliSandraMartinelliNo ratings yet
- I&TP Piping WorksDocument11 pagesI&TP Piping Worksmesmerize59100% (1)
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- LIST SEC Prequalified Suppliers ListDocument36 pagesLIST SEC Prequalified Suppliers Listbkh100% (1)
- 3R For EDMDocument76 pages3R For EDMSree Raj100% (1)
- NCPWBDocument8 pagesNCPWBfraemddNo ratings yet
- Brief Report on Resources, Infrastructure, Industries and Investment Opportunities of H.D Kote TalukDocument4 pagesBrief Report on Resources, Infrastructure, Industries and Investment Opportunities of H.D Kote TalukDhivya Kumar100% (1)
- Guided Wave InspectionDocument1 pageGuided Wave InspectionJomer J SimpsonNo ratings yet
- 242 DMR RetainingRings C0J-W01Document120 pages242 DMR RetainingRings C0J-W01Thanh CongNo ratings yet
- Lean Training New PDFDocument93 pagesLean Training New PDFRagu RamsinghNo ratings yet
- Research Cold StorageDocument6 pagesResearch Cold StorageApivit MalichaiNo ratings yet
- International Journal of Operations & Production ManagementDocument13 pagesInternational Journal of Operations & Production ManagementAnkit ChughNo ratings yet