You might also like
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesFrom EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesRating: 4.5 out of 5 stars4.5/5 (5)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Xplore Orld Iping: Materials - Corrosion Under InsulationDocument3 pagesXplore Orld Iping: Materials - Corrosion Under InsulationcelonevesNo ratings yet
- CUI Prevention: Thermal Spray Aluminum and Foil WrappingDocument7 pagesCUI Prevention: Thermal Spray Aluminum and Foil Wrappinganggara_nurrachman123No ratings yet
- Article - Corrosion Under Insulation (CUI)Document3 pagesArticle - Corrosion Under Insulation (CUI)doctor_arvind2003No ratings yet
- Out of sight, out of mind? Combating corrosion under insulationDocument4 pagesOut of sight, out of mind? Combating corrosion under insulationNatarajan MurugesanNo ratings yet
- An Introduction To Corrosion Under Insulation PDFDocument8 pagesAn Introduction To Corrosion Under Insulation PDFVelmurugan SabapathyNo ratings yet
- Engineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesDocument9 pagesEngineering Approach To Control Corrosion Under Thermal Insulation (Cuti) in Petrochemical IndustriesHuynh Phuc PhungNo ratings yet
- Inspection Techniques For Detecting CorrosionDocument6 pagesInspection Techniques For Detecting CorrosionCepi Sindang KamulanNo ratings yet
- Corrosion Under Insulation White Paper PDFDocument4 pagesCorrosion Under Insulation White Paper PDFMoeen Khan Risaldar100% (1)
- C CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyDocument8 pagesC CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyjamesNo ratings yet
- Guidelines For Inspection of Insulated VesselsDocument8 pagesGuidelines For Inspection of Insulated VesselsShahid Razzaq0% (1)
- The Life Assessment of API 5L Grade B Geothermal Pipeline in Correlation With Corrosion Under Insulation - JEPEDocument6 pagesThe Life Assessment of API 5L Grade B Geothermal Pipeline in Correlation With Corrosion Under Insulation - JEPEJaya DiNo ratings yet
- Important Note: Corrosion Under Insulation (CUI) Can Often Be VeryDocument1 pageImportant Note: Corrosion Under Insulation (CUI) Can Often Be Veryphoneme79No ratings yet
- Corrosion Under Insulation - Initial Draft (21MAY04)Document8 pagesCorrosion Under Insulation - Initial Draft (21MAY04)diaccessltd_17172961No ratings yet
- Your Guide To Corrosion Under Insulation: AppliedDocument11 pagesYour Guide To Corrosion Under Insulation: Appliedsabari ramasamyNo ratings yet
- Inspection Techniques For Detecting Corrosion Under InsulationDocument4 pagesInspection Techniques For Detecting Corrosion Under Insulationsllim776100% (3)
- CUI Risk Factors on Insulated PipingDocument21 pagesCUI Risk Factors on Insulated PipingRenan Soares KieferNo ratings yet
- Asset Intelligence Report: A Primer On Corrosion Under Insulation (CUI)Document5 pagesAsset Intelligence Report: A Primer On Corrosion Under Insulation (CUI)dzamir203No ratings yet
- Your O'Reilly: 1.21. Corrosion Considerations in Design and Application of Thermal InsulationDocument14 pagesYour O'Reilly: 1.21. Corrosion Considerations in Design and Application of Thermal InsulationCarl MontminyNo ratings yet
- Leak Detection Systems in Urea Plants: Ureaknowhow - Cow Mechanical Paper April 2009Document13 pagesLeak Detection Systems in Urea Plants: Ureaknowhow - Cow Mechanical Paper April 2009Aitazaz AhsanNo ratings yet
- External Corrosion of Pipelines PDFDocument9 pagesExternal Corrosion of Pipelines PDFRangga AfyanNo ratings yet
- CUI: An In-Depth Analysis: Hira S. AhluwaliaDocument6 pagesCUI: An In-Depth Analysis: Hira S. AhluwaliaJithuJohnNo ratings yet
- CUI III Tech Paper Fundamentals Layout - EN - 201901 - f2 - WebDocument24 pagesCUI III Tech Paper Fundamentals Layout - EN - 201901 - f2 - WebVarlyvarlyanNo ratings yet
- Corrosion Under InsulationDocument26 pagesCorrosion Under InsulationSiddharth ShahNo ratings yet
- Corrosion Under InsulationDocument28 pagesCorrosion Under InsulationNurulFatimahalzahra100% (7)
- CUIDocument28 pagesCUInaren57No ratings yet
- COrrosion Under Insulation (CUI) - Inspection Technique and PreventionDocument7 pagesCOrrosion Under Insulation (CUI) - Inspection Technique and PreventionEtienne RochaNo ratings yet
- Corrosion Control Linings and Coatings NWP BrochureDocument5 pagesCorrosion Control Linings and Coatings NWP BrochureAndrew ChenNo ratings yet
- Systematic CUI Inspection Plan for Process PlantsDocument6 pagesSystematic CUI Inspection Plan for Process PlantsMohamed SamyNo ratings yet
- Erosion Forms - Cavitation ErosionDocument5 pagesErosion Forms - Cavitation ErosionPPMNo ratings yet
- 4-108 API Recommended Practice 571Document9 pages4-108 API Recommended Practice 571Alfonso Vallejo Aguilar100% (1)
- Corrosion Under Insulation - Out of Sight Out of MindDocument4 pagesCorrosion Under Insulation - Out of Sight Out of Mindengr_ahmednassarNo ratings yet
- Investigation of Corrosion Under Insulation (CUI) and Prevent It by Nano-Composite CoatingDocument5 pagesInvestigation of Corrosion Under Insulation (CUI) and Prevent It by Nano-Composite CoatingNageswara Rao BavisettyNo ratings yet
- Cement Plant CorrosionDocument7 pagesCement Plant CorrosionHemlata ChandelNo ratings yet
- High Pressure Piping Safety Incidents in Urea Plants: Mark BrouwerDocument10 pagesHigh Pressure Piping Safety Incidents in Urea Plants: Mark Brouwervaratharajan g rNo ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Aa MipDocument128 pagesAa Mipharrinsonf100% (1)
- EONCOAT - Approaches - To - Managing - Corrosion - Under - InsulationDocument1 pageEONCOAT - Approaches - To - Managing - Corrosion - Under - Insulationeduardo endayaNo ratings yet
- CuiDocument6 pagesCuiأحمد صبحىNo ratings yet
- Topic-2: Corrosion Under Isolation (More About The Procedure, And/or Example of Certain CUI Plan) "Document12 pagesTopic-2: Corrosion Under Isolation (More About The Procedure, And/or Example of Certain CUI Plan) "tcsabaiNo ratings yet
- Va21031 Damage MechanismDocument14 pagesVa21031 Damage MechanismwidadNo ratings yet
- CUI in Nh3 SystemDocument6 pagesCUI in Nh3 Systemhoa truongNo ratings yet
- Smarter Materials Selection For Corrosion Control PDFDocument12 pagesSmarter Materials Selection For Corrosion Control PDFAsyraf Nordin100% (1)
- Step 1: Identify Equipment Prone To CuiDocument7 pagesStep 1: Identify Equipment Prone To CuiVajid Madathil100% (1)
- Corrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarsDocument48 pagesCorrosion Protection: Arcelormittal Europe - Long Products Sections and Merchant BarstecnidibujosNo ratings yet
- Corrosion and Material Selection in Desalination PlantsDocument32 pagesCorrosion and Material Selection in Desalination PlantsCharlie Chong100% (6)
- 201906beaconenglish-Corrosion Under InsulationDocument1 page201906beaconenglish-Corrosion Under InsulationguhadebasisNo ratings yet
- Cooling Tower Corrosion ProtectionDocument4 pagesCooling Tower Corrosion Protectionryan_keller_23No ratings yet
- Boiler Tube LeakageDocument10 pagesBoiler Tube LeakagebajrangNo ratings yet
- Are Your Corrosion Control Practices Rusty?: Sponsored byDocument16 pagesAre Your Corrosion Control Practices Rusty?: Sponsored byJuan BustamanteNo ratings yet
- MP Hempel 1 White Paper PDFDocument3 pagesMP Hempel 1 White Paper PDFJuan Carlos Contreras CherresNo ratings yet
- CUI Issues in Ethylene PipingDocument14 pagesCUI Issues in Ethylene PipingSethuraman Saravanakumar100% (2)
- Thermal fatigue and brittle fracture mechanismsDocument3 pagesThermal fatigue and brittle fracture mechanismsSimbu Arasan100% (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Amilcar: Learning From IncidentDocument9 pagesAmilcar: Learning From IncidentYessine RebaiNo ratings yet
- Piping Installation: Mechanical Completion Check SheetDocument3 pagesPiping Installation: Mechanical Completion Check SheetYessine RebaiNo ratings yet
- Check Valve: Mechanical Completion Check Sheet MechanicalDocument1 pageCheck Valve: Mechanical Completion Check Sheet MechanicalYessine RebaiNo ratings yet
- Non Destructive Testing - Magnetic Particle Inspection (MPI)Document1 pageNon Destructive Testing - Magnetic Particle Inspection (MPI)Yessine Rebai100% (1)
- Non Destructive Testing - Eddy Current Testing, (Wirbelstrom)Document1 pageNon Destructive Testing - Eddy Current Testing, (Wirbelstrom)Yessine RebaiNo ratings yet
- Non Destructive Testing - Dye Penetrant InspectionDocument1 pageNon Destructive Testing - Dye Penetrant InspectionYessine RebaiNo ratings yet
- Piping Coordination System - Mechanical Symbols For Isometric Drawings PDFDocument1 pagePiping Coordination System - Mechanical Symbols For Isometric Drawings PDFYessine RebaiNo ratings yet
- Piping and Valve Specifications Rev. A PDFDocument28 pagesPiping and Valve Specifications Rev. A PDFYessine RebaiNo ratings yet
- Lifting and Rigging - What Are Cranes and What Types of Cranes ExistDocument1 pageLifting and Rigging - What Are Cranes and What Types of Cranes ExistYessine RebaiNo ratings yet
- Material Data Sheets For Piping: 1 ForewordDocument50 pagesMaterial Data Sheets For Piping: 1 ForewordhsdeNo ratings yet
- Difference Between Stainless Steel 316 - 304 and 316L - 304LDocument1 pageDifference Between Stainless Steel 316 - 304 and 316L - 304LYessine RebaiNo ratings yet
- Materials - Microbiologically Induced Corrosion (MIC)Document1 pageMaterials - Microbiologically Induced Corrosion (MIC)Yessine RebaiNo ratings yet
- Materials - The Effects and Economic Impact of CorrosionDocument1 pageMaterials - The Effects and Economic Impact of CorrosionYessine RebaiNo ratings yet
- Materials - Corrosion and Corrosion AllowanceDocument1 pageMaterials - Corrosion and Corrosion AllowanceYessine RebaiNo ratings yet
- Acronis Disk Director 12.5: User GuideDocument81 pagesAcronis Disk Director 12.5: User Guidefareed majeedNo ratings yet
- Cambridge International AS & A Level: PHYSICS 9702/42Document24 pagesCambridge International AS & A Level: PHYSICS 9702/42Công Phạm BáNo ratings yet
- Benefits of Using FlowchartsDocument14 pagesBenefits of Using FlowchartsDave FlautaNo ratings yet
- Ansi B36.19Document13 pagesAnsi B36.19BimaNo ratings yet
- Intraoral ProjectionsDocument73 pagesIntraoral ProjectionsrespikNo ratings yet
- Manual de Servicio Colimador Ge Sentry 3Document247 pagesManual de Servicio Colimador Ge Sentry 3Jairo Manzaneda100% (1)
- Map Grid and Compass RoseDocument3 pagesMap Grid and Compass RosePatricia BelangerNo ratings yet
- 2.4. Sistema de Flotacion de Aire (5450-DAF-001)Document3 pages2.4. Sistema de Flotacion de Aire (5450-DAF-001)Jennifer FigueroaNo ratings yet
- 1 X SeriesDocument321 pages1 X SeriesJair Merino Aguirre100% (1)
- GCE Examinations Mechanics Module M1 Paper K MARKING GUIDEDocument4 pagesGCE Examinations Mechanics Module M1 Paper K MARKING GUIDEAbhiKhanNo ratings yet
- 330D System Operation Machine Electronic Control System PDFDocument64 pages330D System Operation Machine Electronic Control System PDFDANIEL VARGAS RODRIGUEZ60% (5)
- Nonuniformity Correction and Correctability of Ir Fpa Schulz1995Document15 pagesNonuniformity Correction and Correctability of Ir Fpa Schulz1995sapa3No ratings yet
- Everything You Need to Know About SigmaPipeDocument8 pagesEverything You Need to Know About SigmaPipeMauro RuaNo ratings yet
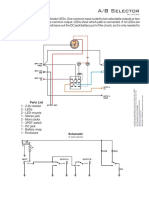
- A/B Selector: Parts ListDocument1 pageA/B Selector: Parts ListGiannis zmNo ratings yet
- Minor FalcONDocument15 pagesMinor FalcONGursimran Singh100% (1)
- Summed Area TablesDocument29 pagesSummed Area TablesDhillonvNo ratings yet
- AREL Paper On Reliability ProcessDocument8 pagesAREL Paper On Reliability ProcessPavan kumar PadiNo ratings yet
- XLProCalcul User Manual EngDocument80 pagesXLProCalcul User Manual EngJhonathan ST100% (2)
- Periodic table elements in Chinese charactersDocument3 pagesPeriodic table elements in Chinese charactersTheodore HaralabisNo ratings yet
- Acid Base and Redox Titration CalculationsDocument33 pagesAcid Base and Redox Titration CalculationsoscarbecNo ratings yet
- Safety Solenoid Valve Nominal Width RP 1/2 - RP 2 SV SV-D Sv-DleDocument8 pagesSafety Solenoid Valve Nominal Width RP 1/2 - RP 2 SV SV-D Sv-DleAgustantoNo ratings yet
- Algebra 3 Principles and Sample Problems: 3.1 Probability 3.2 Statistics 3.3 Problems For SolutionsDocument24 pagesAlgebra 3 Principles and Sample Problems: 3.1 Probability 3.2 Statistics 3.3 Problems For SolutionsKrisha Jean MacalinoNo ratings yet
- Video Decoder For Portable LCD Display: VP77 Data SheetDocument72 pagesVideo Decoder For Portable LCD Display: VP77 Data Sheetcarlos cardenasNo ratings yet
- Manual de Servicio Jac 5 InglésDocument375 pagesManual de Servicio Jac 5 InglésJT Pe100% (1)
- Hazop Hazard and Operability StudyDocument44 pagesHazop Hazard and Operability StudyAshish PawarNo ratings yet
- HabilitationDocument186 pagesHabilitationAland MediaNo ratings yet
- Ms7820 ManualDocument64 pagesMs7820 ManualJesus Velazquez AriasNo ratings yet
- A Comparative Study of 6T, 8T and 9T SRAM CellDocument4 pagesA Comparative Study of 6T, 8T and 9T SRAM CellijaertNo ratings yet
- High Impedance Fault Detection On Rural Electric Distribution and Power Quality Control SystemsDocument4 pagesHigh Impedance Fault Detection On Rural Electric Distribution and Power Quality Control SystemsGerman MonjeNo ratings yet
- Geeks For Geeks - ArrayDocument33 pagesGeeks For Geeks - ArrayLove MehtaNo ratings yet