You might also like
- Personal Styling Service-Contract - No WatermarkDocument5 pagesPersonal Styling Service-Contract - No WatermarkLexine Emille100% (1)
- ICT Forex Trading NotesDocument110 pagesICT Forex Trading NotesLavier Trinta e Sete100% (4)
- AZ 4500 Thick Film Photoresists for Coatings up to 50 μmDocument3 pagesAZ 4500 Thick Film Photoresists for Coatings up to 50 μmahmed pashaNo ratings yet
- People v. ChuaDocument1 pagePeople v. ChuaErnie Gultiano100% (1)
- Epoxy Film Adhesive FM 73 CytecDocument10 pagesEpoxy Film Adhesive FM 73 CytecDenbe SantosNo ratings yet
- Kingspan ks1000rw Trapezoidal Roof Panel Data Sheet en AuDocument6 pagesKingspan ks1000rw Trapezoidal Roof Panel Data Sheet en AuShane BelongNo ratings yet
- Textured HDPE Geomembrane Technical Data SheetDocument1 pageTextured HDPE Geomembrane Technical Data SheetAndrew Zapanta Jr.No ratings yet
- MultimediaDocument4 pagesMultimediaVIVEK SAININo ratings yet
- FW300Document1 pageFW300miroslava mondragonNo ratings yet
- COLORBOND Spectrum Series Datasheet New V8Document2 pagesCOLORBOND Spectrum Series Datasheet New V8eng.ahmadrihawiNo ratings yet
- MOLYKOTE - HP-300 - Grease - 80-3103E-01Document2 pagesMOLYKOTE - HP-300 - Grease - 80-3103E-01jtelloNo ratings yet
- FEP & PFA Welding Grade Films: F E F W H SDocument2 pagesFEP & PFA Welding Grade Films: F E F W H SmansurudinNo ratings yet
- Ficha Tecnica Cinta de Juntas 930 35 50 PDFDocument3 pagesFicha Tecnica Cinta de Juntas 930 35 50 PDFfernando100% (1)
- HDPE All ThicnkenssDocument2 pagesHDPE All ThicnkenssmikeNo ratings yet
- ABS-M30i: Production-Grade Thermoplastic For Fortus 3D PrintersDocument2 pagesABS-M30i: Production-Grade Thermoplastic For Fortus 3D PrinterskaledioskoppNo ratings yet
- Sikawrap®-900 C: Carbon Fibre Fabric For Structural StrengtheningDocument2 pagesSikawrap®-900 C: Carbon Fibre Fabric For Structural StrengtheningRoberto Jimenez PerezNo ratings yet
- Protective & Marine Coatings: MetalatexDocument4 pagesProtective & Marine Coatings: MetalatexAna CabreraNo ratings yet
- Ldpe 2420H PDFDocument1 pageLdpe 2420H PDFjavadmohammadiNo ratings yet
- PolykenYG IIIDocument2 pagesPolykenYG IIISenthilkumar NarayananNo ratings yet
- 3M VHB F9460PC F9469PC F9473PCDocument4 pages3M VHB F9460PC F9469PC F9473PCAdam RifferNo ratings yet
- Colorbond Ultra Datasheet New V8Document2 pagesColorbond Ultra Datasheet New V8Gireesh Krishna KadimiNo ratings yet
- AB6000 3MElectronicsDocument4 pagesAB6000 3MElectronicsMOHSENNo ratings yet
- Features and Benefits: Technical Data SheetDocument6 pagesFeatures and Benefits: Technical Data SheetTaufiq SatrioNo ratings yet
- Insulated Roof & Wall Panels Ks103 SSF Data Sheet: Microlambri Superlambri SmoothlambriDocument5 pagesInsulated Roof & Wall Panels Ks103 SSF Data Sheet: Microlambri Superlambri SmoothlambriKhaled GamalNo ratings yet
- Foamular SpecsDocument1 pageFoamular SpecsalokNo ratings yet
- Geomembrane Technical DataDocument1 pageGeomembrane Technical DataYusufAliMuktiNo ratings yet
- Colorbond XRW Datasheet New V8Document2 pagesColorbond XRW Datasheet New V8Gireesh Krishna KadimiNo ratings yet
- Ferolite NAM 30Y Non Asbestos Gasket Jointing Sheet Technical Data SheetDocument2 pagesFerolite NAM 30Y Non Asbestos Gasket Jointing Sheet Technical Data SheetKalai SelvanNo ratings yet
- PL NB301Document5 pagesPL NB301Alaa ElsisiNo ratings yet
- TDS Nitoflor SL3000 UT IndiaDocument4 pagesTDS Nitoflor SL3000 UT IndiaqmsudhirNo ratings yet
- Sacrificial Tooling Material: Mechanical Properties Test Method English MetricDocument2 pagesSacrificial Tooling Material: Mechanical Properties Test Method English MetrickaledioskoppNo ratings yet
- Custom Made Movement Joint ProfileDocument2 pagesCustom Made Movement Joint Profileemrah turerNo ratings yet
- Tds - Jotun - Guard Classic EtDocument3 pagesTds - Jotun - Guard Classic Etvijh van niemannNo ratings yet
- Ldpe 2426K PDFDocument1 pageLdpe 2426K PDFjavadmohammadiNo ratings yet
- 3m VHB Tape 5958frDocument9 pages3m VHB Tape 5958frDonald A HuntNo ratings yet
- TDS Tape (NKHQ 60.50) BackupDocument1 pageTDS Tape (NKHQ 60.50) BackupTran Tuan anhNo ratings yet
- HD Smooth Geomembrane Technical Data SheetDocument1 pageHD Smooth Geomembrane Technical Data SheetAndreas Erdian WijayaNo ratings yet
- Flexitallic SF 3300 gasket sheet data sheetDocument2 pagesFlexitallic SF 3300 gasket sheet data sheetebastien2No ratings yet
- ABS-M30: Real Production-Grade ThermoplasticDocument2 pagesABS-M30: Real Production-Grade ThermoplasticqualityfreekNo ratings yet
- PP Clyrell Rc213m Random Cast FilmDocument1 pagePP Clyrell Rc213m Random Cast FilmTrung HoNo ratings yet
- Klinger Graphite Laminate PSM: Key Features: BenefitsDocument2 pagesKlinger Graphite Laminate PSM: Key Features: BenefitsHammad KhanNo ratings yet
- Sumitube Sa2fDocument2 pagesSumitube Sa2fNicacio LucenaNo ratings yet
- 3M Adhesive Transfer Tape 950Document6 pages3M Adhesive Transfer Tape 950Michael McQueenNo ratings yet
- TDS Infinam ST 6100 LDocument5 pagesTDS Infinam ST 6100 LKacperNo ratings yet
- PORON 4701-50 Firm - Supported MaterialsDocument2 pagesPORON 4701-50 Firm - Supported MaterialsLayeeq AhmedNo ratings yet
- Technical Datasheet Natura (3Mm) : Characteris C Standard Unit Requirement Values From Manufacturing ControlsDocument1 pageTechnical Datasheet Natura (3Mm) : Characteris C Standard Unit Requirement Values From Manufacturing Controlseromax1No ratings yet
- Tds-Tasnee LD 0725nDocument2 pagesTds-Tasnee LD 0725nأبو أميرNo ratings yet
- MST 33Document2 pagesMST 33Imawan WastNo ratings yet
- Ultimaker ABS (TDS)Document3 pagesUltimaker ABS (TDS)reinaldolubeNo ratings yet
- 3M VHB Adhesive Transfer Tape F9469PCDocument8 pages3M VHB Adhesive Transfer Tape F9469PCSaravanabhavan ChandrasekarNo ratings yet
- Tds Az Eci 3000 SeriesDocument11 pagesTds Az Eci 3000 SeriesIgor_uhuNo ratings yet
- Filmtec BW30-2540Document3 pagesFilmtec BW30-2540PT Deltapuro IndonesiaNo ratings yet
- Efs Lm6000cmpst-Efs 2015newDocument2 pagesEfs Lm6000cmpst-Efs 2015newMohamed AhmedNo ratings yet
- Water Swallable TapeDocument1 pageWater Swallable TapeSanthosh V RaajendiranNo ratings yet
- PC Abs Spec SheetDocument2 pagesPC Abs Spec SheetAli YudiNo ratings yet
- Tubo TermocontraíbleDocument3 pagesTubo TermocontraíbleALEXIS BRICEÑONo ratings yet
- Tds-Tasnee LD 1925asDocument2 pagesTds-Tasnee LD 1925asأبو أميرNo ratings yet
- Tencate Mirafi HP 370Document1 pageTencate Mirafi HP 370Tony_candyNo ratings yet
- Dow Corning 785 Technical DatasheetDocument4 pagesDow Corning 785 Technical DatasheetShuvenduNo ratings yet
- DTM Acrylic Coating: Protective & Marine CoatingsDocument4 pagesDTM Acrylic Coating: Protective & Marine CoatingsAna CabreraNo ratings yet
- Heat Load EstimateDocument2 pagesHeat Load EstimateNavshinder SinghNo ratings yet
- Weak and Strong Form of Trial EqnDocument1 pageWeak and Strong Form of Trial EqnNavshinder SinghNo ratings yet
- NCW NSKDocument4 pagesNCW NSKNavshinder SinghNo ratings yet
- TAJ Hotel RatesDocument7 pagesTAJ Hotel Ratesnavdeepsingh.india8849100% (5)
- Amarnath&The Soldier of The SnowDocument3 pagesAmarnath&The Soldier of The SnowNavshinder SinghNo ratings yet
- 125 128Document4 pages125 128Majdi JerbiNo ratings yet
- Technical Documentation: Ventilation GrilleDocument23 pagesTechnical Documentation: Ventilation GrilleGergő RáczNo ratings yet
- Importance of Social Administration for Social WorkersDocument7 pagesImportance of Social Administration for Social Workersanderson mahundiNo ratings yet
- List of COCDocument21 pagesList of COCjoan_padilla2000No ratings yet
- Wa0031 PDFDocument1 pageWa0031 PDFAnaNo ratings yet
- Ok 1889 - PDF PDFDocument40 pagesOk 1889 - PDF PDFIngeniería Industrias Alimentarias ItsmNo ratings yet
- Task 7 Family Disaster Risk Reduction and Management PlanDocument7 pagesTask 7 Family Disaster Risk Reduction and Management PlanHaise SasakiNo ratings yet
- 229 PGTRB Commerce Study Material Unit 15 and 16Document16 pages229 PGTRB Commerce Study Material Unit 15 and 16shareena ppNo ratings yet
- Conduct CardsDocument9 pagesConduct Cardsapi-248309459No ratings yet
- Impact On Cocoon Quality Improvement.1Document10 pagesImpact On Cocoon Quality Improvement.1Naveen NtrNo ratings yet
- Hcin 543 Entity Relationship Diagram For Diabetes DataDocument4 pagesHcin 543 Entity Relationship Diagram For Diabetes Dataapi-534036919No ratings yet
- Digital Undated Portrait Cosy MondayDocument133 pagesDigital Undated Portrait Cosy MondayholajackNo ratings yet
- Serena Berman PW Res - 2020Document2 pagesSerena Berman PW Res - 2020Serena BermanNo ratings yet
- Quiz ME 1Document4 pagesQuiz ME 1Radytia BimantaraNo ratings yet
- Unit 4:: Incident Commander and Command Staff FunctionsDocument16 pagesUnit 4:: Incident Commander and Command Staff FunctionsAntonio Intia IVNo ratings yet
- Three Wire MethodDocument4 pagesThree Wire MethodmaivizhiNo ratings yet
- NY Long Island Group - Jun 2008Document8 pagesNY Long Island Group - Jun 2008CAP History LibraryNo ratings yet
- Wiz107sr User Manual en v1.0Document29 pagesWiz107sr User Manual en v1.0Pauli Correa ArriagadaNo ratings yet
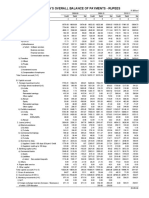
- Table 141: India'S Overall Balance of Payments - RupeesDocument2 pagesTable 141: India'S Overall Balance of Payments - Rupeesmahbobullah rahmaniNo ratings yet
- Elementos ElectrónicosDocument9 pagesElementos ElectrónicosKratt DeividNo ratings yet
- Newnew 151 ModelDocument1 pageNewnew 151 ModelCrestine Lily DongosaNo ratings yet
- Modern History Notes (Sample Notes For JPSC Mains Exam)Document21 pagesModern History Notes (Sample Notes For JPSC Mains Exam)Ijhar AhmadNo ratings yet
- 3 Kinds of de Facto Government:: CharacteristicsDocument10 pages3 Kinds of de Facto Government:: CharacteristicsAbigael SeverinoNo ratings yet
- UPT Unit 8 Vers ADocument12 pagesUPT Unit 8 Vers AValeria GarciaNo ratings yet
- Analysis and Design of BeamsDocument12 pagesAnalysis and Design of BeamsHasanain AlmusawiNo ratings yet
- Engine Tune-UpDocument43 pagesEngine Tune-UpЮра ПетренкоNo ratings yet
- Police Report Hearing RightsDocument7 pagesPolice Report Hearing RightsYatn BangadNo ratings yet