You might also like
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- PWHT Procedure Rev.1Document14 pagesPWHT Procedure Rev.1Agni DuttaNo ratings yet
- Heat Treatment ManualDocument25 pagesHeat Treatment Manualraj101086100% (1)
- Post Weld Heat Treatment Procedure PWHTDocument12 pagesPost Weld Heat Treatment Procedure PWHTchiragNo ratings yet
- Temporary FurnaceDocument7 pagesTemporary FurnaceNithiya VasuthevanNo ratings yet
- Heat Treatment Manual Nov 2010Document30 pagesHeat Treatment Manual Nov 2010Parthiban KarunaNo ratings yet
- Giude Lines For Heat TreatmentDocument91 pagesGiude Lines For Heat TreatmentMassimo FumarolaNo ratings yet
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNo ratings yet
- Larsen & Toubro Limited MSQ (Epcc-1) Upgadation Project: ContentsDocument5 pagesLarsen & Toubro Limited MSQ (Epcc-1) Upgadation Project: Contentspunitg_2No ratings yet
- ButuDocument2 pagesButubiswajitkbNo ratings yet
- Jpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Document9 pagesJpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Anoop N Kutty100% (1)
- PWHT Procedure For Petrol Steel - CoreDocument9 pagesPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNo ratings yet
- PWHTDocument3 pagesPWHTharishcsharmaNo ratings yet
- Heat Treatment Fls ShaftDocument15 pagesHeat Treatment Fls ShaftOKky Sasongko100% (1)
- PWHT PROCEDURE (11) Rev 0Document14 pagesPWHT PROCEDURE (11) Rev 0AbdulNeyasNo ratings yet
- Pro PWHT 006 Rev 1 - Procedure For PWHTDocument6 pagesPro PWHT 006 Rev 1 - Procedure For PWHTsugumar100% (1)
- Rev1 General Heat Treatment Procedure PDFDocument45 pagesRev1 General Heat Treatment Procedure PDFLeah LarsonNo ratings yet
- PWHT ProcedureDocument6 pagesPWHT ProcedurevictorbirlanNo ratings yet
- Gen-Spc-Pip-5100 - Rev. BDocument8 pagesGen-Spc-Pip-5100 - Rev. BAHMED AMIRANo ratings yet
- Sample Heat Treatment ProcedureDocument13 pagesSample Heat Treatment ProcedureAnonymous uXdS9Y7100% (1)
- Procedure (PWHT) For Spherical Tanks - 1Document14 pagesProcedure (PWHT) For Spherical Tanks - 1salem AhmedNo ratings yet
- PWHT Storage Tanks Rev A 1 PDFDocument6 pagesPWHT Storage Tanks Rev A 1 PDFVishalDhiman50% (2)
- PWHT ProcedureDocument10 pagesPWHT ProcedureMohammed Kamal100% (11)
- TA23A1-QA-00-021 Rev 1 Post Weld Heat Treatment ProcedureDocument8 pagesTA23A1-QA-00-021 Rev 1 Post Weld Heat Treatment ProcedureSang Nguyen Quang100% (1)
- SIPPP29 - 01 - General Guidelines For Welding of T22 Grade Panel Butt Joints atSitesforOnceThroughSupercritical BoilersDocument5 pagesSIPPP29 - 01 - General Guidelines For Welding of T22 Grade Panel Butt Joints atSitesforOnceThroughSupercritical BoilersQuality NabinagarNo ratings yet
- Scan Preheat and PWHT ProcedureDocument11 pagesScan Preheat and PWHT ProcedureGandhi Kusuma100% (1)
- 10 Procedure For PWHTDocument5 pages10 Procedure For PWHTSachin S. SalunkheNo ratings yet
- 10 Procedure For PWHT PDFDocument5 pages10 Procedure For PWHT PDFeghashangzadeh100% (1)
- Procedure For Post Weld Heat Treatment (PWHT PROCEDURE)Document10 pagesProcedure For Post Weld Heat Treatment (PWHT PROCEDURE)Senthil Kumaran100% (2)
- Petronas Technical Standards: Heat Exchangers - Shell and Tube TypeDocument40 pagesPetronas Technical Standards: Heat Exchangers - Shell and Tube TypeIynulF.Omar33% (3)
- PWHT Procedure 2-9-2019Document18 pagesPWHT Procedure 2-9-2019Anas PratamaNo ratings yet
- Amigos Technical Services (S) Pte LTD Post Weld Heat Treatment ProcedureDocument12 pagesAmigos Technical Services (S) Pte LTD Post Weld Heat Treatment Procedurevsnaiduqc50% (2)
- 3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFDocument11 pages3rd Party-NDT-CCS-Post Weld Heat Treatement Procedure For SAPID Approval PDFManoj Balla100% (1)
- Preheat and PWHT Procedure: GlobalDocument12 pagesPreheat and PWHT Procedure: GlobalHendra AwanNo ratings yet
- PWHT ProcedureDocument10 pagesPWHT ProcedureSang Nguyen QuangNo ratings yet
- Method Statement For Heat Straightening Work Rev 01Document10 pagesMethod Statement For Heat Straightening Work Rev 01muadong thongNo ratings yet
- Refractory Dry Out RDO ProcedureDocument10 pagesRefractory Dry Out RDO ProcedureDangol63% (8)
- Post Weld Heat Treatment ProcedureDocument9 pagesPost Weld Heat Treatment ProcedureAkram AlhaddadNo ratings yet
- PWHTDocument13 pagesPWHTcv100% (2)
- TCI PWHT Procedure For Bottom Crown (Electric) Rev. 01 - 08.07.2018Document7 pagesTCI PWHT Procedure For Bottom Crown (Electric) Rev. 01 - 08.07.2018abedo danklawyNo ratings yet
- PWHT Procedure A2Document15 pagesPWHT Procedure A2Raja Thakur100% (4)
- Heat Treatment ManualDocument29 pagesHeat Treatment ManualAlexis Williams100% (1)
- External Insulation For Hot ServiceDocument12 pagesExternal Insulation For Hot Servicejirrsama100% (1)
- Procedure For Heat Treatment Dated 29-09-06Document8 pagesProcedure For Heat Treatment Dated 29-09-06ravi00098100% (1)
- Post Weld Heat Treatment Procedure: Doc Ref: Isb/PwhtDocument13 pagesPost Weld Heat Treatment Procedure: Doc Ref: Isb/PwhtMahtemeselasie Tesfamariam Hailu100% (4)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Automatic Controls for Heating and Air Conditioning: Principles and ApplicationsFrom EverandAutomatic Controls for Heating and Air Conditioning: Principles and ApplicationsRating: 4 out of 5 stars4/5 (2)
- Process Plant Design: Heinemann Chemical Engineering SeriesFrom EverandProcess Plant Design: Heinemann Chemical Engineering SeriesRating: 3.5 out of 5 stars3.5/5 (11)
- Inspection Test Plan: Itp No: REV:1.0 DateDocument3 pagesInspection Test Plan: Itp No: REV:1.0 Datemohd as shahiddin jafriNo ratings yet
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocument1 pageInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
- STS QAC SOP 015 PSV ServicingDocument11 pagesSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- STS QAC SOP 016 Spring Hanger InspectionDocument6 pagesSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 014 Burner MaintenanceDocument9 pagesSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNo ratings yet
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocument6 pagesSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 008 Tube Plugging ProcedureDocument7 pagesSTS QAC SOP 008 Tube Plugging Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 013 Insulation ProcedureDocument9 pagesSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- II - ITP - Defect Work FabricationDocument5 pagesII - ITP - Defect Work Fabricationmohd as shahiddin jafriNo ratings yet
- 6-Blasting and Painting Procedure - BP006Document14 pages6-Blasting and Painting Procedure - BP006mohd as shahiddin jafriNo ratings yet
- 7-Material Handling and Storage - WC007Document7 pages7-Material Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- 7-Welding Consumable Handling and Storage - WC007Document11 pages7-Welding Consumable Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- Joint Integrity Procedure - GQP-ENG-014Document32 pagesJoint Integrity Procedure - GQP-ENG-014mohd as shahiddin jafriNo ratings yet
- III - ITP - Site Piping Installation - STSSB-QAC-ITP-TA14-002Document9 pagesIII - ITP - Site Piping Installation - STSSB-QAC-ITP-TA14-002mohd as shahiddin jafriNo ratings yet
- Caterpillar CB 534D Serie FGH Sist. ElectricoDocument6 pagesCaterpillar CB 534D Serie FGH Sist. ElectricoCarlos Irabedra100% (1)
- Electronic Equipment With Battery Backup System Type Rarbi: Instruction Manual For Installation - Use - MaintenanceDocument29 pagesElectronic Equipment With Battery Backup System Type Rarbi: Instruction Manual For Installation - Use - MaintenanceKhaled RabeaNo ratings yet
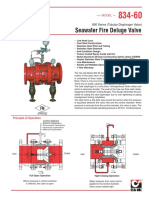
- Seawater Fire Deluge Valve: 800 Series (Tubular Diaphragm Valve)Document2 pagesSeawater Fire Deluge Valve: 800 Series (Tubular Diaphragm Valve)dmitosNo ratings yet
- Implementation of Automatic Color Mixing and Filling Using PLC & SCADADocument6 pagesImplementation of Automatic Color Mixing and Filling Using PLC & SCADAJaya ShreeNo ratings yet
- Lecture 2-DCS and PLC Structure, Function and ChractersticsDocument10 pagesLecture 2-DCS and PLC Structure, Function and ChractersticsAmmar AlkindyNo ratings yet
- VentiladorDocument1 pageVentiladorjpach4No ratings yet
- Stepper MotorDocument18 pagesStepper MotorLasantha Abeykoon67% (3)
- API Steel Check Valve API Steel Check ValveDocument3 pagesAPI Steel Check Valve API Steel Check ValveElias SusantoNo ratings yet
- 2 - DPD00212V006 General InstructionDocument45 pages2 - DPD00212V006 General InstructionCearEo AraGon0% (1)
- Indian Companies Email Database List Free SampleDocument13 pagesIndian Companies Email Database List Free Sampleali khan SaifiNo ratings yet
- Saudi Aramco Pre-Commissioning Form: Uninterruptible Power Supply SystemDocument2 pagesSaudi Aramco Pre-Commissioning Form: Uninterruptible Power Supply SystemHaleem Ur Rashid BangashNo ratings yet
- VSX 417 KDocument90 pagesVSX 417 KИгорьNo ratings yet
- Truck-Mounted Concrete Pump BSF 20-4.09 HDocument2 pagesTruck-Mounted Concrete Pump BSF 20-4.09 HJeff Neurauter100% (1)
- Digital Planet:: Tomorrow's Technology and YouDocument38 pagesDigital Planet:: Tomorrow's Technology and YouMUHAMMAD UMAR GURCHANINo ratings yet
- 4.1 Transformer Part 2Document16 pages4.1 Transformer Part 2Mizta HariNo ratings yet
- IddqDocument66 pagesIddqRajasekharVenkataNo ratings yet
- Daewoo DLM 42C1LMRDocument49 pagesDaewoo DLM 42C1LMRraymihregNo ratings yet
- Assembling of Inverters and Voltage StabilizerDocument5 pagesAssembling of Inverters and Voltage Stabilizerkimbalsummers801100% (1)
- Alt 55 Repair ManualDocument296 pagesAlt 55 Repair ManualHiroKoNo ratings yet
- Beimco FRP ProductsDocument13 pagesBeimco FRP Productskavish malakaNo ratings yet
- SS Vendor Lit 2012-08-06 To Present PDFDocument69 pagesSS Vendor Lit 2012-08-06 To Present PDFDaniel Castillo Peña100% (2)
- Manual: Absolute Encoder Profibus-DPV0 (With Bus Cover and SSI Coupler)Document26 pagesManual: Absolute Encoder Profibus-DPV0 (With Bus Cover and SSI Coupler)sujit patelNo ratings yet
- Luminous Eco Watt Neo 1050 InverterDocument3 pagesLuminous Eco Watt Neo 1050 InverterSanjoms SebastianNo ratings yet
- Company ProfileDocument11 pagesCompany ProfilehattaNo ratings yet
- Mercedes Body & Equipment Guideline (BEG)Document148 pagesMercedes Body & Equipment Guideline (BEG)jmebcol2No ratings yet
- Daily Vehicle Checklist Ver1Document1 pageDaily Vehicle Checklist Ver1ScribdTranslationsNo ratings yet
- Kubota U30-5 04-2013Document184 pagesKubota U30-5 04-2013Anderson Lira100% (1)
- ME198D Design ElemetsDocument2 pagesME198D Design ElemetsChloe OlazoNo ratings yet
- Advantech Protocol Bundle SolutionsDocument5 pagesAdvantech Protocol Bundle SolutionsBiswjit DeyNo ratings yet