You might also like
- Wang2015 UnlockedDocument11 pagesWang2015 UnlockedRaifel MoralesNo ratings yet
- A Non-Equilibrium Model To Sheng1999Document8 pagesA Non-Equilibrium Model To Sheng1999Raifel MoralesNo ratings yet
- Drilling & Work Over Manual-2014 LatestDocument178 pagesDrilling & Work Over Manual-2014 LatestSundar KumarNo ratings yet
- Wu2011 UnlockedDocument12 pagesWu2011 UnlockedRaifel MoralesNo ratings yet
- Kam 1974Document90 pagesKam 1974Raifel MoralesNo ratings yet
- Paper Cef Petromonagas SimulacionDocument21 pagesPaper Cef Petromonagas SimulacionRaifel MoralesNo ratings yet
- Spe WVS 218Document7 pagesSpe WVS 218Raifel MoralesNo ratings yet
- Otc 13997Document11 pagesOtc 13997Raifel MoralesNo ratings yet
- SPE-WVS-217: La Geoquimica, Como Herramienta Auxiliar para La Caracterizacion de Sistemas PetrolerosDocument15 pagesSPE-WVS-217: La Geoquimica, Como Herramienta Auxiliar para La Caracterizacion de Sistemas PetrolerosRaifel MoralesNo ratings yet
- SPE-WVS-216: Successful Use of Multilateral Technology To Improve Oil Recovery in The Brazilian AmazonDocument10 pagesSPE-WVS-216: Successful Use of Multilateral Technology To Improve Oil Recovery in The Brazilian AmazonRaifel MoralesNo ratings yet
- OTC13998Document15 pagesOTC13998Raifel MoralesNo ratings yet
- Otc 13996 Fpsos: Design Considerations For The Structural Interface Hull and TopsidesDocument7 pagesOtc 13996 Fpsos: Design Considerations For The Structural Interface Hull and TopsidesRaifel MoralesNo ratings yet
- SPE-WVS-215: A Methodology For Lab-Stimulation Tests To Improve Well ProductionDocument20 pagesSPE-WVS-215: A Methodology For Lab-Stimulation Tests To Improve Well ProductionRaifel MoralesNo ratings yet
- OTC 13995 Brutus Operational Readiness: Building On Past ProjectsDocument10 pagesOTC 13995 Brutus Operational Readiness: Building On Past ProjectsRaifel MoralesNo ratings yet
- OTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationDocument12 pagesOTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationRaifel MoralesNo ratings yet
- Prueba Del Amperaje Máximo de Cable Blindado No4 CentriliftDocument6 pagesPrueba Del Amperaje Máximo de Cable Blindado No4 CentriliftRaifel MoralesNo ratings yet
- OTC 13992 Integration Schedule Reduction of The Brutus TLPDocument6 pagesOTC 13992 Integration Schedule Reduction of The Brutus TLPRaifel MoralesNo ratings yet
- Petsoc-91-109 A Preview of An Electromagnetic Heating Project PDFDocument12 pagesPetsoc-91-109 A Preview of An Electromagnetic Heating Project PDFRaifel MoralesNo ratings yet
- OTC 13993 Offshore Coordination: Optimizing Resources and Value in Deep WaterDocument7 pagesOTC 13993 Offshore Coordination: Optimizing Resources and Value in Deep WaterRaifel MoralesNo ratings yet
- SPE-196861-MS Understanding Well Events With Machine LearningDocument12 pagesSPE-196861-MS Understanding Well Events With Machine LearningErick MorrisNo ratings yet
- OTC13990Document10 pagesOTC13990Raifel MoralesNo ratings yet
- PETSOC-2006-164 Economic Analysis of Thermal Solvent Processes PDFDocument9 pagesPETSOC-2006-164 Economic Analysis of Thermal Solvent Processes PDFRaifel MoralesNo ratings yet
- SPE-53983-MS Integrated Laboratory Field Application For Thermal Recovery ProcessDocument9 pagesSPE-53983-MS Integrated Laboratory Field Application For Thermal Recovery ProcessraifelmbNo ratings yet
- Canadian International Comparing Venezuelan and Canadian Heavy OilDocument0 pagesCanadian International Comparing Venezuelan and Canadian Heavy Oilmartin_montana55_479No ratings yet
- PETSOC-88!06!03 Oil Production Response To in Situ Electrical Resistance Heating (ERH)Document7 pagesPETSOC-88!06!03 Oil Production Response To in Situ Electrical Resistance Heating (ERH)Raifel MoralesNo ratings yet
- Api-54-099 Electric Formation Heaters and Their Applications PDFDocument6 pagesApi-54-099 Electric Formation Heaters and Their Applications PDFRaifel MoralesNo ratings yet
- Spe-12785-Pa. Lab Study of Faming Surfactants As Steam Diverting AdditivesDocument9 pagesSpe-12785-Pa. Lab Study of Faming Surfactants As Steam Diverting AdditivesRaifel MoralesNo ratings yet
- API-54-099 Electric Formation Heaters and Their ApplicationsDocument6 pagesAPI-54-099 Electric Formation Heaters and Their ApplicationsRaifel MoralesNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
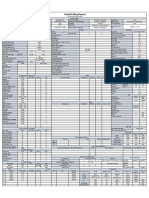
- Daily Drilling ReportDocument3 pagesDaily Drilling ReportHamed NazariNo ratings yet
- 4a Torque DragDocument31 pages4a Torque DragIvan Ricardo CarballoNo ratings yet
- Casing DesignDocument33 pagesCasing Designndlr8150% (2)
- Well Completion ManualDocument1,147 pagesWell Completion ManualArdita S Irwan100% (6)
- PE40002 Slides Midsem (1997)Document45 pagesPE40002 Slides Midsem (1997)Shaiha AshrafNo ratings yet
- Liquid Load in Gas Wells 100663Document14 pagesLiquid Load in Gas Wells 100663Alberto GutierrezNo ratings yet
- Echometer - Acoustic Foam Depression TestsDocument12 pagesEchometer - Acoustic Foam Depression TestsGuiNo ratings yet
- Pro Tech 1 CH 2Document29 pagesPro Tech 1 CH 2weldsvNo ratings yet
- Daily Drilling Report: Danan Oilfield DevelopmentDocument3 pagesDaily Drilling Report: Danan Oilfield DevelopmentHamed NazariNo ratings yet
- IADC/SPE 87998 Extending The Boundries of Casing DrillingDocument11 pagesIADC/SPE 87998 Extending The Boundries of Casing DrillingRotthen AndreNo ratings yet
- Deep Water Horizon Incident ReportDocument16 pagesDeep Water Horizon Incident ReportNisha FareenaNo ratings yet
- FDP 1Document73 pagesFDP 1AdolfWaydaDollesinNo ratings yet
- Experiences Innovations and Best Practices of Hydraulic Jet Pump (VEntajas y Mejores Prácticas) IPTC-16953-MSDocument10 pagesExperiences Innovations and Best Practices of Hydraulic Jet Pump (VEntajas y Mejores Prácticas) IPTC-16953-MSrudo212No ratings yet
- Management - 2020Document81 pagesManagement - 2020Oussama SouidNo ratings yet
- Screen Sand ControlDocument20 pagesScreen Sand ControlsaptagunungNo ratings yet
- College of Design, Art and Technology (CEDAT) Department of Civil and Environmental EngineeringDocument32 pagesCollege of Design, Art and Technology (CEDAT) Department of Civil and Environmental EngineeringshjahsjanshaNo ratings yet
- Prepared By: Mueen Hniedy Saleh Abu Assaf Youssef Chalabi Bashar IbrahimDocument18 pagesPrepared By: Mueen Hniedy Saleh Abu Assaf Youssef Chalabi Bashar IbrahimRiyadh SalehNo ratings yet
- Standards and Guidelines For Well Integrity and Well ControlDocument4 pagesStandards and Guidelines For Well Integrity and Well ControlAli Fikri100% (1)
- Anls Pressure DiagDocument15 pagesAnls Pressure DiagazareiforoushNo ratings yet
- Oil Well Kick Handling Methods - AONG WebsiteDocument10 pagesOil Well Kick Handling Methods - AONG WebsiteRizwan FaridNo ratings yet
- 01-Wellhead - Rev-01 (FD)Document174 pages01-Wellhead - Rev-01 (FD)Verda Yunita100% (1)
- 10 Slope InstrumentationDocument28 pages10 Slope InstrumentationramamurthiNo ratings yet
- Cement Eval 1989 SLBDocument20 pagesCement Eval 1989 SLBhernandezcevedo_jNo ratings yet
- Engr Fash IT ReportDocument62 pagesEngr Fash IT Reportfashola adeyemi100% (2)
- Perforations With PictureDocument11 pagesPerforations With PictureSagar PatelNo ratings yet
- Pre Spud Checklist 4Document2 pagesPre Spud Checklist 4Ali Alakari100% (1)
- Open and Case Hole LoggingDocument33 pagesOpen and Case Hole LogginggattNo ratings yet
- Oil and Gas Management Practices (Contengency Plan)Document99 pagesOil and Gas Management Practices (Contengency Plan)Kanakarao Malappareddy100% (1)
- 14 Jet Bit Nozzle Size SelectionDocument46 pages14 Jet Bit Nozzle Size Selectiontotos20100% (2)
- Section 3, Drilling and Well CompletionDocument17 pagesSection 3, Drilling and Well CompletionhammamiNo ratings yet