You might also like
- Nitriding SteelDocument40 pagesNitriding SteelkaoblekstenaNo ratings yet
- Steels For Oil - Gas - ExplorationDocument16 pagesSteels For Oil - Gas - Explorationدكتور مهندس جمال الشربينىNo ratings yet
- 006 DEW Kaltarbeitsstahl GBDocument96 pages006 DEW Kaltarbeitsstahl GBhelderfsnNo ratings yet
- Otel de Scule - GBDocument37 pagesOtel de Scule - GBColta VictorNo ratings yet
- TaegoTech - PG BroshureDocument11 pagesTaegoTech - PG Broshurealexl5892No ratings yet
- 002 DEW Warmarbeitsstahl GB PDFDocument76 pages002 DEW Warmarbeitsstahl GB PDFSinan Yıldız100% (1)
- 002 DEW Warmarbeitsstahl GBDocument76 pages002 DEW Warmarbeitsstahl GBSinan YıldızNo ratings yet
- Brochure PSMDocument19 pagesBrochure PSMsirajuddin khowajaNo ratings yet
- Heat Treatment SolutionsDocument16 pagesHeat Treatment SolutionsAjeeth KumarNo ratings yet
- Brochure Offshore&Linepipe EDocument24 pagesBrochure Offshore&Linepipe Epark1112No ratings yet
- Cold Rolled Steel SheetDocument0 pagesCold Rolled Steel SheetJajat Derajat MutaqinNo ratings yet
- 3D & 5D Pipe Bend For PipelineDocument6 pages3D & 5D Pipe Bend For PipelinemohammadazraiNo ratings yet
- Industeel DuplexDocument2 pagesIndusteel DuplexClaudio SampaioNo ratings yet
- S6900QLDocument4 pagesS6900QLmechkashanNo ratings yet
- HT Barrelsscrews e PDFDocument2 pagesHT Barrelsscrews e PDFsantu_23No ratings yet
- Mstube BrochureDocument8 pagesMstube Brochuresatish3682No ratings yet
- Essar Steel Plates PDFDocument21 pagesEssar Steel Plates PDFdance100% (1)
- Stainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)Document14 pagesStainless Steels For Springs and Other Demanding Applications (S 3411 ENG - Sept.2002)DanielNo ratings yet
- SAPH 440 MaterialDocument16 pagesSAPH 440 MaterialDinesh SharmaNo ratings yet
- Ministry of Steel Presentatation On MSFDocument27 pagesMinistry of Steel Presentatation On MSFDebashis SarkarNo ratings yet
- Cold Rolled Steel StripDocument40 pagesCold Rolled Steel StripshelarsanjayNo ratings yet
- D2 Tool Steel: Shipping PolicyDocument2 pagesD2 Tool Steel: Shipping Policyالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- D2 Tool Steel SpecificationDocument1 pageD2 Tool Steel SpecificationRamdika Nur HariantoNo ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- Catalog FSWDocument9 pagesCatalog FSWPedro CunhaNo ratings yet
- Somta Tools User GuideDocument150 pagesSomta Tools User GuideBarrie Van Wyk100% (1)
- 1.6580, DIN 30CrNiMo8, AISI 4340 Round Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Forging,1.6580, DIN 30CrNiMo8, AISI 4340 Sheet,1.6580, DIN 30CrNiMo8, AISI 4340 Coil,1.6580, DIN 30CrNiMo8, AISI 4340 Flat Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Pipe,LrregularDocument3 pages1.6580, DIN 30CrNiMo8, AISI 4340 Round Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Forging,1.6580, DIN 30CrNiMo8, AISI 4340 Sheet,1.6580, DIN 30CrNiMo8, AISI 4340 Coil,1.6580, DIN 30CrNiMo8, AISI 4340 Flat Bar,1.6580, DIN 30CrNiMo8, AISI 4340 Pipe,Lrregularroberto_perraciniNo ratings yet
- FENN Division Tcm20-23390Document15 pagesFENN Division Tcm20-23390Juan Fernando Campuzano100% (1)
- Hard MachiningDocument16 pagesHard MachiningAlen HusagićNo ratings yet
- Clad & Weld Overlay Solutions for Oil & Gas IndustriesDocument8 pagesClad & Weld Overlay Solutions for Oil & Gas Industrieskatchani50% (2)
- Technical Data About The Production of Steel StructuresDocument2 pagesTechnical Data About The Production of Steel StructuresPress EscapeNo ratings yet
- ERDEMIR General Product BrochureDocument32 pagesERDEMIR General Product BrochureTC Mehmet Danış Eryılmaz100% (1)
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- CS Steel Pipe Selection GuideDocument40 pagesCS Steel Pipe Selection GuideImran HussainNo ratings yet
- Design of Fit Between Die and InsertDocument4 pagesDesign of Fit Between Die and InsertInnovative Research PublicationsNo ratings yet
- CoroKey 2008engDocument208 pagesCoroKey 2008engStela LjevarNo ratings yet
- AK Hot Rolled Steel 062212 HSLA 60Document6 pagesAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesNo ratings yet
- Carmex Catalogue WebDocument203 pagesCarmex Catalogue WebPaisaje SilenciosoNo ratings yet
- CatalogueDocument2 pagesCatalogueebersworld_2011No ratings yet
- Gas Nitriding: Tool & Die MakingDocument4 pagesGas Nitriding: Tool & Die MakingKevin ThomasNo ratings yet
- Standards R M Salem - UserguideDocument49 pagesStandards R M Salem - Userguidearunas1081No ratings yet
- Fiche z38cdv5Document1 pageFiche z38cdv5Emmanuel LAIZETNo ratings yet
- Outokumpu Semifinished MaterialsDocument12 pagesOutokumpu Semifinished MaterialsvgestantyoNo ratings yet
- CRC Nippon PDFDocument16 pagesCRC Nippon PDFsuksesNo ratings yet
- Spring SteelDocument2 pagesSpring Steelvaishu1502No ratings yet
- RHS Brochure 2013Document48 pagesRHS Brochure 2013Mohamed Diaa MortadaNo ratings yet
- Fine-Grain Structural Steels, Normalised Rolled: Mechanical PropertiesDocument2 pagesFine-Grain Structural Steels, Normalised Rolled: Mechanical PropertieswentropremNo ratings yet
- HR Slitting & Pickling ProcessDocument16 pagesHR Slitting & Pickling Processshweta_770587No ratings yet
- Industrial Training Presentation on Cold Rolled CoilsDocument18 pagesIndustrial Training Presentation on Cold Rolled CoilsParvesh GoyalNo ratings yet
- Am ItDocument27 pagesAm Itakalbhor90No ratings yet
- Dillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedDocument4 pagesDillimax 690: High Strength Fine Grained Structural Steel Quenched and TemperedBui Chi TamNo ratings yet
- GMH Produktgruppenbroschuere Blankstahl en R02Document6 pagesGMH Produktgruppenbroschuere Blankstahl en R02Chau BaoNo ratings yet
- Plastic Mould SteelDocument20 pagesPlastic Mould SteeldocumentosvaltierraNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Drop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsFrom EverandDrop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsRating: 5 out of 5 stars5/5 (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Spanners and Sockets: Easy Mounting and Dismounting Without Nut DamageDocument8 pagesSpanners and Sockets: Easy Mounting and Dismounting Without Nut DamageFebriyantoNo ratings yet
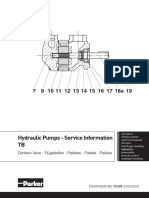
- Hydraulic Pumps - Service Information TB: Denison Vane - Flügelzellen - Palettes - Palette - PaletasDocument8 pagesHydraulic Pumps - Service Information TB: Denison Vane - Flügelzellen - Palettes - Palette - PaletasABDELKADERNo ratings yet
- Duplex Inline FiltersDocument7 pagesDuplex Inline FiltersABDELKADER100% (1)
- Hydraulic Pumps - Service Information TB: Denison Vane - Flügelzellen - Palettes - Palette - PaletasDocument8 pagesHydraulic Pumps - Service Information TB: Denison Vane - Flügelzellen - Palettes - Palette - PaletasABDELKADERNo ratings yet
- Duplex Inline FiltersDocument7 pagesDuplex Inline FiltersABDELKADER100% (1)
- Ams 2750 F, Nadcap, Cqi-9: Furnace Class and Instrumentation Requirements of The AMS 2750 FDocument3 pagesAms 2750 F, Nadcap, Cqi-9: Furnace Class and Instrumentation Requirements of The AMS 2750 FAmir KhakzadNo ratings yet
- The Influence of Heat Treatment and Resulting MicrDocument11 pagesThe Influence of Heat Treatment and Resulting MicrAB UkaniNo ratings yet
- 304 Stainless Steel SpecificationDocument4 pages304 Stainless Steel SpecificationRendra FirmansyahNo ratings yet
- Presentation of Carbon and Alloy SteelsDocument58 pagesPresentation of Carbon and Alloy SteelsMohamed El SayadNo ratings yet
- VMS 201 - F51Document4 pagesVMS 201 - F51이연지No ratings yet
- First Review: Investigation of Aluminium Alloy 7075 With Austenitic Stainless Steel Through Friction WeldingDocument11 pagesFirst Review: Investigation of Aluminium Alloy 7075 With Austenitic Stainless Steel Through Friction WeldingRenganathanNo ratings yet
- AMS4930LDocument8 pagesAMS4930Lremaja1249No ratings yet
- Microstructure Examination of Steel Lab ReportDocument6 pagesMicrostructure Examination of Steel Lab ReportEmıły Wınıfred100% (4)
- STEEL 30NiCrMo16 30NCD16 FDMA - 1 - GBDocument2 pagesSTEEL 30NiCrMo16 30NCD16 FDMA - 1 - GBAdnan ColoNo ratings yet
- DIN en 10250-2 1999 Open Die Steel Forgings For General Engineering Purposes-Part 2 Non-Alloy Quality and Special SteelsDocument10 pagesDIN en 10250-2 1999 Open Die Steel Forgings For General Engineering Purposes-Part 2 Non-Alloy Quality and Special SteelsBui Chi TamNo ratings yet
- 4321Document47 pages4321RajNo ratings yet
- ISO 630-6-2014 - Technical Delivery Conditions For Seismic-Improved Structural Steels For BuildingDocument22 pagesISO 630-6-2014 - Technical Delivery Conditions For Seismic-Improved Structural Steels For BuildingMohanrajMJNo ratings yet
- Astm A276 13aDocument8 pagesAstm A276 13aJulian CristianNo ratings yet
- Lab Sheet - BMM1511 PDFDocument39 pagesLab Sheet - BMM1511 PDFAmirul AsyrafNo ratings yet
- AISI 1020 Low Carbon/Low Tensile Steel: Element ContentDocument4 pagesAISI 1020 Low Carbon/Low Tensile Steel: Element ContentRatno WijayaNo ratings yet
- Die Casting Prod Design NADCADocument163 pagesDie Casting Prod Design NADCAsevshenko100% (3)
- CA6NMDocument2 pagesCA6NMjoene3No ratings yet
- UPTU Syllabus for B.Tech Open ElectivesDocument16 pagesUPTU Syllabus for B.Tech Open ElectivesVicky JaiswalNo ratings yet
- Heat Treatment of Medium Carbon SteelDocument29 pagesHeat Treatment of Medium Carbon SteelTejas T S TejasNo ratings yet
- CH 08Document55 pagesCH 08Oyedokun Oluwademiladeayo OluwadamilareNo ratings yet
- JIS SCr420 Steel, SCr420 Steel Plate, SCr420 Structural Alloy SteelDocument2 pagesJIS SCr420 Steel, SCr420 Steel Plate, SCr420 Structural Alloy SteelAhmad Fajar HumaidiNo ratings yet
- Statistical Distribution Functions and Fatigue of StructuresDocument9 pagesStatistical Distribution Functions and Fatigue of StructuresAjay KardakNo ratings yet
- Materials and Corrosion For Sour ServiceDocument60 pagesMaterials and Corrosion For Sour ServiceAnonymous QSfDsVxjZ100% (5)
- AIAG - CQI-9 - Heat Treatment System AssessmentDocument72 pagesAIAG - CQI-9 - Heat Treatment System Assessmentvenkateswaran100% (2)
- Al Alloy NomenclatureDocument2 pagesAl Alloy NomenclaturejishnuNo ratings yet
- Iecep I Geas QaDocument6 pagesIecep I Geas QaJerry LubiNo ratings yet
- Astm 20M PDFDocument33 pagesAstm 20M PDFDee DeeNo ratings yet
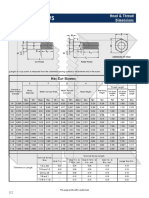
- HEX CAP SCREWS & BOLTS SPECIFICATIONSDocument2 pagesHEX CAP SCREWS & BOLTS SPECIFICATIONSHazimNo ratings yet
- Manufacturing Aluminum Composite Using Stir CastingDocument12 pagesManufacturing Aluminum Composite Using Stir CastingSb HaleshNo ratings yet
- Type MaterialDocument31 pagesType MaterialChristopherGunawanNo ratings yet