You might also like
- IEEE Conference Collaborative Design Manufacture Metal CastingsDocument6 pagesIEEE Conference Collaborative Design Manufacture Metal Castingsjanaaidaas1996No ratings yet
- Design For Additive Manufacturing - A ReviewDocument7 pagesDesign For Additive Manufacturing - A ReviewTiago Camargo AlvesNo ratings yet
- Design For Manufacturing and Assembly (Dfma) Technique Applicable For Cost Reduction - A ReviewDocument6 pagesDesign For Manufacturing and Assembly (Dfma) Technique Applicable For Cost Reduction - A ReviewTJPRC PublicationsNo ratings yet
- A 4M Approach For A Comprehensive Analysis and Improvement of Manual Assembly LinesDocument9 pagesA 4M Approach For A Comprehensive Analysis and Improvement of Manual Assembly LinesIrvan hidayatNo ratings yet
- An Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalDocument16 pagesAn Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalBalakrishna T SNo ratings yet
- Medellin Castillo Zaragoza Siqueiros2019 - Article - DesignAndManufacturingStrategi PDFDocument16 pagesMedellin Castillo Zaragoza Siqueiros2019 - Article - DesignAndManufacturingStrategi PDFajay d1212No ratings yet
- Computer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - inDocument12 pagesComputer Aided Manufacturability Analysis of Die-Cast Parts: Pvmrao@mech - Iitd.ac - in Tkkundra@mech - Iitd.ac - indamonlanglois100% (1)
- 1-s2.0-S2212827122001159-main (1)Document6 pages1-s2.0-S2212827122001159-main (1)SUBHASHISH SAHOONo ratings yet
- Knowledge-based expert system for design for manufacturabilityDocument12 pagesKnowledge-based expert system for design for manufacturabilityTeja shivraj DandeNo ratings yet
- Design For CastingDocument6 pagesDesign For CastingJosue Cruz NavarroNo ratings yet
- Tarp Final Report NewDocument43 pagesTarp Final Report NewSahil Kumar DasNo ratings yet
- 1 s2.0 S2351978917304912 MainDocument10 pages1 s2.0 S2351978917304912 MaindreamboykalisNo ratings yet
- What Are Principles For Design For Additive Manufacturing?: January 2014Document7 pagesWhat Are Principles For Design For Additive Manufacturing?: January 2014raicogonzalezNo ratings yet
- Wa0000.Document6 pagesWa0000.Quality DynamicNo ratings yet
- Additive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuDocument8 pagesAdditive Manufacturing Adoption in Product Design An Ove - 2020 - Procedia ManuYohannes AbebeNo ratings yet
- Product Design and Concurrent Engineerin UNIT 1Document22 pagesProduct Design and Concurrent Engineerin UNIT 1Nabila RasgadoNo ratings yet
- Materials Today: Proceedings: Gagan Bansal, Desh Bandhu Singh, Harpreet Singh Virk, Abhinav Devrani, Abhishek BhandariDocument5 pagesMaterials Today: Proceedings: Gagan Bansal, Desh Bandhu Singh, Harpreet Singh Virk, Abhinav Devrani, Abhishek BhandariJavier Ricardo Sánchez CastilloNo ratings yet
- FAIM - 2020 - Procedia (FNL)Document8 pagesFAIM - 2020 - Procedia (FNL)Nikos VaxevanidisNo ratings yet
- Solving Quality Problems in Tyre Production Preparation Process: A Practical ApproachDocument8 pagesSolving Quality Problems in Tyre Production Preparation Process: A Practical ApproachNebiyou AyalewNo ratings yet
- Design For Manufacturing and Assembly vs. Design To CostDocument6 pagesDesign For Manufacturing and Assembly vs. Design To CostAdarsh ShindeNo ratings yet
- Additive ManufacturingDocument5 pagesAdditive ManufacturingIJRASETPublicationsNo ratings yet
- Am Schedualing ReviewDocument12 pagesAm Schedualing ReviewMohammad OkourNo ratings yet
- DFMAPaper FullDocument13 pagesDFMAPaper FullahasimplemailNo ratings yet
- Paper 4Document11 pagesPaper 4nafayzaman03No ratings yet
- Design For Additive Manufacturing - Automated Build Orientation Selection and OptimDocument6 pagesDesign For Additive Manufacturing - Automated Build Orientation Selection and OptimPrashant VadattiNo ratings yet
- Documento - Design For Manufacturing and Assembly Vs Design To CostDocument7 pagesDocumento - Design For Manufacturing and Assembly Vs Design To CostJorge Andres Montoya QuirozNo ratings yet
- Materials Today: Proceedings: Suthep Butdee, Siridech KunhirunbawonDocument6 pagesMaterials Today: Proceedings: Suthep Butdee, Siridech KunhirunbawonDániel TokodyNo ratings yet
- Dimensional Tolerances For Additive Manufacturing: Experimental Investigation For Fused Deposition ModelingDocument6 pagesDimensional Tolerances For Additive Manufacturing: Experimental Investigation For Fused Deposition ModelingChris BurgerNo ratings yet
- DSP Re Formatted PaperDocument8 pagesDSP Re Formatted Papersyedqutub16No ratings yet
- Operations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationDocument12 pagesOperations Status and Bottleneck Analysis and Improvement of A Batch Process Manufacturing Line Using Discrete Event SimulationkinfegetaNo ratings yet
- Taguchi Based OptimizationDocument8 pagesTaguchi Based OptimizationHassan HabibNo ratings yet
- Design of Spoon Mold Using Flow Analysis and Higher End Design SoftwareDocument6 pagesDesign of Spoon Mold Using Flow Analysis and Higher End Design SoftwareashishNo ratings yet
- Kinematic DEsignDocument6 pagesKinematic DEsignJuana ChivoNo ratings yet
- Fixture Design To Supplement Machining and Fuel Cell EducationDocument8 pagesFixture Design To Supplement Machining and Fuel Cell EducationVlad UngureanuNo ratings yet
- Design For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceDocument22 pagesDesign For Manufacture and Assembly: The Boothroyd-Dewhurst ExperienceGraham MooreNo ratings yet
- Design Consideration For Additive Manufacturing Fu PDFDocument28 pagesDesign Consideration For Additive Manufacturing Fu PDFChethan rajNo ratings yet
- A Genetic Algorithm Based Model For Product Platform DesignDocument6 pagesA Genetic Algorithm Based Model For Product Platform DesignajayvgNo ratings yet
- 1-s2.0-S1877705817316120-mainDocument11 pages1-s2.0-S1877705817316120-mainsayem.firstsmithcorpNo ratings yet
- Applsci 12 00854 v2Document14 pagesApplsci 12 00854 v2AdolfNo ratings yet
- Dfma Lecture Notes PDFDocument71 pagesDfma Lecture Notes PDFlithish RangarajanNo ratings yet
- Zahra Ee 2020Document8 pagesZahra Ee 2020David Omar Torres GutierrezNo ratings yet
- Applications of Additive Manufacturing (3D Printing) : A ReviewDocument7 pagesApplications of Additive Manufacturing (3D Printing) : A ReviewReinaldi Luthfi AmirNo ratings yet
- Current Trend in Computer Aided Process Planning: October 2001Document13 pagesCurrent Trend in Computer Aided Process Planning: October 2001starboyNo ratings yet
- 1 s2.0 S1755581722000438 MainDocument8 pages1 s2.0 S1755581722000438 MainSubash SeshathriNo ratings yet
- A Method For Analyzing The Influence of Process and Design Parameters On The Build Time of Additively Manufactured ComponentsDocument10 pagesA Method For Analyzing The Influence of Process and Design Parameters On The Build Time of Additively Manufactured Componentssubhashraj18No ratings yet
- Integrated Product-Process Design - Material and Manufacturing Process Selection For Additive Manufacturing Using Multi-Criteria Decision MakingDocument12 pagesIntegrated Product-Process Design - Material and Manufacturing Process Selection For Additive Manufacturing Using Multi-Criteria Decision MakingAnonymous 5AmJ13mLkNo ratings yet
- Billet Optimization For Steering KnuckleDocument5 pagesBillet Optimization For Steering KnuckleAnkit SahuNo ratings yet
- A Proposed Study On Facility Planning and Design in Manufacturing ProcessDocument7 pagesA Proposed Study On Facility Planning and Design in Manufacturing ProcessJorge Luis Raygada AzpilcuetaNo ratings yet
- Robotics and Computer-Integrated ManufacturingDocument12 pagesRobotics and Computer-Integrated ManufacturingLogesh SivasubramanianNo ratings yet
- Paper 1Document13 pagesPaper 1Dĕĕpáķ ŚĥáŕmáNo ratings yet
- 001-INTEGRATED Process For An Automotive component-LEALIDocument11 pages001-INTEGRATED Process For An Automotive component-LEALIMarcofNo ratings yet
- Methodical Approach For Process Selection in Additive ManufacturingDocument10 pagesMethodical Approach For Process Selection in Additive ManufacturingRAVI KUMARNo ratings yet
- 1-s2.0-S2212827121002584-main-đã chuyển đổiDocument6 pages1-s2.0-S2212827121002584-main-đã chuyển đổiKiều Anh Trần NguyễnNo ratings yet
- 006Document12 pages006srinathgudur11No ratings yet
- M.tech Master Sem-3 Seminar - REportDocument22 pagesM.tech Master Sem-3 Seminar - REportPrashant VadattiNo ratings yet
- Optimization of Machining Parameters For Face Milling Operation in A Vertical CNC Milling Machine Using Genetic AlgorithmDocument6 pagesOptimization of Machining Parameters For Face Milling Operation in A Vertical CNC Milling Machine Using Genetic AlgorithmdindaNo ratings yet
- Research Papers On Advanced Manufacturing TechnologyDocument4 pagesResearch Papers On Advanced Manufacturing Technologygz8y0espNo ratings yet
- A Proposed Study On Facility Planning and Design in Manufacturing ProcessDocument7 pagesA Proposed Study On Facility Planning and Design in Manufacturing ProcessRichard Rhamil Carganillo Garcia Jr.No ratings yet
- Optimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueDocument8 pagesOptimization of Material Removal Rate During Turning of SAE 1020 Material in CNC Lathe Using Taguchi TechniqueitiseasyNo ratings yet
- Sutisna, Development of Automatic CAD Drawing For Tyre Mould DesignDocument5 pagesSutisna, Development of Automatic CAD Drawing For Tyre Mould DesignnanangasNo ratings yet
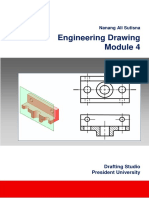
- Modul 4 Eng-Drawing - Section ViewsDocument31 pagesModul 4 Eng-Drawing - Section ViewsnanangasNo ratings yet
- Modul 2 Eng-Drawing - Projection SystemsDocument39 pagesModul 2 Eng-Drawing - Projection SystemsnanangasNo ratings yet
- Modul 5 Eng-Drawing - Fit and ToleranceDocument37 pagesModul 5 Eng-Drawing - Fit and TolerancenanangasNo ratings yet
- Modul 3 Eng-Drawing - DimensioningDocument44 pagesModul 3 Eng-Drawing - DimensioningnanangasNo ratings yet
- Calculation of Belt Conveyor For Transfering Steel Grit in Sandblasting Room-Jurnal Rekayasa Mesin Vol 12 No. 3 2021Document11 pagesCalculation of Belt Conveyor For Transfering Steel Grit in Sandblasting Room-Jurnal Rekayasa Mesin Vol 12 No. 3 2021nanangasNo ratings yet
- Sutisna, Rolling Resistance Estimation - Book ChapterDocument21 pagesSutisna, Rolling Resistance Estimation - Book ChapternanangasNo ratings yet
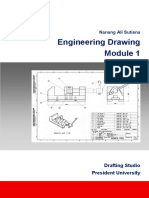
- Modul 1 Eng-Drawing - IntroductionDocument34 pagesModul 1 Eng-Drawing - IntroductionnanangasNo ratings yet
- Mechanical Workshop Module - CompressedDocument78 pagesMechanical Workshop Module - CompressednanangasNo ratings yet
- Effect of ExtrusionProcess Parameters On Mechanial Properties of 3D Printed PLA ProductDocument8 pagesEffect of ExtrusionProcess Parameters On Mechanial Properties of 3D Printed PLA ProductnanangasNo ratings yet
- Sutisna, Rolling Resistance Estimation of PCR Tyre DesignDocument19 pagesSutisna, Rolling Resistance Estimation of PCR Tyre DesignnanangasNo ratings yet
- 2015 Jones Industrial 3d Printing Is Coming To Mainstream CNC Cecimo Magazine Am EdDocument3 pages2015 Jones Industrial 3d Printing Is Coming To Mainstream CNC Cecimo Magazine Am EdGianluca GiacoboNo ratings yet
- Sutisna, Filda & Grace - Optimalisasi Pemanfaatan Sekam Padi Menjadi Briket Arang SekamDocument11 pagesSutisna, Filda & Grace - Optimalisasi Pemanfaatan Sekam Padi Menjadi Briket Arang SekamnanangasNo ratings yet
- Additive Manufacturing: Challenges, Trends, and ApplicationsDocument27 pagesAdditive Manufacturing: Challenges, Trends, and ApplicationsKevinGarciaNo ratings yet
- Additive Manufacturing of 3D Nano-ArchitectedDocument8 pagesAdditive Manufacturing of 3D Nano-ArchitectednanangasNo ratings yet
- 2015 Lorenz Et Al A Review of Hybrid ManufacturingDocument13 pages2015 Lorenz Et Al A Review of Hybrid ManufacturingnanangasNo ratings yet
- Saving and InvestingDocument37 pagesSaving and InvestingnanangasNo ratings yet
- ISE Module 2 Economic SurvivalDocument28 pagesISE Module 2 Economic SurvivalnanangasNo ratings yet
- WOMEN Preference Towards Tenun IkatDocument11 pagesWOMEN Preference Towards Tenun IkatnanangasNo ratings yet
- How To Start A BusinessDocument27 pagesHow To Start A BusinessnanangasNo ratings yet
- 3D HYBRID - AM FOR CNC - HomeDocument9 pages3D HYBRID - AM FOR CNC - HomenanangasNo ratings yet
- Money Personality Types: A. SpenderDocument2 pagesMoney Personality Types: A. SpendernanangasNo ratings yet
- ISE Week 1Document64 pagesISE Week 1nanangasNo ratings yet
- Sutisna 2019 IOP Conf. Ser. Mater. Sci. Eng. 494 012021Document11 pagesSutisna 2019 IOP Conf. Ser. Mater. Sci. Eng. 494 012021nanangasNo ratings yet
- PokeDex ChecklistDocument7 pagesPokeDex ChecklistJosh StrıkeNo ratings yet
- Learning Curves in Manufacturing IndustriesDocument3 pagesLearning Curves in Manufacturing Industriessubhash221103No ratings yet
- Using A Robotic Helicopter To Fuel Interest in and Augment The HumanDocument11 pagesUsing A Robotic Helicopter To Fuel Interest in and Augment The Human枪手瞎炳No ratings yet
- Vilta-S: Stabilizer For SmartphoneDocument28 pagesVilta-S: Stabilizer For SmartphoneNivin KumarNo ratings yet
- Excel Basics - Introduction to Formulas, Functions and NavigationDocument12 pagesExcel Basics - Introduction to Formulas, Functions and NavigationCarllouie De LaraNo ratings yet
- Street Rehabilitation Program ReportDocument2 pagesStreet Rehabilitation Program ReportWCPO 9 NewsNo ratings yet
- WESCAM MX-15-0503AA-SpecDocument2 pagesWESCAM MX-15-0503AA-SpecAIT FARIDNo ratings yet
- Jeppesen 021 - 03 - PowerplantDocument274 pagesJeppesen 021 - 03 - PowerplantSadcat97% (29)
- Phy12l E301Document5 pagesPhy12l E301Arvn Christian Santicruz FloresNo ratings yet
- ISO 90012015checklist - tcm14 57745 PDFDocument25 pagesISO 90012015checklist - tcm14 57745 PDFDaniela Muñoz SaldiasNo ratings yet
- Catalog of Replacement Parts: Model D300 Series MixersDocument24 pagesCatalog of Replacement Parts: Model D300 Series Mixersanto starlinNo ratings yet
- Manajemen Data Standar Pelayanan Minimal Rumah Sakit The Hospital Minimum Service Standard Data Management Sigid Nugroho Adhi Kori Puspita NingsihDocument10 pagesManajemen Data Standar Pelayanan Minimal Rumah Sakit The Hospital Minimum Service Standard Data Management Sigid Nugroho Adhi Kori Puspita NingsihririnNo ratings yet
- Woldia University: The Role of Effective Communication in Resolving ConflictDocument17 pagesWoldia University: The Role of Effective Communication in Resolving ConflictMerry Hiyab100% (1)
- Tunnel Thru The Air Correct Starting PointDocument2 pagesTunnel Thru The Air Correct Starting Pointkhit wong54% (13)
- Table of Specs Mil 1st PTDocument2 pagesTable of Specs Mil 1st PTRowel Magsino GonzalesNo ratings yet
- TITLE: ONBOARDING-Make Better The Experience of New Hire Executive Summary Onboarding, Also Known As Organizational Socialization, Refers To TheDocument3 pagesTITLE: ONBOARDING-Make Better The Experience of New Hire Executive Summary Onboarding, Also Known As Organizational Socialization, Refers To ThePavel BawaNo ratings yet
- 2 Unit2Document28 pages2 Unit2BrahimeNo ratings yet
- What I Have Learned: MODULE 2: Stand On Issues Supported by Factual EvidencesDocument3 pagesWhat I Have Learned: MODULE 2: Stand On Issues Supported by Factual EvidencesJc Tan GallanoNo ratings yet
- FINAL REPORT OF TRAINING RRRRDocument26 pagesFINAL REPORT OF TRAINING RRRR52-Suraj RaskarNo ratings yet
- Introduction To Discourse Analysis PDFDocument20 pagesIntroduction To Discourse Analysis PDFShobade Christianah Temitope100% (1)
- Singapore's Success Story: From Slums to Garden City in 40 CharactersDocument14 pagesSingapore's Success Story: From Slums to Garden City in 40 CharactersMaria SchiporNo ratings yet
- Thermal Contact Conductance - Wikipedia PDFDocument20 pagesThermal Contact Conductance - Wikipedia PDFErwin MaryNo ratings yet
- MA 105 TutorialsDocument29 pagesMA 105 TutorialsABHIJEET SHARMANo ratings yet
- Beyond Tests: Understanding Alternative AssessmentsDocument53 pagesBeyond Tests: Understanding Alternative AssessmentstrandinhgiabaoNo ratings yet
- CompanyDocument7 pagesCompanylotchanNo ratings yet
- Download Introduction To Operations Research 11E Ise 11Th Ise Edition Frederick S Hillier full chapterDocument67 pagesDownload Introduction To Operations Research 11E Ise 11Th Ise Edition Frederick S Hillier full chapterrobin.mccomb793No ratings yet
- A Simple Guide To Energy Budgets: Number 167 WWW - Curriculum-Press - Co.ukDocument4 pagesA Simple Guide To Energy Budgets: Number 167 WWW - Curriculum-Press - Co.ukKamaria ThomasNo ratings yet
- Lab Manual Fall 2017Document68 pagesLab Manual Fall 2017Nil SabbirNo ratings yet
- DevOps: Development and Operations PresentationDocument12 pagesDevOps: Development and Operations Presentationangelo perezNo ratings yet
- List of Engineering Colleges in PakistanDocument7 pagesList of Engineering Colleges in PakistanFahad Bin ImtiazNo ratings yet