You might also like
- Mechanical Performance of Pattern Using 3d Printing ProcessDocument25 pagesMechanical Performance of Pattern Using 3d Printing Processshyam.7zooz7No ratings yet
- Submission For PublicationDocument6 pagesSubmission For PublicationPrashanth GurramNo ratings yet
- Optimization of Production Process Parameters of DLP Type 3D Printer Design For Product Roughness ValueDocument5 pagesOptimization of Production Process Parameters of DLP Type 3D Printer Design For Product Roughness ValueJyothendra Pavan DamarlaNo ratings yet
- Department of Mechanical EnginneringDocument11 pagesDepartment of Mechanical EnginneringViraj SukaleNo ratings yet
- Machine Learning in Predicting MechanicalDocument17 pagesMachine Learning in Predicting MechanicalsarathNo ratings yet
- FDM 3D Printing Process Parameters Optimization Using Taguchi Method For Improving The Gear StrengthDocument7 pagesFDM 3D Printing Process Parameters Optimization Using Taguchi Method For Improving The Gear StrengthIJAR JOURNALNo ratings yet
- Influence of Process Parameters On Mechanical Properties andDocument5 pagesInfluence of Process Parameters On Mechanical Properties andKenan MuhamedagićNo ratings yet
- 064 Optimizing The Tensile Strength For 3D Printed PLADocument21 pages064 Optimizing The Tensile Strength For 3D Printed PLAnamasse.medamineNo ratings yet
- Durão2019 Article OptimizingAdditiveManufacturinDocument23 pagesDurão2019 Article OptimizingAdditiveManufacturinAlamNo ratings yet
- Additive Manufacturing of PLA Structures Using Fused DepositionDocument15 pagesAdditive Manufacturing of PLA Structures Using Fused DepositionMechanical ClassNo ratings yet
- Design and Development of A Low-Cost Open-Source 3D Printer and ItsDocument11 pagesDesign and Development of A Low-Cost Open-Source 3D Printer and ItsGlessy SilvestreNo ratings yet
- Materials 13 03895 v2Document22 pagesMaterials 13 03895 v2BornJustForDead AmenNo ratings yet
- FDM-Part QuailtyDocument7 pagesFDM-Part QuailtyΓιώργος ΔήμαςNo ratings yet
- Effect of Infill Parameter On Compression Property in FDM ProcessDocument5 pagesEffect of Infill Parameter On Compression Property in FDM Processweelun yapNo ratings yet
- Effect of FDM Process Parameters On Mechanical Properties of 3D Printed Carbon fibre-PLA CompositeDocument7 pagesEffect of FDM Process Parameters On Mechanical Properties of 3D Printed Carbon fibre-PLA CompositeMina AdelNo ratings yet
- How Surface Roughness Performance of Printed Parts Manufactured by Desktop FDM 3D Printer With PLA+ Is Influenced by Measuring DirectionDocument12 pagesHow Surface Roughness Performance of Printed Parts Manufactured by Desktop FDM 3D Printer With PLA+ Is Influenced by Measuring DirectionCông HuânNo ratings yet
- CSE 3D Printing ReportDocument18 pagesCSE 3D Printing ReportAksh RawalNo ratings yet
- Design With Use of 3D Printing TechnologyDocument9 pagesDesign With Use of 3D Printing Technologyxuyan yinNo ratings yet
- Rapid Prototyping Applications by Three Dimensional Printing.Document5 pagesRapid Prototyping Applications by Three Dimensional Printing.Pramod WadateNo ratings yet
- Mazlan Et Al, 2023 JMechEDocument17 pagesMazlan Et Al, 2023 JMechETS DR ABDUL HALIM ABDULLAHNo ratings yet
- Taguchi Based OptimizationDocument8 pagesTaguchi Based OptimizationHassan HabibNo ratings yet
- Modeling and Parametric Optimization of FDM 3D Printing Process Using Hybrid Techniques For Enhancing Dimensional PrecisenessDocument18 pagesModeling and Parametric Optimization of FDM 3D Printing Process Using Hybrid Techniques For Enhancing Dimensional PrecisenesshassanNo ratings yet
- polymers-15-03419-with-coverDocument23 pagespolymers-15-03419-with-coversemevi5915No ratings yet
- Surface Roughness Quality and Dimensional AccuracyDocument30 pagesSurface Roughness Quality and Dimensional Accuracyantony1993No ratings yet
- Sreenidhi Institute of Science and TechnologyDocument15 pagesSreenidhi Institute of Science and TechnologyPrashanth GurramNo ratings yet
- 3 D Printing TechnologyDocument17 pages3 D Printing TechnologyClassic PrintersNo ratings yet
- 18me4105 - Additive Manufacturing Key & Scheme of Evaluation Dec-2022Document13 pages18me4105 - Additive Manufacturing Key & Scheme of Evaluation Dec-2022srinivas kanakalaNo ratings yet
- Billet Optimization For Steering Knuckle Using Taguchi MethodologyDocument5 pagesBillet Optimization For Steering Knuckle Using Taguchi MethodologyAnonymous ijGnA6CWEaNo ratings yet
- 1 s2.0 S2214785322037427 MainDocument6 pages1 s2.0 S2214785322037427 MainTayyab AliNo ratings yet
- Basics of 3D Printing TechnologyDocument32 pagesBasics of 3D Printing TechnologyBalkrishna ChaudharyNo ratings yet
- 3dprintingpracticelab 230710091102 b46f4fddDocument36 pages3dprintingpracticelab 230710091102 b46f4fddchantiNo ratings yet
- Analysis and Validation of Gravity Die Casting ProcessDocument7 pagesAnalysis and Validation of Gravity Die Casting Processhosseinidokht86100% (1)
- Wear Assessment of 3-D Printed Parts of PLA (Polylactic Acid) Using Taguchi Design and Artificial Neural Network (ANN) TechniqueDocument16 pagesWear Assessment of 3-D Printed Parts of PLA (Polylactic Acid) Using Taguchi Design and Artificial Neural Network (ANN) TechniqueArturo CervantesNo ratings yet
- RapidR3 (13086) PDFDocument28 pagesRapidR3 (13086) PDFYashwanth ReddyNo ratings yet
- wang-et-al-2024-multi-material-additive-manufacturing-via-fused-deposition-modeling-3d-printing-a-systematic-review-onDocument16 pageswang-et-al-2024-multi-material-additive-manufacturing-via-fused-deposition-modeling-3d-printing-a-systematic-review-onctong6255No ratings yet
- Rapid Prototyping of Spur Gear by Three Dimensional PrintingDocument5 pagesRapid Prototyping of Spur Gear by Three Dimensional PrintingPramod WadateNo ratings yet
- The Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessDocument9 pagesThe Influence of Process Parameters On The Surface Roughness of The 3d Printed Part in FDM ProcessJohnNo ratings yet
- C1 C Girum Tesfaye Gedecho 3D PrintingDocument5 pagesC1 C Girum Tesfaye Gedecho 3D PrintingGirum TesfayeNo ratings yet
- AM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193Document8 pagesAM92 MAurya N. E.A. Comparative Study and Measurement of Form Errors For The Component Printed by FDM en PJ Process. 2019. Science Direct 336796193markvanderstaay70No ratings yet
- 1 s2.0 S2214785322020971 MainDocument6 pages1 s2.0 S2214785322020971 MainTayyab AliNo ratings yet
- Rankouhi Et. Al., 2016Document15 pagesRankouhi Et. Al., 2016siyu chenNo ratings yet
- Procast 2009 Steel ExampleDocument11 pagesProcast 2009 Steel ExampleKimberly KingNo ratings yet
- Paper COBEM 2021 - Valente Buenos Daudt Pizzolato V2Document9 pagesPaper COBEM 2021 - Valente Buenos Daudt Pizzolato V2jão silvestre da cunhaNo ratings yet
- 4079 ArticleText 6905 2 10 20201220Document9 pages4079 ArticleText 6905 2 10 20201220arth202No ratings yet
- In Situ Visual Quality Control in 3D PrintingDocument8 pagesIn Situ Visual Quality Control in 3D PrintingShahrzad GhasemiNo ratings yet
- Faidallah Hanon Szakal Oldal 135Document20 pagesFaidallah Hanon Szakal Oldal 135Bogdan PashistyNo ratings yet
- Joie 1381378063800Document6 pagesJoie 1381378063800Carlos Saravia JuradoNo ratings yet
- Influence of Extruder's Nozzle Diameter On The Improvement of Functional Properties of 3D-Printed PLA ProductsDocument18 pagesInfluence of Extruder's Nozzle Diameter On The Improvement of Functional Properties of 3D-Printed PLA Productsrio_sanmedNo ratings yet
- 3D Printing: A SeminarDocument17 pages3D Printing: A SeminarRajesh SahuNo ratings yet
- Report Assignment 1 - 3D Printing - FINALDocument10 pagesReport Assignment 1 - 3D Printing - FINALAmirAfizJimNo ratings yet
- Taguchi Method-Ver1Document12 pagesTaguchi Method-Ver1nhat20112003No ratings yet
- Design and Fabrication of 3d PrintingDocument23 pagesDesign and Fabrication of 3d PrintingManikanta Venkata100% (1)
- Soa ReportDocument21 pagesSoa Reportashutosh.2022cc09No ratings yet
- IJRASET1Document16 pagesIJRASET1krishnaNo ratings yet
- Sciencedirect: Design and Fabrication of Industrial Components Using 3D PrintingDocument10 pagesSciencedirect: Design and Fabrication of Industrial Components Using 3D PrintinglaythsalmsnNo ratings yet
- Materials Today: Proceedings: Vishal Wankhede, Darshit Jagetiya, Akshata Joshi, Rakesh ChaudhariDocument4 pagesMaterials Today: Proceedings: Vishal Wankhede, Darshit Jagetiya, Akshata Joshi, Rakesh Chaudharisubhashraj18No ratings yet
- Benchmarking Additive Manufacturing 30390567 S. Shylesh KumarDocument3 pagesBenchmarking Additive Manufacturing 30390567 S. Shylesh KumarShyluNo ratings yet
- Computer Modeling for Injection Molding: Simulation, Optimization, and ControlFrom EverandComputer Modeling for Injection Molding: Simulation, Optimization, and ControlHuamin ZhouNo ratings yet
- 3D Concrete Printing Technology: Construction and Building ApplicationsFrom Everand3D Concrete Printing Technology: Construction and Building ApplicationsNo ratings yet
- Sutisna, Rolling Resistance Estimation - Book ChapterDocument21 pagesSutisna, Rolling Resistance Estimation - Book ChapternanangasNo ratings yet
- Calculation of Belt Conveyor For Transfering Steel Grit in Sandblasting Room-Jurnal Rekayasa Mesin Vol 12 No. 3 2021Document11 pagesCalculation of Belt Conveyor For Transfering Steel Grit in Sandblasting Room-Jurnal Rekayasa Mesin Vol 12 No. 3 2021nanangasNo ratings yet
- Modul 2 Eng-Drawing - Projection SystemsDocument39 pagesModul 2 Eng-Drawing - Projection SystemsnanangasNo ratings yet
- Sutisna, Development of Automatic CAD Drawing For Tyre Mould DesignDocument5 pagesSutisna, Development of Automatic CAD Drawing For Tyre Mould DesignnanangasNo ratings yet
- Modul 5 Eng-Drawing - Fit and ToleranceDocument37 pagesModul 5 Eng-Drawing - Fit and TolerancenanangasNo ratings yet
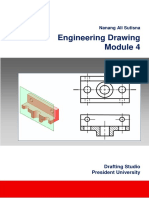
- Modul 4 Eng-Drawing - Section ViewsDocument31 pagesModul 4 Eng-Drawing - Section ViewsnanangasNo ratings yet
- Modul 3 Eng-Drawing - DimensioningDocument44 pagesModul 3 Eng-Drawing - DimensioningnanangasNo ratings yet
- Sutisna, Rolling Resistance Estimation of PCR Tyre DesignDocument19 pagesSutisna, Rolling Resistance Estimation of PCR Tyre DesignnanangasNo ratings yet
- Additive Manufacturing of 3D Nano-ArchitectedDocument8 pagesAdditive Manufacturing of 3D Nano-ArchitectednanangasNo ratings yet
- Sutisna, Filda & Grace - Optimalisasi Pemanfaatan Sekam Padi Menjadi Briket Arang SekamDocument11 pagesSutisna, Filda & Grace - Optimalisasi Pemanfaatan Sekam Padi Menjadi Briket Arang SekamnanangasNo ratings yet
- 2015 Lorenz Et Al A Review of Hybrid ManufacturingDocument13 pages2015 Lorenz Et Al A Review of Hybrid ManufacturingnanangasNo ratings yet
- Additive Manufacturing: Challenges, Trends, and ApplicationsDocument27 pagesAdditive Manufacturing: Challenges, Trends, and ApplicationsKevinGarciaNo ratings yet
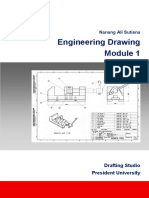
- Modul 1 Eng-Drawing - IntroductionDocument34 pagesModul 1 Eng-Drawing - IntroductionnanangasNo ratings yet
- Mechanical Workshop Module - CompressedDocument78 pagesMechanical Workshop Module - CompressednanangasNo ratings yet
- Saving and InvestingDocument37 pagesSaving and InvestingnanangasNo ratings yet
- Geometric Complexity Based Process Selection For Hybrid ManufacturingDocument12 pagesGeometric Complexity Based Process Selection For Hybrid ManufacturingnanangasNo ratings yet
- 2015 Jones Industrial 3d Printing Is Coming To Mainstream CNC Cecimo Magazine Am EdDocument3 pages2015 Jones Industrial 3d Printing Is Coming To Mainstream CNC Cecimo Magazine Am EdGianluca GiacoboNo ratings yet
- 3D HYBRID - AM FOR CNC - HomeDocument9 pages3D HYBRID - AM FOR CNC - HomenanangasNo ratings yet
- ISE Module 2 Economic SurvivalDocument28 pagesISE Module 2 Economic SurvivalnanangasNo ratings yet
- How To Start A BusinessDocument27 pagesHow To Start A BusinessnanangasNo ratings yet
- Money Personality Types: A. SpenderDocument2 pagesMoney Personality Types: A. SpendernanangasNo ratings yet
- ISE Week 1Document64 pagesISE Week 1nanangasNo ratings yet
- WOMEN Preference Towards Tenun IkatDocument11 pagesWOMEN Preference Towards Tenun IkatnanangasNo ratings yet
- Sutisna 2019 IOP Conf. Ser. Mater. Sci. Eng. 494 012021Document11 pagesSutisna 2019 IOP Conf. Ser. Mater. Sci. Eng. 494 012021nanangasNo ratings yet
- 2020 - Effect of Recycling On The Mechanical Behavior and Structure of Additively Manufactured Acrylonitrile Butadiene Styrene (ABS)Document10 pages2020 - Effect of Recycling On The Mechanical Behavior and Structure of Additively Manufactured Acrylonitrile Butadiene Styrene (ABS)Wangi Pandan SariNo ratings yet
- Quality of 3D Printed Objects Using Fused Deposition Modeling (FDM) Technology in Terms of Dimensional AccuracyDocument18 pagesQuality of 3D Printed Objects Using Fused Deposition Modeling (FDM) Technology in Terms of Dimensional AccuracyhalikonhdNo ratings yet
- Cubicon Style (3DP-210F) Operation Manual (151001, En)Document46 pagesCubicon Style (3DP-210F) Operation Manual (151001, En)katakuriNo ratings yet
- Factors Effecting Real-Time Optical Monitoring of Fused Filament 3D PrintingDocument17 pagesFactors Effecting Real-Time Optical Monitoring of Fused Filament 3D PrintingShahrzad GhasemiNo ratings yet
- Building Your Own 3D PrinterDocument42 pagesBuilding Your Own 3D PrintergrafpapNo ratings yet
- Weedo f152 Manual enDocument57 pagesWeedo f152 Manual enJoséNoboaNo ratings yet
- 3D Printed PEEK Carbon Fiber Composites PDFDocument22 pages3D Printed PEEK Carbon Fiber Composites PDFGajaraj GajapathiNo ratings yet
- Seminar Report On 3D PrintingDocument20 pagesSeminar Report On 3D PrintingArchitbhardwaj13No ratings yet
- Effects of Print and Post-Cure Parameters On Mechanical Properties of 3D Printed PartsDocument10 pagesEffects of Print and Post-Cure Parameters On Mechanical Properties of 3D Printed PartsBartNo ratings yet
- Svratka, Czech Republic, 14 - 17 May 2018 Engineering Mechanics 2018Document4 pagesSvratka, Czech Republic, 14 - 17 May 2018 Engineering Mechanics 2018Irfan GhaniNo ratings yet
- Additive Manufacturing - Lecture Notes and Scheme For EME PDFDocument10 pagesAdditive Manufacturing - Lecture Notes and Scheme For EME PDFjohnnyNo ratings yet
- A State-Of-The-Art Review On Types, Design, Optimization, and Additive Manufacturing of Cellular StructuresDocument22 pagesA State-Of-The-Art Review On Types, Design, Optimization, and Additive Manufacturing of Cellular StructuresNuno FerreiraNo ratings yet
- GENGDocument7 pagesGENGAizat RomainoNo ratings yet
- 3D PrinterDocument25 pages3D PrinterMelku AbebeNo ratings yet
- Fused Deposition Modeling of Polypropylene MaterialsDocument9 pagesFused Deposition Modeling of Polypropylene MaterialsLucas VillalobosNo ratings yet
- 3-D Printing Structural Electronics With Conductive FilamentsDocument8 pages3-D Printing Structural Electronics With Conductive FilamentshalikonhdNo ratings yet
- Reverse EngineeringDocument27 pagesReverse Engineeringzeyadhr70No ratings yet
- Pla Research GateDocument9 pagesPla Research GateAsad MaqsoodNo ratings yet
- Solidworks 2019 Tutorial Full ChapterDocument41 pagesSolidworks 2019 Tutorial Full Chapterclifton.barrocas861100% (25)
- Quickstart Manual - Simplify3D v9Document16 pagesQuickstart Manual - Simplify3D v9KazuoNo ratings yet
- Eng Mech 2018 Wojciech Pawlak Wearandcoefficientoffrictionof PLA-graphitecompositein 3 DprintingtechnologyDocument5 pagesEng Mech 2018 Wojciech Pawlak Wearandcoefficientoffrictionof PLA-graphitecompositein 3 DprintingtechnologyvedddaaaahNo ratings yet
- 3D-Printed Micro Uidics and Potential Biomedical ApplicationsDocument16 pages3D-Printed Micro Uidics and Potential Biomedical ApplicationsMark TomNo ratings yet
- 3D Printing Failures - 2020 Edition - How To Diagnose and Repair ALL Desktop 3D Printing Issues - FlattenedDocument535 pages3D Printing Failures - 2020 Edition - How To Diagnose and Repair ALL Desktop 3D Printing Issues - FlattenedDamian Intxausti Pejenaute100% (2)
- Kim 2018Document6 pagesKim 2018Bookaholic 11No ratings yet
- Sustainable 3D Printing With Recycled Materials: A Review: Journal of Mechanical Science and Technology 37 (11) 2023Document27 pagesSustainable 3D Printing With Recycled Materials: A Review: Journal of Mechanical Science and Technology 37 (11) 2023DANTE DELEGUERYNo ratings yet
- ArdionDocument4 pagesArdionReinaldi Luthfi AmirNo ratings yet
- Lecture 15 Rapid Tooling 1Document19 pagesLecture 15 Rapid Tooling 1shanur begulajiNo ratings yet
- A Guide To Prototyping For Startup ManufacturersDocument11 pagesA Guide To Prototyping For Startup ManufacturersSebastián Geerling GamboaNo ratings yet
- 3D Printing UrssDocument5 pages3D Printing UrssmvicenteloNo ratings yet
- 3D and 4D Printing in Dentistry and Maxillofacial Surgery Printing Techniques, Materials, and ApplicationsDocument24 pages3D and 4D Printing in Dentistry and Maxillofacial Surgery Printing Techniques, Materials, and ApplicationsBalavigneshwaran bt18ipf04No ratings yet