You might also like
- SSPC Ab 4Document3 pagesSSPC Ab 4mithileshNo ratings yet
- SSPC Ab2 1996 PDFDocument4 pagesSSPC Ab2 1996 PDFmarklesterNo ratings yet
- SSPC-AB 1: Abrasive Specification for Mineral and Slag AbrasivesDocument5 pagesSSPC-AB 1: Abrasive Specification for Mineral and Slag AbrasivesLetth Dur'No ratings yet
- Sspc-Ab 1Document7 pagesSspc-Ab 1Cesar HuertaNo ratings yet
- 07.3.1.2 SSPC - Ab 2 - 2015 PDFDocument3 pages07.3.1.2 SSPC - Ab 2 - 2015 PDFandaech100% (1)
- Abrasive Specification No. 2Document4 pagesAbrasive Specification No. 2Dang Thanh TuanNo ratings yet
- Abrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag AbrasivesDocument7 pagesAbrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag Abrasivesdanedt28No ratings yet
- Surface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningDocument2 pagesSurface Preparation Standard No. 1: SSPC: The Society For Protective Coatings Solvent CleaningKrishna VachaNo ratings yet
- ASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFDocument3 pagesASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFEl_memito100% (1)
- Astm D4752 20Document8 pagesAstm D4752 20Nguyên Nguyễn CaoNo ratings yet
- Astm d4752 Rub TestDocument8 pagesAstm d4752 Rub Testhelioxavier2100% (1)
- SSPC Pa2Document12 pagesSSPC Pa2Robinson Cesar De la VegaNo ratings yet
- SSPC Pa 2 2004 PDFDocument11 pagesSSPC Pa 2 2004 PDFrams789100% (1)
- SSPC PA2 Measurement of Dry Coating Thickness With Magnetic GagesDocument11 pagesSSPC PA2 Measurement of Dry Coating Thickness With Magnetic Gageslonglong3003No ratings yet
- Paint Application Standard No. 2Document13 pagesPaint Application Standard No. 2ceroride100% (2)
- SSPC Guide 16 PDFDocument15 pagesSSPC Guide 16 PDFkishorekumar.animu100% (1)
- Astm D 6677Document2 pagesAstm D 6677Ronny Moreno100% (1)
- Elcometer 142 ISO 8502-3 Dust PDFDocument1 pageElcometer 142 ISO 8502-3 Dust PDFhamza2085No ratings yet
- Astm D714Document5 pagesAstm D714Boris AguilarNo ratings yet
- Technology Update No. 7Document24 pagesTechnology Update No. 7aRiTo!No ratings yet
- D3276 15 115 1 Standard GuidDocument14 pagesD3276 15 115 1 Standard GuidDavid SalgueroNo ratings yet
- SSPC SP 8 00 PicklingDocument2 pagesSSPC SP 8 00 PicklingashfaqbhatNo ratings yet
- SSPC Paint20Document5 pagesSSPC Paint20vlong3003100% (3)
- SSPC PS Guide 12 PDFDocument6 pagesSSPC PS Guide 12 PDFNuzul Furqony100% (2)
- ASTM D7393-07 (2012) Standard Practice For Indicating Oil in AbrasivesDocument2 pagesASTM D7393-07 (2012) Standard Practice For Indicating Oil in Abrasivesalexander zuritaNo ratings yet
- D2200 17Document3 pagesD2200 17Amirhossein LotfiNo ratings yet
- Painting DFT Rules-SSPC-PA-2Document16 pagesPainting DFT Rules-SSPC-PA-2Michael AlbuquerqueNo ratings yet
- SSPC SP 1Document2 pagesSSPC SP 1romdhan88No ratings yet
- Astm e 337 - 02Document24 pagesAstm e 337 - 02vlong3003100% (2)
- Astm D4228 05R17Document3 pagesAstm D4228 05R17Johana Rivadeneira100% (1)
- Astm D 4258Document2 pagesAstm D 4258anthonybarnard100% (1)
- D740 - 11 Standard Specification For Methyl Ethyl Ketone PDFDocument2 pagesD740 - 11 Standard Specification For Methyl Ethyl Ketone PDFJacques BlueqNo ratings yet
- Astm D1212Document4 pagesAstm D1212Danilo Fornaro100% (1)
- Abrasive Standard No. 3: SSPC: The Society For Protective CoatingsDocument6 pagesAbrasive Standard No. 3: SSPC: The Society For Protective CoatingsmithileshNo ratings yet
- FT-IR Fingerprinting of A Non-Aqueous Liquid Paint As Supplied in The Manufacturer's ContainerDocument6 pagesFT-IR Fingerprinting of A Non-Aqueous Liquid Paint As Supplied in The Manufacturer's ContainerJuan F Alvarez100% (1)
- Astm D5162-15Document5 pagesAstm D5162-15maxpan maxNo ratings yet
- ASTM D4228 Calificacion PintoresDocument3 pagesASTM D4228 Calificacion PintoresCarlos Licea100% (2)
- SSPC Pa1Document14 pagesSSPC Pa1HiệpBáNo ratings yet
- Guide To SSPC Vis 3 PDFDocument3 pagesGuide To SSPC Vis 3 PDFMarco Orteza100% (2)
- SSPC Guide 6Document14 pagesSSPC Guide 6alfian leoanakNo ratings yet
- ASTM D3276 - 07 Standard Guide For Painting Inspectors PDFDocument14 pagesASTM D3276 - 07 Standard Guide For Painting Inspectors PDFFCT80% (5)
- Astm D 5064Document2 pagesAstm D 5064Alejandro 20No ratings yet
- SSPC SP-3-00 Power Tool Cleaning PDFDocument2 pagesSSPC SP-3-00 Power Tool Cleaning PDFAshish PatelNo ratings yet
- SSPC Pa 14Document6 pagesSSPC Pa 14mithileshNo ratings yet
- Astm D4541-17Document18 pagesAstm D4541-17aromeroquirogaNo ratings yet
- Field Measurement of Surface Profile of Blast Cleaned Steel: Standard Test Methods ForDocument3 pagesField Measurement of Surface Profile of Blast Cleaned Steel: Standard Test Methods Fornaim0% (1)
- SSPC SP16 Brush-Off Blast CleaningDocument5 pagesSSPC SP16 Brush-Off Blast Cleaninglonglong300394% (16)
- SSPC AB1 Standard For Mineral and Slag AbrasivesDocument5 pagesSSPC AB1 Standard For Mineral and Slag Abrasiveslonglong3003100% (1)
- SSPC AB1 Standard For Mineral and Slag Abrasives PDFDocument5 pagesSSPC AB1 Standard For Mineral and Slag Abrasives PDFDeepak YadavNo ratings yet
- Abrasive Specification No. 1Document5 pagesAbrasive Specification No. 1NancyNo ratings yet
- Abrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag AbrasivesDocument7 pagesAbrasive Standard No. 1: SSPC: The Society For Protective Coatings Mineral and Slag AbrasivesSantiago Rafael Galarza JacomeNo ratings yet
- Sspc-Ab 1Document7 pagesSspc-Ab 1Allan LindoNo ratings yet
- Abrasive Specification No.: SSPC: The Society For Protective CoatingsDocument3 pagesAbrasive Specification No.: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- D 632 - 99 Rdyzmi05oqDocument3 pagesD 632 - 99 Rdyzmi05oqel kevinsio el kevinsoNo ratings yet
- Sspc-Ab1 - 2017Document5 pagesSspc-Ab1 - 2017Selvakpm06100% (1)
- SSPC-AB-1 Abrasive Specification Nro. 1Document5 pagesSSPC-AB-1 Abrasive Specification Nro. 1René Luis Perez MagneNo ratings yet
- Sspc-Ab 1Document5 pagesSspc-Ab 1Anton Thomas Punzalan100% (3)
- SSPC-AB1 (2004) Abrasive Specification No. 1Document5 pagesSSPC-AB1 (2004) Abrasive Specification No. 1fizanlaminNo ratings yet
- SSPC AB3 Standard For Ferrous Metallic AbrasiveDocument6 pagesSSPC AB3 Standard For Ferrous Metallic Abrasivelonglong3003100% (1)
- ALHOSN Vaccination ReportDocument1 pageALHOSN Vaccination ReportanoopkumarNo ratings yet
- 374 FC/375 FC/376 FC: Users ManualDocument34 pages374 FC/375 FC/376 FC: Users ManualhaydarNo ratings yet
- 20210430023301-Technical Delivery Conditions - 2021 - enDocument1 page20210430023301-Technical Delivery Conditions - 2021 - enanoopkumarNo ratings yet
- Anoop Kumar.V: UAE: +971547574919 IND: +918606579679Document5 pagesAnoop Kumar.V: UAE: +971547574919 IND: +918606579679anoopkumarNo ratings yet
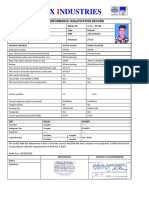
- NYX Ndustries ZC: Welder Performance Qualification RecordDocument1 pageNYX Ndustries ZC: Welder Performance Qualification RecordanoopkumarNo ratings yet
- Iso 8502 9 PDFDocument23 pagesIso 8502 9 PDFJavier Celada0% (1)
- BS Na en 1993 1 10 2005Document10 pagesBS Na en 1993 1 10 2005anoopkumarNo ratings yet
- Structural Inspection ChecklistsDocument57 pagesStructural Inspection Checklistsaikaless100% (1)
- 1468 Water Soluble Salts Bresle Method Iso 8509Document2 pages1468 Water Soluble Salts Bresle Method Iso 8509osgamNo ratings yet
- 29217Document4 pages29217ehsan.mNo ratings yet
- Taking Your Weld's TemperatureDocument6 pagesTaking Your Weld's TemperatureweldingheattreatmentNo ratings yet
- 20210430023301-Technical Delivery Conditions - 2021 - enDocument1 page20210430023301-Technical Delivery Conditions - 2021 - enanoopkumarNo ratings yet
- Questions AWS D1 1Document4 pagesQuestions AWS D1 1anoopkumarNo ratings yet
- Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To A Ferrous BaseDocument3 pagesNondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To A Ferrous Basemasv792512100% (2)
- BS 5276Document10 pagesBS 5276addymore100% (1)
- 2001v05 ResponsibilitiesDocument8 pages2001v05 ResponsibilitiesanoopkumarNo ratings yet
- Joints N Structural MembersDocument137 pagesJoints N Structural MembersSurya ArunNo ratings yet
- BS 1290 PDFDocument19 pagesBS 1290 PDFAhmed IrakyNo ratings yet
- BS 5276-4-1977Document18 pagesBS 5276-4-1977anoopkumarNo ratings yet
- Understanding Units of Measurement in Environmental ReportsDocument2 pagesUnderstanding Units of Measurement in Environmental Reportsahmadubir4443No ratings yet
- BS 5276-3-1979Document10 pagesBS 5276-3-1979anoopkumarNo ratings yet
- BS 709-1983Document38 pagesBS 709-1983anoopkumarNo ratings yet
- BS 709-1983Document38 pagesBS 709-1983anoopkumarNo ratings yet
- ASTM G46 94 Examination and Evaluation of Pitting PDFDocument8 pagesASTM G46 94 Examination and Evaluation of Pitting PDFAmbar100% (1)
- SSPC How To UseDocument7 pagesSSPC How To UseanoopkumarNo ratings yet
- A530A530MDocument9 pagesA530A530Mmanoj_amritkarNo ratings yet
- BS 427-1990Document55 pagesBS 427-1990anoopkumarNo ratings yet
- Paint Specification No.: Steel Structures Painting CouncilDocument6 pagesPaint Specification No.: Steel Structures Painting CouncilanoopkumarNo ratings yet
- Paint Specification No.: SSPC: The Society For Protective CoatingsDocument5 pagesPaint Specification No.: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- Paint Specification No.: SSPC: The Society For Protective CoatingsDocument8 pagesPaint Specification No.: SSPC: The Society For Protective CoatingsanoopkumarNo ratings yet
- Shop Painting AdvantagesDocument7 pagesShop Painting AdvantagesvvpvarunNo ratings yet
- How To Create An Abrasive Air Blast RoomDocument4 pagesHow To Create An Abrasive Air Blast Roomdarsh2001patelNo ratings yet
- WELDFAST™ ZC-275 Adhesive: Bonding EnvironmentDocument4 pagesWELDFAST™ ZC-275 Adhesive: Bonding EnvironmentMukiara LuffyNo ratings yet
- Paint Coatings Resistance To The Action of Mechanical Wash BrushesDocument14 pagesPaint Coatings Resistance To The Action of Mechanical Wash Brushesclaudio5475No ratings yet
- Anderson and Burge The Handbook of Optics FabricationDocument36 pagesAnderson and Burge The Handbook of Optics Fabricationkndprasad01No ratings yet
- B.O.P.T. Technique: Dr. Ignazio LoiDocument32 pagesB.O.P.T. Technique: Dr. Ignazio LoiTeresa LealNo ratings yet
- MSTP Reviewer MidtermsDocument9 pagesMSTP Reviewer MidtermsCarl Jay R. IntacNo ratings yet
- DRP001-OUF-SPE-W-000-008-B4 (Painting of New Equipment & Piping)Document37 pagesDRP001-OUF-SPE-W-000-008-B4 (Painting of New Equipment & Piping)Kannan MurugesanNo ratings yet
- GMA Garnet™ SpeedBlast 2013Document2 pagesGMA Garnet™ SpeedBlast 2013Srinivasan RNo ratings yet
- Duplex Systems: Improving Communication and SpecificationDocument16 pagesDuplex Systems: Improving Communication and SpecificationaRiTo!No ratings yet
- Film Hardness by Pencil Test: Standard Test Method ForDocument3 pagesFilm Hardness by Pencil Test: Standard Test Method ForNameNo ratings yet
- IBIX Ibimar1Document2 pagesIBIX Ibimar1AnnmNo ratings yet
- Norma - ASTM E3-11 2017 - Standard Guide For Preparation of Metallographic SpecimensDocument12 pagesNorma - ASTM E3-11 2017 - Standard Guide For Preparation of Metallographic SpecimensBacana CwbNo ratings yet
- Industrial Abrasives - A Global Market OverviewDocument37 pagesIndustrial Abrasives - A Global Market OverviewIndustry Experts, Inc.No ratings yet
- SSPC Pa-Guide 5 (2004)Document12 pagesSSPC Pa-Guide 5 (2004)Pubcrawl100% (2)
- Cleaning Equipments and AgentsDocument69 pagesCleaning Equipments and AgentsShubham GuptaNo ratings yet
- 06 - Chapter 1 PDFDocument38 pages06 - Chapter 1 PDFdinosaur x-drakeNo ratings yet
- ISO 2063 2005 en PreviewDocument8 pagesISO 2063 2005 en PreviewBussborg33% (3)
- The Complete Hermes Programme For External Cylindrical GrindingDocument16 pagesThe Complete Hermes Programme For External Cylindrical GrindingFlavioNo ratings yet
- AGS011-04 Painting and Protective CoatingsDocument30 pagesAGS011-04 Painting and Protective CoatingsJose MachadoNo ratings yet
- Rice MillingDocument32 pagesRice MillingReymart EboraNo ratings yet
- Gear Cutting For Production EngineeringDocument8 pagesGear Cutting For Production Engineeringprithvi shettyNo ratings yet
- ALON (TM) - Optical-Ceramic InglêsDocument12 pagesALON (TM) - Optical-Ceramic InglêsmasimalNo ratings yet
- Product Data Sheet Hempadur 45880Document2 pagesProduct Data Sheet Hempadur 45880Julius HendraNo ratings yet
- Wood Turning NotesDocument36 pagesWood Turning Notestheodrosyo0% (1)
- Guide to Chemical, Electrochemical, Electron Beam & Laser Beam Machining ProcessesDocument15 pagesGuide to Chemical, Electrochemical, Electron Beam & Laser Beam Machining ProcessesAshwin DevNo ratings yet
- Jotachar JF750Document17 pagesJotachar JF750samet çelikNo ratings yet
- English: WWW - Disco.co - JPDocument17 pagesEnglish: WWW - Disco.co - JPBrian WuNo ratings yet
- SOP For Abrasive WheelsDocument7 pagesSOP For Abrasive WheelsShreedharNo ratings yet
- FBS Module 2Document39 pagesFBS Module 2Kristel Acordon100% (2)