You might also like
- Rapid Hull Modeling in RhinocerosDocument8 pagesRapid Hull Modeling in RhinocerosKok Kean Yoong100% (3)
- Strength of Materials - M6 - Deflection of BeamsDocument21 pagesStrength of Materials - M6 - Deflection of BeamsAfanie Mae Romero EstepaNo ratings yet
- Oriented Projective Geometry: A Framework for Geometric ComputationsFrom EverandOriented Projective Geometry: A Framework for Geometric ComputationsNo ratings yet
- Unit - 1.2 Levelling Working ProcedureDocument36 pagesUnit - 1.2 Levelling Working ProceduregomethaganmusaNo ratings yet
- Multilinear Functions Of Direction And Their Uses In Differential GeometryFrom EverandMultilinear Functions Of Direction And Their Uses In Differential GeometryNo ratings yet
- Comparison of Heald Frame Motion Generated by Rotary Dobby and Crank & Cam Shedding MotionsDocument6 pagesComparison of Heald Frame Motion Generated by Rotary Dobby and Crank & Cam Shedding MotionsKannan KumarNo ratings yet
- Measuring The Geometry of Propellers: Using A Pitch GaugeDocument4 pagesMeasuring The Geometry of Propellers: Using A Pitch Gaugekishor jagtapNo ratings yet
- ARCH ACTION REDUCES BENT MOMENTSDocument1 pageARCH ACTION REDUCES BENT MOMENTSjosNo ratings yet
- Aspheric lenses: Thinner and lighter by designDocument9 pagesAspheric lenses: Thinner and lighter by designTuan Do100% (1)
- Complete Theory 2Document61 pagesComplete Theory 2Alaine SobredoNo ratings yet
- Chapter 7 Theodolite SurveyDocument27 pagesChapter 7 Theodolite Surveydusamouscrib2014No ratings yet
- Curvature Attributes and Their Application To 3D Interpreted Horizons - RobertsDocument16 pagesCurvature Attributes and Their Application To 3D Interpreted Horizons - RobertsMohamed Ibrahim ShihataaNo ratings yet
- Ch-5 Toothed Gears_1Document40 pagesCh-5 Toothed Gears_1Samar GuptaNo ratings yet
- Buku Ajar 3.2Document8 pagesBuku Ajar 3.2Cynthia Sasmita DewiNo ratings yet
- A New Approach To Shop-Floor Gear InspectionDocument4 pagesA New Approach To Shop-Floor Gear InspectionvijaykumarnNo ratings yet
- Sources of Error in LevelingDocument6 pagesSources of Error in LevelingBlue Rain100% (1)
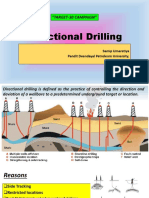
- Directional DrillingDocument29 pagesDirectional DrillingAkashShuklaNo ratings yet
- Advance Surveying (CE4G) - Theodolite SurveyDocument24 pagesAdvance Surveying (CE4G) - Theodolite SurveyshoaibNo ratings yet
- MechanisimsDocument5 pagesMechanisimsIván AguirreNo ratings yet
- IBPhysics ImagingOption PDFDocument47 pagesIBPhysics ImagingOption PDFVish DhingraNo ratings yet
- Investigate Slopes of Parallel and Perpendicular LinesDocument13 pagesInvestigate Slopes of Parallel and Perpendicular LinesErsa KhoshyNo ratings yet
- ENR202 Lecture 5B Slides and NotesDocument51 pagesENR202 Lecture 5B Slides and NotesJosif FaceFakeNo ratings yet
- Construction of EllipsesDocument20 pagesConstruction of EllipsesSrinivas Rao Yenda100% (1)
- HCO Oriented Core Procedures PDFDocument25 pagesHCO Oriented Core Procedures PDFOlubi Femi100% (1)
- Fresnel'S Biprism: Experiment 7Document7 pagesFresnel'S Biprism: Experiment 7Tech TalkNo ratings yet
- Fundamentals of Progressive Lenses For VCPNDocument6 pagesFundamentals of Progressive Lenses For VCPNQuantrill100% (1)
- GEME 113 Engineering Drawing: W01-C05, C06, C07, C08, C09 W02-C10, C11, C12, C13 G2:U5-U7Document50 pagesGEME 113 Engineering Drawing: W01-C05, C06, C07, C08, C09 W02-C10, C11, C12, C13 G2:U5-U7Venkata Krishnan GangadharanNo ratings yet
- P 24-11 RevisionDocument7 pagesP 24-11 Revisionapi-417364703No ratings yet
- Engineering CurvesDocument39 pagesEngineering Curves20bt04047No ratings yet
- EllipsesDocument11 pagesEllipsesShikha PatnaikNo ratings yet
- Shading Masks: Presentation Title: Solar RadiationDocument13 pagesShading Masks: Presentation Title: Solar RadiationAntonio de la RosaNo ratings yet
- Engineering CurvesDocument36 pagesEngineering CurvesYash JaiswalNo ratings yet
- Paper With Cover and TOCDocument49 pagesPaper With Cover and TOCشتشوتNo ratings yet
- CADA Module 4Document18 pagesCADA Module 4Hi 123No ratings yet
- Few Mcqs Testing Rotation'S Concepts: Home Ask & Discuss Questions Information Center Experts Tests Hang Out!Document838 pagesFew Mcqs Testing Rotation'S Concepts: Home Ask & Discuss Questions Information Center Experts Tests Hang Out!sabhishek11292No ratings yet
- HCA Oriented Core Procedures and TemplatesDocument19 pagesHCA Oriented Core Procedures and TemplatesJhony Wilson Vargas BarbozaNo ratings yet
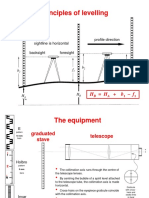
- Principles of Levelling: H H + B - FDocument29 pagesPrinciples of Levelling: H H + B - FandenetNo ratings yet
- Engineering Curves: Part-I (Conic Sections)Document19 pagesEngineering Curves: Part-I (Conic Sections)Ivan JosephNo ratings yet
- Chapter 9 - Ray Optics & Optical InstrumentsDocument22 pagesChapter 9 - Ray Optics & Optical InstrumentsAnil SarohaNo ratings yet
- Mathematics in The Modern World Activity No. 1Document12 pagesMathematics in The Modern World Activity No. 1primusmagnuNo ratings yet
- Slope Deflection Method - Wikipedia, The Free EncyclopediaDocument4 pagesSlope Deflection Method - Wikipedia, The Free EncyclopediaPiseth PenNo ratings yet
- HCO Oriented Core ProceduresDocument36 pagesHCO Oriented Core ProceduresNick Bryce100% (1)
- Hecht - Chapter 5Document48 pagesHecht - Chapter 5JunHyoung KimNo ratings yet
- Mirror Tilt Immunity Interferometry With A Cat 'S Eye RetroreflectorDocument11 pagesMirror Tilt Immunity Interferometry With A Cat 'S Eye RetroreflectorAna CicadaNo ratings yet
- Engineering Drawing and DescriptiveDocument19 pagesEngineering Drawing and DescriptiveShahin RANo ratings yet
- Fundamentals of Progressive LensesDocument6 pagesFundamentals of Progressive Lensesjmorr57100% (1)
- Back To BasicsDocument7 pagesBack To BasicszttNo ratings yet
- Lab 9 alternative: Introduction to stereonetsDocument2 pagesLab 9 alternative: Introduction to stereonetsZU RehmanNo ratings yet
- Workbook 3.4 Reflected Light - Mirrors FILLABLEDocument8 pagesWorkbook 3.4 Reflected Light - Mirrors FILLABLEkun jiangNo ratings yet
- ENGINEERINGCURVESppt 2019 11 06 20 32 10Document17 pagesENGINEERINGCURVESppt 2019 11 06 20 32 10Parth KaravadraNo ratings yet
- Lecture 4Document36 pagesLecture 4Abdul RashidNo ratings yet
- Comaprision of SoftwareDocument10 pagesComaprision of Softwaresravan kumar garaNo ratings yet
- Deflection of Beams Part 2-Double IntegrationDocument17 pagesDeflection of Beams Part 2-Double IntegrationCholwe Essau MbilimaNo ratings yet
- Section & Intersection of SolidDocument39 pagesSection & Intersection of SolidShubham KaushalNo ratings yet
- IEEE Cable Plowing GuideDocument9 pagesIEEE Cable Plowing GuideAlexander ToyoNo ratings yet
- Leveling Fundamentals GuideDocument33 pagesLeveling Fundamentals Guidejaffna100% (2)
- Chapter 2 - Prismatic Compass SurveyingDocument32 pagesChapter 2 - Prismatic Compass Surveyingamin100% (2)
- Operating Instructions L-BL2: 2BL2041 2BL2061 2BL2101 2BL2141 2BL2251 2BL2281 2BL2341Document34 pagesOperating Instructions L-BL2: 2BL2041 2BL2061 2BL2101 2BL2141 2BL2251 2BL2281 2BL2341MIGUEL GONZALEZNo ratings yet
- Seal Repair Kit: Genuine Graco Parts and AccessoriesDocument1 pageSeal Repair Kit: Genuine Graco Parts and AccessoriesMIGUEL GONZALEZNo ratings yet
- Sie PC 71061645Document378 pagesSie PC 71061645MIGUEL GONZALEZNo ratings yet
- QSVB Vacuum Operation ManualDocument54 pagesQSVB Vacuum Operation ManualMIGUEL GONZALEZNo ratings yet
- Temperature Control UnitDocument2 pagesTemperature Control UnitMIGUEL GONZALEZNo ratings yet
- BMRX Series Rotary Level Indicator: Operating Instructions Please Read CarefullyDocument10 pagesBMRX Series Rotary Level Indicator: Operating Instructions Please Read CarefullyMIGUEL GONZALEZNo ratings yet
- Airspray Air Hoses: Bond Protect BeautifyDocument2 pagesAirspray Air Hoses: Bond Protect BeautifyMIGUEL GONZALEZNo ratings yet
- GL-R - User Manual PDFDocument174 pagesGL-R - User Manual PDFGary MiltonNo ratings yet
- Temperature Control UnitDocument2 pagesTemperature Control UnitMIGUEL GONZALEZNo ratings yet
- Manual Operação Vanguard 23 HP PDFDocument64 pagesManual Operação Vanguard 23 HP PDFRodrigo F. De Fáveri100% (1)
- Throttle Valves: Small Union StraightDocument3 pagesThrottle Valves: Small Union StraightMIGUEL GONZALEZNo ratings yet
- Airmix 15C25 & 30C25 Pump: Spare PartsDocument2 pagesAirmix 15C25 & 30C25 Pump: Spare PartsMIGUEL GONZALEZNo ratings yet
- Stainless Steel Airmix ® Pumps Model 20-50 F and 20-50 FT: SpecificationsDocument6 pagesStainless Steel Airmix ® Pumps Model 20-50 F and 20-50 FT: SpecificationsMIGUEL GONZALEZNo ratings yet
- E5Csl/E5Cwl/E5Ewl: Temperature ControllersDocument12 pagesE5Csl/E5Cwl/E5Ewl: Temperature ControllersMIGUEL GONZALEZNo ratings yet
- Copy of UV Printer Maintenance Record 2.xlsx - UV Printer Checking Form PDFDocument1 pageCopy of UV Printer Maintenance Record 2.xlsx - UV Printer Checking Form PDFMIGUEL GONZALEZNo ratings yet
- Locating and clamping principlesDocument15 pagesLocating and clamping principlesMECHANICAL DESIGNSNo ratings yet
- The Book of The UnimatDocument66 pagesThe Book of The Unimatkriskee1395% (22)
- Dovetail Clamp AP Instructions: What You'll Need: Included in PackageDocument2 pagesDovetail Clamp AP Instructions: What You'll Need: Included in PackageJaime MontielNo ratings yet
- Making A Wooden Clockworks 2Document8 pagesMaking A Wooden Clockworks 2MiguelDelBarrioIglesisasNo ratings yet
- Sewing Machine Equipment PDFDocument13 pagesSewing Machine Equipment PDFTerry TutaNo ratings yet
- Doll Panties - Knitting Pattern - 18-Inch DollDocument6 pagesDoll Panties - Knitting Pattern - 18-Inch DollVintageInfoNet100% (1)
- 3475 M T - Client: M/s Simplex Infrastructures LTD: DESIGN of Steflomet Metallic GUIDE BEARINGDocument2 pages3475 M T - Client: M/s Simplex Infrastructures LTD: DESIGN of Steflomet Metallic GUIDE BEARINGBume1938No ratings yet
- Masina de Cusut Brother Innovis 20 ManualDocument106 pagesMasina de Cusut Brother Innovis 20 Manuallavinia.martinNo ratings yet
- Comp of Knit N WovenDocument3 pagesComp of Knit N WovenShantnu MittalNo ratings yet
- UNJF - Unified Fine Threads With Controlled Root Radius and Increased Minor DiameterDocument1 pageUNJF - Unified Fine Threads With Controlled Root Radius and Increased Minor Diametertruc taNo ratings yet
- Komet Milling TurningDocument132 pagesKomet Milling Turningstore.hrNo ratings yet
- Softtopjaws enDocument2 pagesSofttopjaws enReginaldo AlvesNo ratings yet
- Machine Tool SDocument14 pagesMachine Tool Ssiri.pogulaNo ratings yet
- 2 Ball Poncho: Free Crochet PatternDocument4 pages2 Ball Poncho: Free Crochet PatternKarenNo ratings yet
- Updated SP-511Document7 pagesUpdated SP-511Feroz GullNo ratings yet
- Rug Ravelry Release 2017 PDFDocument10 pagesRug Ravelry Release 2017 PDFjej jookiNo ratings yet
- Walter Milling eDocument287 pagesWalter Milling eAbdulrahman Al-sNo ratings yet
- Knitting January 2018Document132 pagesKnitting January 2018kikoba69100% (23)
- TraceDocument14 pagesTraceTina Chandler MorrisNo ratings yet
- TGI2186Document1 pageTGI2186Ashraf uz zamanNo ratings yet
- DrillingDocument10 pagesDrillingAce Michael AldamarNo ratings yet
- DJJ3032 - Workshop Practice 3 (Lathe Machining)Document8 pagesDJJ3032 - Workshop Practice 3 (Lathe Machining)Afiq Fahmi100% (2)
- Raya Doll Amigurumi Crochet Free PatternDocument1 pageRaya Doll Amigurumi Crochet Free Patternszesnasty242No ratings yet
- The Doveport CardiganDocument26 pagesThe Doveport CardiganMarie-Eve AllardNo ratings yet
- Drilling Speeds and FeedsDocument2 pagesDrilling Speeds and FeedsHoeruman oenNo ratings yet
- Pulp and Paper: History and Developments Production and Consumption Manufacturing Processes Quality MeasurementsDocument29 pagesPulp and Paper: History and Developments Production and Consumption Manufacturing Processes Quality MeasurementsMilićević Slobodan100% (1)
- Types, Funtions and Parts of Sewing Machine: (Assignment in TLE)Document6 pagesTypes, Funtions and Parts of Sewing Machine: (Assignment in TLE)EiLsel AstridNo ratings yet
- Smma EntornoDocument20 pagesSmma EntornoRonny Andres Bonilla CastroNo ratings yet
- WT-150II: Nakamura-TomeDocument4 pagesWT-150II: Nakamura-Tomet.goncalvesNo ratings yet
- Abraza Cortinas BurritoDocument13 pagesAbraza Cortinas BurritoM Pamela Valdivia H100% (3)