You might also like
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- DFM ch-2Document114 pagesDFM ch-2Trâp A NâtïøñNo ratings yet
- Basic of Metal CastingDocument80 pagesBasic of Metal CastingJayant ChaudhariNo ratings yet
- Equipment Design and Drawing: Project ReportDocument40 pagesEquipment Design and Drawing: Project Reportsurajagtap01No ratings yet
- IE 464 Casting Lab GuideDocument9 pagesIE 464 Casting Lab Guidesubhan sibghatNo ratings yet
- Manufacturing Technology: Special Casting ProcessDocument6 pagesManufacturing Technology: Special Casting ProcesskaranmarwahaNo ratings yet
- Casting ProcessesDocument20 pagesCasting ProcessesVv4HNo ratings yet
- Week 2 Advanced Workshop PracticeDocument28 pagesWeek 2 Advanced Workshop PracticeBasit AliNo ratings yet
- It Is ConsiderationDocument17 pagesIt Is ConsiderationTulasabai JaiswalNo ratings yet
- Advances in Casting TechnologiesDocument34 pagesAdvances in Casting Technologiesvijaykumarn100% (1)
- ME364 Casting ProcessesDocument5 pagesME364 Casting Processesjegan_tamilNo ratings yet
- Valery Marinov, Manufacturing TechnologyDocument168 pagesValery Marinov, Manufacturing TechnologyAbir Roy100% (3)
- LO #2 Metal Froming Processes 201810Document46 pagesLO #2 Metal Froming Processes 201810Rymshah MoezNo ratings yet
- KM2833 Casting 2-20191126032855Document38 pagesKM2833 Casting 2-20191126032855SajjadNo ratings yet
- Lecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal AhmadDocument99 pagesLecture 2 - Manufacturing Processes - Fundamentals of Metal Casting and Casting Design - DR Bilal Ahmadjawad khalidNo ratings yet
- Fundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingDocument37 pagesFundamentals of Metal Casting: - Overview of Casting Technology - Heating and Pouring - Solidification and CoolingNihad MohammedNo ratings yet
- 35 B6520120 นางสาวณัทอักษร วิลาลัยDocument34 pages35 B6520120 นางสาวณัทอักษร วิลาลัยAoM RirinkaNo ratings yet
- Chapter 1 Casting TechnologyDocument80 pagesChapter 1 Casting Technologymohammed BalfaqaihNo ratings yet
- Permanent Mold Casting Module - 2BDocument107 pagesPermanent Mold Casting Module - 2BZeeshan RafiqNo ratings yet
- NPTL CompressedDocument228 pagesNPTL CompressedAniketan kumar Singh - EC-32No ratings yet
- Metal Casting, Mechanical EngineeringDocument36 pagesMetal Casting, Mechanical Engineering19-172 kritartha SarmaNo ratings yet
- L.1.3 Other Casting ProcessesDocument44 pagesL.1.3 Other Casting ProcessesshanthakumargcNo ratings yet
- Fundamentals of Casting Manufacturing ProcessesDocument18 pagesFundamentals of Casting Manufacturing ProcessesmutuajayNo ratings yet
- DefectsDocument51 pagesDefectsCollege BoysNo ratings yet
- Dr. Babasaheb Ambedkar Technological University, LonereDocument36 pagesDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNo ratings yet
- Recent Advances in Sand CastingDocument25 pagesRecent Advances in Sand Casting9591007896No ratings yet
- Casting 119 - EndDocument39 pagesCasting 119 - EndVarun AgrawalNo ratings yet
- Case Study of Defects in Casting and Forging: Project Guide: Prof. R. K. MahajanDocument20 pagesCase Study of Defects in Casting and Forging: Project Guide: Prof. R. K. MahajanMahander Pratap SinghNo ratings yet
- Product TechnologyDocument138 pagesProduct TechnologyRaja SekarNo ratings yet
- Lec. 2 METAL CASTING1Document96 pagesLec. 2 METAL CASTING1ABDELRHMAN ALINo ratings yet
- Manufacturing Processes Manufacturing Processes ME ME - 222 222Document66 pagesManufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875No ratings yet
- Casting DefectsDocument35 pagesCasting DefectsYaser Mohamed AbasNo ratings yet
- FOUNDRY WORKSHOP ASSESSMENT PROJECTDocument27 pagesFOUNDRY WORKSHOP ASSESSMENT PROJECTSahil YadavNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting IM Kafeel KhanNo ratings yet
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Question Paper Code: 31557Document26 pagesQuestion Paper Code: 31557Anson AntonyNo ratings yet
- ME364 - Casting - Processes Nptel PDFDocument8 pagesME364 - Casting - Processes Nptel PDFvijaykumarNo ratings yet
- Product Technology: Steel Production and Casting MethodsDocument136 pagesProduct Technology: Steel Production and Casting MethodsTamilarasanNo ratings yet
- Chapter 10-Casting IDocument38 pagesChapter 10-Casting Iking slayerNo ratings yet
- CH 10Document31 pagesCH 10fateh mehmoodNo ratings yet
- CastingDocument103 pagesCastingPrem kumarNo ratings yet
- 2 Defects and DiscontinutiesDocument33 pages2 Defects and DiscontinutiesSandip GhimireNo ratings yet
- Lecture - 9 Fettling and Casting DefectsDocument43 pagesLecture - 9 Fettling and Casting DefectsSara KiNo ratings yet
- Metal CastingDocument61 pagesMetal CastingPhilip Anthony MasilangNo ratings yet
- Chap 4-CastingProcessesDocument68 pagesChap 4-CastingProcessesfarayi.gadahNo ratings yet
- Chap 4 CastingProcessesDocument48 pagesChap 4 CastingProcessesTshiamo MontsoNo ratings yet
- Design For CastingDocument14 pagesDesign For CastingArtemis FowlNo ratings yet
- Casting and Molding ProcessesDocument14 pagesCasting and Molding ProcessesEslam MansourNo ratings yet
- PNC3 - Casting IIDocument4 pagesPNC3 - Casting IIAlpNo ratings yet
- Microsoft Word - Introduction To Foundry - 1 - 1Document12 pagesMicrosoft Word - Introduction To Foundry - 1 - 1Prashant ParshivnikarNo ratings yet
- L00. MNU - Sand CastingDocument32 pagesL00. MNU - Sand Castingowarda293No ratings yet
- Valery Marinov Manufacturing Technology PDFDocument168 pagesValery Marinov Manufacturing Technology PDFMostafa Adil50% (2)
- CastingDocument8 pagesCastingTody IsfitazliNo ratings yet
- Lec 5Document39 pagesLec 5Omar AssalNo ratings yet
- Die Casting - WikipediaDocument11 pagesDie Casting - WikipediaKyaw Bhone WinNo ratings yet
- Foundry ProcessDocument81 pagesFoundry ProcessGopalakrishnan Kuppuswamy100% (1)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Solution Manual For Engineering Fluid Me PDFDocument61 pagesSolution Manual For Engineering Fluid Me PDFOmar Ahmed AbuLeilaNo ratings yet
- Lecture Notes BernoullisDocument6 pagesLecture Notes BernoullisUmair MalikNo ratings yet
- Lecture Notes ExactDocument6 pagesLecture Notes ExactUmair MalikNo ratings yet
- To Determine The Velocity of Fluid Flowing Through The Circular Tube Using A Pitot Tube (Pitot Tube Apparatus)Document2 pagesTo Determine The Velocity of Fluid Flowing Through The Circular Tube Using A Pitot Tube (Pitot Tube Apparatus)Umair MalikNo ratings yet
- Week 07 (Powder Metallurgy)Document59 pagesWeek 07 (Powder Metallurgy)Umair MalikNo ratings yet
- Sheet Metal Forming ProcessesDocument46 pagesSheet Metal Forming ProcessesUmair MalikNo ratings yet
- Week 11 (Extrusion and Drawing)Document51 pagesWeek 11 (Extrusion and Drawing)Umair MalikNo ratings yet
- Week 13 (Coatings - Surface Treatments)Document25 pagesWeek 13 (Coatings - Surface Treatments)Umair MalikNo ratings yet
- Week 14 (Rapid Prototyping)Document50 pagesWeek 14 (Rapid Prototyping)Umair MalikNo ratings yet
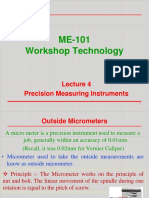
- Lec 4 Precision Measuring InstrumentDocument22 pagesLec 4 Precision Measuring InstrumentUmair MalikNo ratings yet
- Week 10 (Rolling)Document36 pagesWeek 10 (Rolling)Umair MalikNo ratings yet
- Week 09 (Forging)Document60 pagesWeek 09 (Forging)Umair MalikNo ratings yet
- Lec 3 Precision Measuring Instrument PDFDocument20 pagesLec 3 Precision Measuring Instrument PDFUmair MalikNo ratings yet
- Math 2250 Homework 5 Model SolutionDocument2 pagesMath 2250 Homework 5 Model SolutionUmair MalikNo ratings yet
- Reservoir Engineering-1 Unit 1Document21 pagesReservoir Engineering-1 Unit 1PE9001 AarthiNo ratings yet
- SCSI Hard Drives: Installation CardDocument6 pagesSCSI Hard Drives: Installation CardHiền Nguyễn VănNo ratings yet
- 5 Optimising The Speed Potential of Curves - Increase in Permissible Cant Deficiency - FeasibilityDocument12 pages5 Optimising The Speed Potential of Curves - Increase in Permissible Cant Deficiency - FeasibilitydevidattairsmeNo ratings yet
- Adapt Formula SheetDocument6 pagesAdapt Formula SheetUngoliant101No ratings yet
- 20a Solar Power Controller ManualDocument8 pages20a Solar Power Controller ManualVeilleur De ConscienceNo ratings yet
- FlowchartDocument14 pagesFlowchartSartika Dewi HutabaratNo ratings yet
- Measurement of Form Errors TechniquesDocument22 pagesMeasurement of Form Errors TechniquesRaj PatelNo ratings yet
- AngE Solutions EN WEBDocument12 pagesAngE Solutions EN WEBSayed El-MaadawyNo ratings yet
- Internal Architecture 8086Document3 pagesInternal Architecture 8086firoz83% (6)
- Python Interactive Mode: Anaconda Navigator SpyderDocument5 pagesPython Interactive Mode: Anaconda Navigator SpyderDeeshpreet Kaur sonaNo ratings yet
- LAN-1 Lan Cable TesterDocument2 pagesLAN-1 Lan Cable TesterDan DanNo ratings yet
- Step by Step To Building A Computer LabDocument7 pagesStep by Step To Building A Computer LabRaiyan RahmanNo ratings yet
- BKR CK Packer Milling FS74708Document2 pagesBKR CK Packer Milling FS74708ilkerkozturkNo ratings yet
- Practice 2.8 A: Sketch The Graph of Each Linear InequalityDocument4 pagesPractice 2.8 A: Sketch The Graph of Each Linear InequalityKadi SantanaNo ratings yet
- Seepage Mitigation MeasuresDocument20 pagesSeepage Mitigation MeasuresFaran AssifNo ratings yet
- ps08 sp12 PDFDocument8 pagesps08 sp12 PDFQ_TNo ratings yet
- Readme Cinebench R20 EN PDFDocument2 pagesReadme Cinebench R20 EN PDFGood JobNo ratings yet
- Solar PV Modules Technical Specifications SheetDocument1 pageSolar PV Modules Technical Specifications SheetHannan AhmadNo ratings yet
- Devi Technical Class (1 SP Sir 2 Lekhwani Sir 3 Sky Sir) All The Best CONTACT NO. 9785898516, 8696789024, 9351647838 COMPETITION (CIVIL ENGINEERING)Document6 pagesDevi Technical Class (1 SP Sir 2 Lekhwani Sir 3 Sky Sir) All The Best CONTACT NO. 9785898516, 8696789024, 9351647838 COMPETITION (CIVIL ENGINEERING)Rachana AdhikaryNo ratings yet
- Proselect Psts21np and Psts11np Installation ManualDocument1 pageProselect Psts21np and Psts11np Installation ManualRyan Murray33% (6)
- OxidesDocument27 pagesOxidesJuan KorNo ratings yet
- CHM510 - SpeDocument7 pagesCHM510 - SpeafifiNo ratings yet
- TURBO-Buick V6 Turbo Intro 780413Document21 pagesTURBO-Buick V6 Turbo Intro 780413T Smi100% (1)
- Tomato PhytographyDocument30 pagesTomato PhytographyMafe CabilesNo ratings yet
- Mensuration: Area of A TrapeziumDocument61 pagesMensuration: Area of A TrapeziumSahil EduNo ratings yet
- LDX 9013DS VTM Product SpecificationsDocument3 pagesLDX 9013DS VTM Product Specificationsgab manNo ratings yet
- Facial BoneDocument34 pagesFacial BoneIrfanHadiWijayaNo ratings yet
- Analysis On Spatial Variation of Rainfall and Groundwater Fluctuation in Hebballa Watershed, Mysore District, Karnataka, IndiaDocument7 pagesAnalysis On Spatial Variation of Rainfall and Groundwater Fluctuation in Hebballa Watershed, Mysore District, Karnataka, IndiaEditor IJTSRDNo ratings yet
- Learn 2D AutoCAD Commands in 40 CharactersDocument10 pagesLearn 2D AutoCAD Commands in 40 CharactersAnne SotalboNo ratings yet