You might also like
- Gregory T. Absten BSC, MA, Stephen N. Joffe BSC, MB, CHB, MD, FRCS (Edinburgh and Glasgow), FCS (South Africa), FACS (Auth.) - Lasers in Medicine - An Introductory Guide-Springer US (1985Document77 pagesGregory T. Absten BSC, MA, Stephen N. Joffe BSC, MB, CHB, MD, FRCS (Edinburgh and Glasgow), FCS (South Africa), FACS (Auth.) - Lasers in Medicine - An Introductory Guide-Springer US (1985oomganapathiNo ratings yet
- Influence of Pitting On The Fatigue Life of A Turbine Blade SteelDocument11 pagesInfluence of Pitting On The Fatigue Life of A Turbine Blade SteelbernacasbasNo ratings yet
- Gem0007 Rt62 BuildDocument14 pagesGem0007 Rt62 BuildCUENCARSNo ratings yet
- Avon UTC 1535c11Document23 pagesAvon UTC 1535c11juanaNo ratings yet
- Avon UTC 1535c5Document32 pagesAvon UTC 1535c5juana100% (1)
- A597 7Document2 pagesA597 7sandeep acharNo ratings yet
- Global Engineering Method GEM 0003: RT62 Build ProcedureDocument15 pagesGlobal Engineering Method GEM 0003: RT62 Build ProcedureCUENCARSNo ratings yet
- Ams 7259Document1 pageAms 7259chulhanNo ratings yet
- Industrial Gas Generator Illustrated Parts CatalogueDocument3 pagesIndustrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
- E2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive MaterialDocument37 pagesE2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive Materialastewayb_964354182No ratings yet
- Industrial Gas Generator Illustrated Parts CatalogueDocument18 pagesIndustrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
- B5-1M R2004 E1985 PDFDocument13 pagesB5-1M R2004 E1985 PDFVictor CaetanoNo ratings yet
- Mil-S-1222 Rev HDocument44 pagesMil-S-1222 Rev HfkhortonNo ratings yet
- Small: SolidDocument23 pagesSmall: SolidJoel CieltoNo ratings yet
- Astm A510mDocument7 pagesAstm A510mÖZGÜRNo ratings yet
- Tlulilv: For Polytetrafluoroethylene Molded BasicDocument6 pagesTlulilv: For Polytetrafluoroethylene Molded BasicjenishjsNo ratings yet
- Three Grades of Rivets and Bolts Used in Building ConstructionDocument4 pagesThree Grades of Rivets and Bolts Used in Building ConstructiontheDLordP15No ratings yet
- Astm B438 - 2013Document27 pagesAstm B438 - 2013iabbas636No ratings yet
- ALTAN 2010 Reducing Shrinkage in Injection Moldings Taguchi PDFDocument6 pagesALTAN 2010 Reducing Shrinkage in Injection Moldings Taguchi PDFserapserapserapNo ratings yet
- CFD Modeling of A Gas Cyclone D T: Technical University Sofia, BulgariaDocument2 pagesCFD Modeling of A Gas Cyclone D T: Technical University Sofia, BulgariaBarny GomesNo ratings yet
- Ciclon PDFDocument2 pagesCiclon PDFBarny GomesNo ratings yet
- Extrusion Co RotationDocument6 pagesExtrusion Co RotationOrlandoNo ratings yet
- Study of The Influence of 3D PrintingDocument11 pagesStudy of The Influence of 3D Printingsalsabilla syamimiNo ratings yet
- Bai Bao Nuoc Ngoai Sau TS 11Document6 pagesBai Bao Nuoc Ngoai Sau TS 11EL NeidNo ratings yet
- Evaluation of Material Modification Concrete Printing TechnologyDocument7 pagesEvaluation of Material Modification Concrete Printing TechnologyM.C.2024No ratings yet
- Color, Speed, Temperature, & Age: How Do These Factors Influence The 3D Printed Outcome?Document5 pagesColor, Speed, Temperature, & Age: How Do These Factors Influence The 3D Printed Outcome?Wahyu SipahutarNo ratings yet
- Diez 1993Document8 pagesDiez 1993Simanchal KarNo ratings yet
- Injection Molding Parameter Optimization Using The Taguchi Method For Highest Green Strength For Bimodal Powder Mixture With Ss316L in Peg and PmmaDocument9 pagesInjection Molding Parameter Optimization Using The Taguchi Method For Highest Green Strength For Bimodal Powder Mixture With Ss316L in Peg and Pmmakp13021987No ratings yet
- Electrical Conductive 3d-Printed Monolith Adsorbent For CO2 CaptureDocument11 pagesElectrical Conductive 3d-Printed Monolith Adsorbent For CO2 CaptureDavid ContrerasNo ratings yet
- ArdionDocument4 pagesArdionReinaldi Luthfi AmirNo ratings yet
- Chemical Plant III Assignment - 1-2023Document4 pagesChemical Plant III Assignment - 1-2023winnie FikileNo ratings yet
- Influence of Nanoscale Additives On The Alternative Fuel SprayDocument3 pagesInfluence of Nanoscale Additives On The Alternative Fuel SprayaruntnjNo ratings yet
- A Six-Sigma Approach For Benchmarking of RP&M Processes: OriginalarticleDocument14 pagesA Six-Sigma Approach For Benchmarking of RP&M Processes: OriginalarticleIshan ShahNo ratings yet
- ISO 15397 p3Document4 pagesISO 15397 p3Andres PerezNo ratings yet
- Polymers 12 01346Document14 pagesPolymers 12 01346zaryab khanNo ratings yet
- 547-Article Text-1844-1-10-20210628Document7 pages547-Article Text-1844-1-10-20210628dmcshinigami4No ratings yet
- Improved Manufacturing Performance of Screen Printed Carbon Electrodes Through Material FormulationDocument10 pagesImproved Manufacturing Performance of Screen Printed Carbon Electrodes Through Material FormulationLaura González SossaNo ratings yet
- A Simple Method For Improving Surface Quality of Rapid PrototypingDocument6 pagesA Simple Method For Improving Surface Quality of Rapid PrototypingHuy Nguyễn Võ XuânNo ratings yet
- Analysis of Fan Cooling Speed, Printing Speed and Layer Height On Product Geometry Accuracy in 3D PrintingDocument9 pagesAnalysis of Fan Cooling Speed, Printing Speed and Layer Height On Product Geometry Accuracy in 3D PrintingIJAR JOURNALNo ratings yet
- Ostaszewski 2022 Methylene BlueDocument8 pagesOstaszewski 2022 Methylene Blueplopp8234No ratings yet
- Study On Optimization of 3D Printing Parameters: IOP Conference Series: Materials Science and EngineeringDocument6 pagesStudy On Optimization of 3D Printing Parameters: IOP Conference Series: Materials Science and EngineeringGaby ZeledónNo ratings yet
- The Application of Vat Polymerization Techniquefor Workpiece FabricationDocument6 pagesThe Application of Vat Polymerization Techniquefor Workpiece FabricationTJPRC PublicationsNo ratings yet
- CN2102 Studio Lab Report 3Document4 pagesCN2102 Studio Lab Report 3prisharameshbabu5No ratings yet
- Influenceof Rest Periodand Confinement Pressureonthe Measurementof Dynamic Modulusof Bituminous MixturesDocument8 pagesInfluenceof Rest Periodand Confinement Pressureonthe Measurementof Dynamic Modulusof Bituminous MixturesGianfranco PellicanoNo ratings yet
- Effects of Curing On Photosensitive Resins in SLA Additive ManufacturingDocument14 pagesEffects of Curing On Photosensitive Resins in SLA Additive ManufacturingCong LiuNo ratings yet
- Reformatted Paper-2Document4 pagesReformatted Paper-2Bijender KaushikNo ratings yet
- Optimization of Micro Metal Injection Molding With Multiple Performance Characteristics Using Grey Relational GradeDocument11 pagesOptimization of Micro Metal Injection Molding With Multiple Performance Characteristics Using Grey Relational GradeShrikant DeshmukhNo ratings yet
- Eai 18-7-2019 2288536Document7 pagesEai 18-7-2019 2288536YudhistiraMirzaNo ratings yet
- Development of Low Cost Recycled HDPE Filament Extruder For 3D Printing FilamentDocument7 pagesDevelopment of Low Cost Recycled HDPE Filament Extruder For 3D Printing FilamentLIEU TAINo ratings yet
- 2778-Article Text-17662-17438-10-20230625Document14 pages2778-Article Text-17662-17438-10-20230625NİSA AYDINNo ratings yet
- Exposure To Graphene in A Pilot Production PlantDocument8 pagesExposure To Graphene in A Pilot Production PlantDR. JunioNo ratings yet
- Optimasi Parameter 3D Printing Terhadap Keakuratan Dimensi Dan Kekasaran Permukaan Produk Menggunakan Metode Taguchi GreyDocument4 pagesOptimasi Parameter 3D Printing Terhadap Keakuratan Dimensi Dan Kekasaran Permukaan Produk Menggunakan Metode Taguchi GreyIsfak MustafaNo ratings yet
- 2.experimental Study of 3D Printable Biocomposite oDocument5 pages2.experimental Study of 3D Printable Biocomposite oChairoh IraNo ratings yet
- AAPS2012 Oyca CPP PpopDocument4 pagesAAPS2012 Oyca CPP Ppopishaq_khanNo ratings yet
- 2018 Article 4292Document7 pages2018 Article 4292Hani AlzoubiNo ratings yet
- Microtrac Applications Notes Particle Size Measurement of Cement by Laser Diffraction Using S3500Document5 pagesMicrotrac Applications Notes Particle Size Measurement of Cement by Laser Diffraction Using S3500pas85No ratings yet
- Cyclone DesignDocument8 pagesCyclone DesignKartika RizqimaulidaNo ratings yet
- Submission For PublicationDocument6 pagesSubmission For PublicationPrashanth GurramNo ratings yet
- Tech Library Poster11Document1 pageTech Library Poster11Pépé TechopathamNo ratings yet
- DAAAM International Scientific Book Chapter 20Document10 pagesDAAAM International Scientific Book Chapter 20wa kaNo ratings yet
- Standard and Super-Resolution Bioimaging Data Analysis: A PrimerFrom EverandStandard and Super-Resolution Bioimaging Data Analysis: A PrimerNo ratings yet
- Modeling and Control of 2-DOF Robot Arm: November 2018Document9 pagesModeling and Control of 2-DOF Robot Arm: November 2018Lavinia CuldaNo ratings yet
- 9 - Gheorghe PopDocument6 pages9 - Gheorghe PopLavinia CuldaNo ratings yet
- 13 - Moisescu R - Titu A M 19.01Document8 pages13 - Moisescu R - Titu A M 19.01Lavinia CuldaNo ratings yet
- Modeling and Control of 2-DOF Robot Arm: November 2018Document9 pagesModeling and Control of 2-DOF Robot Arm: November 2018Lavinia CuldaNo ratings yet
- LEGO-based Robotics in Higher Education: 15 Years of Student CreativityDocument15 pagesLEGO-based Robotics in Higher Education: 15 Years of Student CreativityLavinia CuldaNo ratings yet
- 5-Nr 1-2019 Lucrarea 5 Lucrare - Alin PopDocument5 pages5-Nr 1-2019 Lucrarea 5 Lucrare - Alin PopLavinia CuldaNo ratings yet
- Analysis of The Industry 4.0 Key Elements and Technologies Implementation in The Festo Didactic Educational Systems MPS 203 I4.0Document14 pagesAnalysis of The Industry 4.0 Key Elements and Technologies Implementation in The Festo Didactic Educational Systems MPS 203 I4.0Lavinia CuldaNo ratings yet
- Elementul 4 PDFDocument1 pageElementul 4 PDFLavinia CuldaNo ratings yet
- 015 MANUELA AVADANEI - Industria Textila 5 - 2020Document9 pages015 MANUELA AVADANEI - Industria Textila 5 - 2020Lavinia CuldaNo ratings yet
- Produced by An Autodesk Educational Product: C C C CDocument1 pageProduced by An Autodesk Educational Product: C C C CLavinia CuldaNo ratings yet
- Elementul 2 PDFDocument1 pageElementul 2 PDFLavinia CuldaNo ratings yet
- Elementul 1 PDFDocument1 pageElementul 1 PDFLavinia CuldaNo ratings yet
- Elementul 5 PDFDocument1 pageElementul 5 PDFLavinia CuldaNo ratings yet
- Laborator 1 PDFDocument1 pageLaborator 1 PDFLavinia CuldaNo ratings yet
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductLavinia CuldaNo ratings yet
- Piesa2 PDFDocument1 pagePiesa2 PDFLavinia CuldaNo ratings yet
- PT 5Document1 pagePT 5Lavinia CuldaNo ratings yet
- PT 1Document1 pagePT 1Lavinia CuldaNo ratings yet
- PT 4Document1 pagePT 4Lavinia CuldaNo ratings yet
- PT 2Document1 pagePT 2Lavinia CuldaNo ratings yet
- PT 3Document1 pagePT 3Lavinia CuldaNo ratings yet
- Piesa2 PDFDocument1 pagePiesa2 PDFLavinia CuldaNo ratings yet
- BHBPgmplatz enDocument48 pagesBHBPgmplatz enLavinia CuldaNo ratings yet
- Piesa1 PDFDocument1 pagePiesa1 PDFLavinia CuldaNo ratings yet
- Piesa1 PDFDocument1 pagePiesa1 PDFLavinia CuldaNo ratings yet
- AutoCAD 2013Document264 pagesAutoCAD 2013panosscribd100% (1)
- Ceramic Tech SyllabusDocument36 pagesCeramic Tech SyllabusvishwanathanskNo ratings yet
- CHAPTER 05 Structure of AtomsDocument146 pagesCHAPTER 05 Structure of AtomsRogelio Arellano LawayanNo ratings yet
- Spectroscopy Lecture Note 1Document51 pagesSpectroscopy Lecture Note 1Senevirathne K.M.M.C.No ratings yet
- EM Fields As Structure-Function Zeitgebers in Biological Systems Environmental Orchestrations of Morphogenesis and Consciousness PDFDocument9 pagesEM Fields As Structure-Function Zeitgebers in Biological Systems Environmental Orchestrations of Morphogenesis and Consciousness PDFEstácio NetoNo ratings yet
- Lecture1 Physics of Arc Welding PDFDocument6 pagesLecture1 Physics of Arc Welding PDFabraham silva hernandez0% (1)
- Bohr's Theory of The Hydrogen Atom - Physics IIDocument22 pagesBohr's Theory of The Hydrogen Atom - Physics IISayyad aliNo ratings yet
- 4878 PaperDocument13 pages4878 PaperLawrence Lim Ah KowNo ratings yet
- 1.bohr and Rutherfords Atomic Model For LectureDocument42 pages1.bohr and Rutherfords Atomic Model For LectureBrooklyn BabyNo ratings yet
- AAS) Atomic Absorption Spectroscopy-2nd Edition..Document88 pagesAAS) Atomic Absorption Spectroscopy-2nd Edition..Alifa Syafira PutriNo ratings yet
- Modern Physics 10aug by AllenDocument34 pagesModern Physics 10aug by AllenKeerthana Reddy DomaNo ratings yet
- A Project Report O1Document65 pagesA Project Report O1Pratik PacharneNo ratings yet
- JEE Main Level Practice Test-19: For JEE & NEET AspirantsDocument4 pagesJEE Main Level Practice Test-19: For JEE & NEET AspirantsSunny KumarNo ratings yet
- Physics Lab Manual 2014Document39 pagesPhysics Lab Manual 2014Stephen WeiNo ratings yet
- Laser PPT 2Document22 pagesLaser PPT 2Akhil SainiNo ratings yet
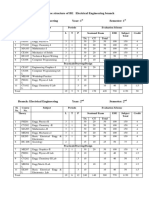
- Course Structure of BE Electrical Engineering BranchDocument56 pagesCourse Structure of BE Electrical Engineering BranchAnjishnu MahantaNo ratings yet
- Week 24 Questions (FF)Document4 pagesWeek 24 Questions (FF)Solace HusseinNo ratings yet
- Determination of Trace Elements in Middle Distillate Fuels by Inductively Coupled Plasma Atomic Emission Spectrometry (ICP-AES)Document11 pagesDetermination of Trace Elements in Middle Distillate Fuels by Inductively Coupled Plasma Atomic Emission Spectrometry (ICP-AES)Nguyen Hoang QuanNo ratings yet
- Modern Physics Type 2 PART 2 of 3 ENGDocument21 pagesModern Physics Type 2 PART 2 of 3 ENGManav AgrawalNo ratings yet
- Visible Emission of Hydrogen FlamesDocument8 pagesVisible Emission of Hydrogen FlamesgajodharlauduNo ratings yet
- Plasma Orbital Expansion Electrons WaterDocument138 pagesPlasma Orbital Expansion Electrons WaterVincent J. CataldiNo ratings yet
- Analytical Techniques Julia C. Drees Alan H. B. WuDocument36 pagesAnalytical Techniques Julia C. Drees Alan H. B. WuDarko MaksimovicNo ratings yet
- Analytical Chemistry Diagnostic With Answer KeyDocument12 pagesAnalytical Chemistry Diagnostic With Answer KeyAnabel AbulenciaNo ratings yet
- SKN Test XiiDocument10 pagesSKN Test XiiKamran AliNo ratings yet
- Physics Practical Akshika Thakur MSC Physics I (1 Semester)Document20 pagesPhysics Practical Akshika Thakur MSC Physics I (1 Semester)PUBGMLITE OR PUBG MOBILE GAMINGNo ratings yet
- 4.4 Waves - Electromagnetic Waves QPDocument30 pages4.4 Waves - Electromagnetic Waves QPwillowchenchenNo ratings yet
- CHM 218 - Introduction To Inorganic Chemistry Spring 2003 IpfwDocument18 pagesCHM 218 - Introduction To Inorganic Chemistry Spring 2003 IpfwVanandiNo ratings yet
- Live DeadDocument8 pagesLive DeadAshish KushwahaNo ratings yet
- Inorganic Chemistry 1Document70 pagesInorganic Chemistry 1Korir BiwottNo ratings yet