You might also like
- 3Document9 pages3Bharadwaj jpNo ratings yet
- Journal of Cleaner Production: SciencedirectDocument13 pagesJournal of Cleaner Production: Sciencedirectjuan andre pariona mendozaNo ratings yet
- Use of Thermally Modified Waste Concrete Powder For Removal of PBDocument15 pagesUse of Thermally Modified Waste Concrete Powder For Removal of PBLaís Fernanda JuchemNo ratings yet
- Artículo. Investigación Sobre La Disposición de Lodos en Una Planta de Tratamiento de AguasDocument10 pagesArtículo. Investigación Sobre La Disposición de Lodos en Una Planta de Tratamiento de AguasAnthony Rupay CaroNo ratings yet
- Dynamic and Environmental Performance of Eco Friendly Ult 2020 Resources CoDocument13 pagesDynamic and Environmental Performance of Eco Friendly Ult 2020 Resources Coing.sqdNo ratings yet
- Materials 14 07286 v5Document24 pagesMaterials 14 07286 v5Mc Bry BretañaNo ratings yet
- Iron Ore TalingsDocument8 pagesIron Ore TalingsUday BoddepalliNo ratings yet
- Durability of Self Compacting Concrete Containing w 2021 Construction and BuDocument14 pagesDurability of Self Compacting Concrete Containing w 2021 Construction and Buing.sqdNo ratings yet
- Que Dou 2021Document18 pagesQue Dou 2021henryNo ratings yet
- Lightweight Bricks Manufactured From Water Treatment Sludge and Rice HusksDocument7 pagesLightweight Bricks Manufactured From Water Treatment Sludge and Rice HusksMD. ASADUZZAMAN AHADNo ratings yet
- Artigo 7 - Utilization of Drinking Water Treatment Sludge in Concrete Paving Blocks - Microstructural Analysis, Durability and Leaching PropertiesDocument9 pagesArtigo 7 - Utilization of Drinking Water Treatment Sludge in Concrete Paving Blocks - Microstructural Analysis, Durability and Leaching PropertiesJuscimara RodriguesNo ratings yet
- Desempeño Técnico y Ambiental de La Cal de Cascarón de Huevo para La Estabilización de SuelosDocument12 pagesDesempeño Técnico y Ambiental de La Cal de Cascarón de Huevo para La Estabilización de Sueloscarlos enrique SosamoreNo ratings yet
- 1 Limestone Dust and Wood Sawdust As Brick Material PDFDocument5 pages1 Limestone Dust and Wood Sawdust As Brick Material PDFisaacstefanelloNo ratings yet
- Zhang 2016Document7 pagesZhang 2016Leon LuisNo ratings yet
- Utilization of Water Treatment Plant Sludge in Structural Ceramics BricksDocument7 pagesUtilization of Water Treatment Plant Sludge in Structural Ceramics BricksGabriel GodoyNo ratings yet
- Aritgo - Liu (2021) - The-Role-Of-Recycled-Waste-Glass-Incorporation-On-The-Car - 2021 - Journal-of-ClDocument10 pagesAritgo - Liu (2021) - The-Role-Of-Recycled-Waste-Glass-Incorporation-On-The-Car - 2021 - Journal-of-ClAdilson GonçalvesNo ratings yet
- Esmaeili 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012030Document11 pagesEsmaeili 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012030Ahmed Kamal IsaacNo ratings yet
- Construction and Building Materials: Kairu Xue, Chenggong Ju, Mao Yang, Na Li, Yuzhou Peng, Xiao Peng, Yan WuDocument10 pagesConstruction and Building Materials: Kairu Xue, Chenggong Ju, Mao Yang, Na Li, Yuzhou Peng, Xiao Peng, Yan WuKebedeNo ratings yet
- 1 s2.0 S0950061821031974 MainDocument11 pages1 s2.0 S0950061821031974 MainInácio RibeiroNo ratings yet
- Lightweight aggregates from sludge and clayDocument6 pagesLightweight aggregates from sludge and clayMiguel Hernandez Rodriguez100% (1)
- Accepted Manuscript: Journal of Hazardous MaterialsDocument36 pagesAccepted Manuscript: Journal of Hazardous MaterialsFarah El ShahawyNo ratings yet
- Reuse and Stabilization of Sulphide MineDocument9 pagesReuse and Stabilization of Sulphide MinecivildepartmentmycemNo ratings yet
- Ye et al. -DoneDocument12 pagesYe et al. -DoneAyesha Ferdous MitaNo ratings yet
- Artigo 13 - Preparation of A New Low-Cost Substrate Prepared From Drinking Water Treatment SludgeDocument12 pagesArtigo 13 - Preparation of A New Low-Cost Substrate Prepared From Drinking Water Treatment SludgeJuscimara RodriguesNo ratings yet
- The Use of Wet Milling Concrete Slurry To Substitute CementDocument10 pagesThe Use of Wet Milling Concrete Slurry To Substitute CementMD. MUSHFIQUE -US-SALEHEEN, 180051234No ratings yet
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsShelly-zaKhwairakpamNo ratings yet
- Sustainable Incorporation of Lime-Bentonite Clay Composite For Production of Ecofriendly BricksDocument21 pagesSustainable Incorporation of Lime-Bentonite Clay Composite For Production of Ecofriendly BricksWaqas HaroonNo ratings yet
- 2016 Wang TsaiDocument6 pages2016 Wang Tsaineetika tiwariNo ratings yet
- MusselsDocument8 pagesMusselsLeorenz Bien RodriguezNo ratings yet
- 1 s2.0 S0959652619311151 MainDocument10 pages1 s2.0 S0959652619311151 MainJuan David Arenas MendozaNo ratings yet
- 1 s2.0 S0048969720367553 Main PDFDocument9 pages1 s2.0 S0048969720367553 Main PDFGonzalo Fuentes GuimetNo ratings yet
- 2004 - A Laboratory Study of The Behaviour of Surface Paste DisposalDocument18 pages2004 - A Laboratory Study of The Behaviour of Surface Paste DisposalNandaKishorePatraNo ratings yet
- Ali Sarmah STOTENPaper2017Document10 pagesAli Sarmah STOTENPaper2017Terry McManamanNo ratings yet
- Feasibility and Carbon Footprint Analysis of Lime-Dried Sludge For Cement ProductionDocument11 pagesFeasibility and Carbon Footprint Analysis of Lime-Dried Sludge For Cement ProductionPedro AlarcónNo ratings yet
- 1 s2.0 S0959652622027330 MainDocument10 pages1 s2.0 S0959652622027330 MainLiu SadikNo ratings yet
- Lumbab 2023 IOP Conf. Ser. Earth Environ. Sci. 1184 012024Document9 pagesLumbab 2023 IOP Conf. Ser. Earth Environ. Sci. 1184 012024Shyrra PoralNo ratings yet
- Sustainable Reverse Osmosis Application On Municipal WastewaterDocument13 pagesSustainable Reverse Osmosis Application On Municipal WastewaterRicleto EspinosaNo ratings yet
- Artificial Aggregate Made From Waste Stone Sludge and Waste SiltDocument6 pagesArtificial Aggregate Made From Waste Stone Sludge and Waste SiltFarah RifahNo ratings yet
- Conference+2018+Pore Structure Characterization in Concrete Prepared With Carbonated Fly AshDocument7 pagesConference+2018+Pore Structure Characterization in Concrete Prepared With Carbonated Fly AshHaoyan LyuNo ratings yet
- IOP2021: Sewage Sludge Reuse in Concrete Industry ReviewDocument12 pagesIOP2021: Sewage Sludge Reuse in Concrete Industry ReviewCladi DanaNo ratings yet
- Cement and Concrete Are The Most Widely Used Construction Materials From Many Decades Due To Its Many AdvantagesDocument5 pagesCement and Concrete Are The Most Widely Used Construction Materials From Many Decades Due To Its Many AdvantagesPraveen RajNo ratings yet
- 52-Alum Sludge ReviewDocument46 pages52-Alum Sludge ReviewBinyam KebedeNo ratings yet
- Synthesis of PSRB-Cs and Its Use in The Treatment1Document12 pagesSynthesis of PSRB-Cs and Its Use in The Treatment1Dr.Ghada MohammedNo ratings yet
- Environmental Science and Pollution Research Journal Study on Pervious Concrete for Nitrate RemovalDocument12 pagesEnvironmental Science and Pollution Research Journal Study on Pervious Concrete for Nitrate RemovalPSirotinNo ratings yet
- Reuso Onuaguluchi2016Document10 pagesReuso Onuaguluchi2016EdwardNo ratings yet
- Wang 2010Document6 pagesWang 2010karla sharlot espinoza gomezNo ratings yet
- Paper-1 Effect of Pore SizeDocument10 pagesPaper-1 Effect of Pore SizeonglovelyableNo ratings yet
- 2020-ASS-Ca (OH) 2 NPs and PlastersDocument7 pages2020-ASS-Ca (OH) 2 NPs and PlasterspuritacasualidadNo ratings yet
- A Novel Type of Controlled Low Strength Material Derived From Alum PDFDocument9 pagesA Novel Type of Controlled Low Strength Material Derived From Alum PDFYole AvilaNo ratings yet
- 1 s2.0 S0959652619305694 MainDocument12 pages1 s2.0 S0959652619305694 MainMauricio FariaNo ratings yet
- Calia 2017Document12 pagesCalia 2017Daily GallegosNo ratings yet
- Durability and Mechanism of High-Salt Resistance Concrete Exposed ToDocument12 pagesDurability and Mechanism of High-Salt Resistance Concrete Exposed ToHeyner Sanchez ArbaizaNo ratings yet
- Construction and Building Materials: Chaoqun ZhouDocument10 pagesConstruction and Building Materials: Chaoqun ZhouWilly Haro RamosNo ratings yet
- Strength Characteristic of Geopolymer Concrete ConDocument6 pagesStrength Characteristic of Geopolymer Concrete ConMøhămmĕd F M AbûghăliNo ratings yet
- Engineering Properties of Asphalt Concrete Made With Recycled GlassDocument16 pagesEngineering Properties of Asphalt Concrete Made With Recycled Glassهوا عجلون-المهندسNo ratings yet
- Lignosulfonate Improves Mechanical Properties and Wind Erosion Resistance of Bauxite ResidueDocument13 pagesLignosulfonate Improves Mechanical Properties and Wind Erosion Resistance of Bauxite ResidueAkshay DixitNo ratings yet
- Waste Glass Powder As Partial Replacement of Cement ForDocument8 pagesWaste Glass Powder As Partial Replacement of Cement ForReine FordNo ratings yet
- Production of Microalgal-Based Carbon Encapsulated Iron Nanoparticles (Me-nFe)Document16 pagesProduction of Microalgal-Based Carbon Encapsulated Iron Nanoparticles (Me-nFe)Abraham FernandezNo ratings yet
- Hustavova 2019 IOP Conf. Ser. Mater. Sci. Eng. 549 012027Document9 pagesHustavova 2019 IOP Conf. Ser. Mater. Sci. Eng. 549 012027Dr. M.V.Krishna RaoNo ratings yet
- Linking OBS and WBS project structuresDocument1 pageLinking OBS and WBS project structuresnz jumaNo ratings yet
- Bangladesh Government Construction TenderDocument2 pagesBangladesh Government Construction Tendernz jumaNo ratings yet
- KhulnaDocument188 pagesKhulnanz jumaNo ratings yet
- KY Drivers-Manual-6-8-2020-UpdateDocument75 pagesKY Drivers-Manual-6-8-2020-UpdatemiloNo ratings yet
- Six Storied Residential Building: Work Breakdown StructureDocument2 pagesSix Storied Residential Building: Work Breakdown Structurenz jumaNo ratings yet
- Experiment 7-Atterberg LimitsDocument14 pagesExperiment 7-Atterberg LimitsJack RasalNo ratings yet
- Shrinkage Limit TestDocument4 pagesShrinkage Limit Testnz jumaNo ratings yet
- CompactionDocument15 pagesCompactionpp hsu100% (6)
- Bangladesh Government Construction TenderDocument2 pagesBangladesh Government Construction Tendernz jumaNo ratings yet
- Experiment No 01 Specific GravityDocument6 pagesExperiment No 01 Specific Gravitynz jumaNo ratings yet
- Lim 2020Document9 pagesLim 2020nz jumaNo ratings yet
- Permeability Testing - Constant and Falling Head TestsDocument5 pagesPermeability Testing - Constant and Falling Head Testsnz jumaNo ratings yet
- Building Engineering Project Sessional (2018) - ModelDocument1 pageBuilding Engineering Project Sessional (2018) - Modelnz jumaNo ratings yet
- Mauro Mancini: Academic YearDocument3 pagesMauro Mancini: Academic Yearnz jumaNo ratings yet
- Ben Alon2019Document10 pagesBen Alon2019nz jumaNo ratings yet
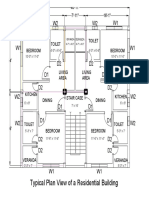
- Typical Plan View of A Residential Building: W2 W1 W2 W1Document1 pageTypical Plan View of A Residential Building: W2 W1 W2 W1nz jumaNo ratings yet
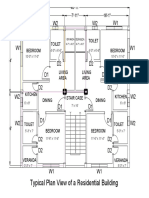
- Typical Plan View of A Residential Building: W2 W1 W2 W1Document1 pageTypical Plan View of A Residential Building: W2 W1 W2 W1nz jumaNo ratings yet
- Li 2020Document12 pagesLi 2020nz jumaNo ratings yet
- Journal of Cleaner Production: David Bo Zicek, Roman Kuni C, Mitja KosirDocument17 pagesJournal of Cleaner Production: David Bo Zicek, Roman Kuni C, Mitja Kosirnz jumaNo ratings yet
- Li 2020Document12 pagesLi 2020nz jumaNo ratings yet
- Arrigo Ni 2017Document51 pagesArrigo Ni 2017nz jumaNo ratings yet
- Journal of Cleaner Production: David Bo Zicek, Roman Kuni C, Mitja KosirDocument17 pagesJournal of Cleaner Production: David Bo Zicek, Roman Kuni C, Mitja Kosirnz jumaNo ratings yet
- Arrigo Ni 2017Document51 pagesArrigo Ni 2017nz jumaNo ratings yet
- Ben Alon2019Document10 pagesBen Alon2019nz jumaNo ratings yet
- Budgeting and Scheduling Projects Course CertificateDocument1 pageBudgeting and Scheduling Projects Course Certificatenz jumaNo ratings yet
- Epm Risk Quality PDFDocument1 pageEpm Risk Quality PDFnz jumaNo ratings yet
- Building Engineering Project Sessional (2018) - ModelDocument1 pageBuilding Engineering Project Sessional (2018) - Modelnz jumaNo ratings yet
- Epm Intiatiating & Planning PDFDocument1 pageEpm Intiatiating & Planning PDFnz jumaNo ratings yet
- Mind Control PDFDocument1 pageMind Control PDFnz juma100% (1)
- LV Planning of Electric Power Distribution Technical PrinciplesDocument19 pagesLV Planning of Electric Power Distribution Technical Principlesrloayzamariaca100% (1)
- Rgeo 171211 A FinalDocument28 pagesRgeo 171211 A FinalChandramouleeswar Sundara IyerNo ratings yet
- CHE 507 1st Lectures PresentationDocument34 pagesCHE 507 1st Lectures PresentationTahiru SakaNo ratings yet
- FM Question PaperDocument50 pagesFM Question PapervijaykhannaNo ratings yet
- Palm Oil & Saturated Steam PropertiesDocument4 pagesPalm Oil & Saturated Steam PropertiesStefanusNo ratings yet
- Thermodynamic Equation of State for Rubber ElasticityDocument6 pagesThermodynamic Equation of State for Rubber Elasticitychiuchan888No ratings yet
- Solution Manual For Fluid Mechanics and Thermodynamics of Turbomachinery 7th Ed Sydney Lawrence Dixon Cesare Hall PDF FreeDocument10 pagesSolution Manual For Fluid Mechanics and Thermodynamics of Turbomachinery 7th Ed Sydney Lawrence Dixon Cesare Hall PDF FreePIYUSH PORWALNo ratings yet
- Cellular Light Weight ConcreteDocument35 pagesCellular Light Weight ConcreteUTP gamingNo ratings yet
- WWW - The-Bac - Edu / Green: Spring 2011: Session TwoDocument12 pagesWWW - The-Bac - Edu / Green: Spring 2011: Session TwoEstrella Peñalba de GómezNo ratings yet
- Final Activity Sheet Week 1Document10 pagesFinal Activity Sheet Week 1Arlyn Pong Pling Pio100% (1)
- Earth and Life Quiz 2 ReviewerDocument2 pagesEarth and Life Quiz 2 Revieweririshpajarillaga13No ratings yet
- exercise固態物理Document31 pagesexercise固態物理Keiko AyanoNo ratings yet
- 1.incoming Register July 2014Document24 pages1.incoming Register July 2014BeLlCoNtInEnT MNo ratings yet
- WindcatcherDocument3 pagesWindcatcherDianna Manguling0% (1)
- Increase Condensate and Flash Steam Recovery in The Coffee Process L1 and L2Document5 pagesIncrease Condensate and Flash Steam Recovery in The Coffee Process L1 and L2lou32contrerasNo ratings yet
- S.E.C M35 PIle Birla Gold Cement 1042 UDocument5 pagesS.E.C M35 PIle Birla Gold Cement 1042 UBIPL REPORTNo ratings yet
- As Chemistry Paper 2 Topical Set 1 AnswersDocument147 pagesAs Chemistry Paper 2 Topical Set 1 Answersalletta.lNo ratings yet
- People and Ecosystem InteractionsDocument30 pagesPeople and Ecosystem InteractionsRhiena Joy Bosque100% (1)
- Solved Question Bank On Periodic TableDocument4 pagesSolved Question Bank On Periodic Tablefaizan123khan100% (1)
- Ecosystems: Structure, Functioning & TypesDocument49 pagesEcosystems: Structure, Functioning & TypesMehul VermaNo ratings yet
- Issue14 PDFDocument160 pagesIssue14 PDFMobilier La Comanda PloiestiNo ratings yet
- Rocks CrosswordDocument1 pageRocks CrosswordKarylle GodesNo ratings yet
- Midterm Solar ThermalDocument1 pageMidterm Solar ThermalAshavi ShahNo ratings yet
- Conservation Biology - 2005 - AGOSTINHO - Conservation of The Biodiversity of Brazil S Inland WatersDocument7 pagesConservation Biology - 2005 - AGOSTINHO - Conservation of The Biodiversity of Brazil S Inland WatersStefani CamposNo ratings yet
- Aquatic Ecology: Limnology-Study of Freshwater Ecosystems Lentic - Standing Water Lotic - Moving WaterDocument31 pagesAquatic Ecology: Limnology-Study of Freshwater Ecosystems Lentic - Standing Water Lotic - Moving WaterSarthak Khatri100% (1)
- 1996 - Nesbitt Et Al - Applications of Oxygen and Hydrogen Isotopes To Exploration For Hydrothermal MineralizationDocument7 pages1996 - Nesbitt Et Al - Applications of Oxygen and Hydrogen Isotopes To Exploration For Hydrothermal MineralizationtoledopolianaNo ratings yet
- Impact of Waste Water Irrigation on Soil and Crop QualityDocument10 pagesImpact of Waste Water Irrigation on Soil and Crop Qualitymaran2326No ratings yet
- Science Chapter 12 Solar SystemDocument23 pagesScience Chapter 12 Solar Systemg-32347797No ratings yet
- Timetable For Interruptions in Power Supply in AccraDocument1 pageTimetable For Interruptions in Power Supply in AccraMichael Creg AffulNo ratings yet
- Soil & Tillage Research: Alicja Kici Nska, Justyna WikarDocument11 pagesSoil & Tillage Research: Alicja Kici Nska, Justyna WikarYoselin GomezNo ratings yet