You might also like
- Day 3Document114 pagesDay 3ramnareshretneniNo ratings yet
- Batch Semibatch 2017-1Document9 pagesBatch Semibatch 2017-1Olimpio Moya EstelaNo ratings yet
- CRE 1-3 Unit (2016-2017) PDFDocument56 pagesCRE 1-3 Unit (2016-2017) PDFgouthamNo ratings yet
- Determination of Rate EquationDocument16 pagesDetermination of Rate Equationrachita pandeyNo ratings yet
- Isothermal reactor design algorithmDocument39 pagesIsothermal reactor design algorithmGhazy alshyalNo ratings yet
- TYCE SimLab ProblemSet-IDocument12 pagesTYCE SimLab ProblemSet-IthakkerNo ratings yet
- The Modeling of Chemical Reactors Chapter 10Document38 pagesThe Modeling of Chemical Reactors Chapter 10ManoakiNo ratings yet
- Reaction kinetics and reactor design conceptsDocument43 pagesReaction kinetics and reactor design conceptsnoelNo ratings yet
- Chemical Reactor Design and SelectionDocument4 pagesChemical Reactor Design and SelectionAnh Đỗ HoàngNo ratings yet
- Reactor Design for Multiple ReactionsDocument16 pagesReactor Design for Multiple ReactionsSchannNo ratings yet
- Interpretation of Batch Reactor Data for Constant-Volume ReactionsDocument20 pagesInterpretation of Batch Reactor Data for Constant-Volume Reactionsxx_aleksa_hrvatska_xxNo ratings yet
- CH E 441 Ex1 Spring 05Document6 pagesCH E 441 Ex1 Spring 05Jhon Barzola PalominoNo ratings yet
- Solution: For A First-Order Reaction, The Following Rate Coefficients Were FoundDocument16 pagesSolution: For A First-Order Reaction, The Following Rate Coefficients Were FoundDeepak SharmaNo ratings yet
- Batch CSTR ExperimentDocument5 pagesBatch CSTR ExperimentDyako D TaherNo ratings yet
- Reaction KineticsDocument37 pagesReaction KineticsNurshuhada NordinNo ratings yet
- Design Equations of Batch ReactorsDocument6 pagesDesign Equations of Batch ReactorsMaryaa Luwizaa AllauiganNo ratings yet
- Temperature, °C: For A First-Order Reaction, The Following Rate Coefficients Were FoundDocument16 pagesTemperature, °C: For A First-Order Reaction, The Following Rate Coefficients Were FoundMikey MadRatNo ratings yet
- Temperature, °C: For A First-Order Reaction, The Following Rate Coefficients Were FoundDocument16 pagesTemperature, °C: For A First-Order Reaction, The Following Rate Coefficients Were FoundArvin DalisayNo ratings yet
- Non-Ideal ReactorsDocument2 pagesNon-Ideal ReactorsUdit GuptaNo ratings yet
- Batch and Semibatch Reactors Guide: Isothermal Batch Reactor Models and ExamplesDocument44 pagesBatch and Semibatch Reactors Guide: Isothermal Batch Reactor Models and ExamplesManoaki100% (1)
- Isothermal ReactorDocument10 pagesIsothermal Reactorsmith muñozNo ratings yet
- Mathematical Formulation of Physicochemical ProblemsDocument23 pagesMathematical Formulation of Physicochemical ProblemsDea Puspa Karinda 02211940000031No ratings yet
- ECRE 2011S Chap4Document176 pagesECRE 2011S Chap4llolliiNo ratings yet
- Lec-2-Chemical Kinetics Part2Document12 pagesLec-2-Chemical Kinetics Part2이지수No ratings yet
- 01 Isothermal Reactor DesignDocument38 pages01 Isothermal Reactor DesignLê MinhNo ratings yet
- Deriving equations for complex reaction kineticsDocument1 pageDeriving equations for complex reaction kineticsJewls HatudNo ratings yet
- PMS Experiment 7 - CSTR Openloop-1Document6 pagesPMS Experiment 7 - CSTR Openloop-1815 PAVANNo ratings yet
- Experiment ReportDocument11 pagesExperiment ReportSouravmeenaNo ratings yet
- Determination of Rate Equation 3Document5 pagesDetermination of Rate Equation 3Parthapratim GuptaNo ratings yet
- Tugas 5 TRK IIDocument6 pagesTugas 5 TRK IIChou ChouNo ratings yet
- 471 Nonisothermal Operation CSTR 2005Document29 pages471 Nonisothermal Operation CSTR 2005Alwendo GunawanNo ratings yet
- Reaction KineticsDocument15 pagesReaction KineticsYas MonazahNo ratings yet
- HE3 Semi-Batch Reactor TextDocument5 pagesHE3 Semi-Batch Reactor TextMiranda Hasanah ArrasyidNo ratings yet
- Chapter 2 Rate Data AnalysisDocument57 pagesChapter 2 Rate Data AnalysisSINH NGUYỄN HỮUNo ratings yet
- Ideal Reactor ModelsDocument4 pagesIdeal Reactor ModelsUdit GuptaNo ratings yet
- 50998502ZXW6 Power Electronics Solution ManualDocument14 pages50998502ZXW6 Power Electronics Solution ManualchaitanyaNo ratings yet
- Chapter 9. Kinetics: Rates of Chemical ReactionsDocument11 pagesChapter 9. Kinetics: Rates of Chemical ReactionsAtiya SultanaNo ratings yet
- CRE Chapter 2Document35 pagesCRE Chapter 2Sang HoàngNo ratings yet
- Tugas Kuliah Teknik Reaksi Kimia IDocument4 pagesTugas Kuliah Teknik Reaksi Kimia INafilah Insan BestariNo ratings yet
- Program For Simulation of A Continuous Stirred Tank Reactor in Matlab'S GuiDocument6 pagesProgram For Simulation of A Continuous Stirred Tank Reactor in Matlab'S GuiFathurRahmanNo ratings yet
- Rate Data Collection and AnalysisDocument18 pagesRate Data Collection and AnalysisLê MinhNo ratings yet
- Week 4 - Theory - Isothermal Reactor Design Steady StateDocument39 pagesWeek 4 - Theory - Isothermal Reactor Design Steady StateJules ArseneNo ratings yet
- Kinetics & Reactor Design IDocument75 pagesKinetics & Reactor Design Ianon_864813890No ratings yet
- CHEE 321: Chemical Reaction Engineering: Module 3: Isothermal Reactor DesignDocument16 pagesCHEE 321: Chemical Reaction Engineering: Module 3: Isothermal Reactor DesignPranav NakhateNo ratings yet
- 11.1 Reaction Rate 3Document24 pages11.1 Reaction Rate 3Avicenna Ibnu Bahrin100% (1)
- Transport Phenomena PracticeDocument13 pagesTransport Phenomena PracticeNethuNo ratings yet
- Unit 2Document76 pagesUnit 2Mithila100% (1)
- Updated Versions of the Generalized Soave Α-functionDocument12 pagesUpdated Versions of the Generalized Soave Α-functionSeamus AlaricNo ratings yet
- Video 2. Rate LawsDocument7 pagesVideo 2. Rate LawsEvelyn LaraNo ratings yet
- Chemical Reaction EngineeringDocument101 pagesChemical Reaction EngineeringGerard Toby CalixtoNo ratings yet
- Chemical Reaction Engineering (CRE)Document29 pagesChemical Reaction Engineering (CRE)Phuong PhamNo ratings yet
- Lecture # 12&13 - Week # 7Document29 pagesLecture # 12&13 - Week # 7Sufyan KhanNo ratings yet
- Lecture 2: The Damped OscillatorDocument4 pagesLecture 2: The Damped OscillatorMahendra PanwarNo ratings yet
- 2.conversion and Reactor Sizing Conversion:: The Basis of Calculation Is Always The Limiting ReactantDocument12 pages2.conversion and Reactor Sizing Conversion:: The Basis of Calculation Is Always The Limiting ReactantIqbal Al FuadyNo ratings yet
- Assignment 5Document5 pagesAssignment 5Yi Hong LowNo ratings yet
- Lecture - 11 - Second LawDocument10 pagesLecture - 11 - Second LawMihai MirceaNo ratings yet
- Problem 9.6 Kinetics 2Document9 pagesProblem 9.6 Kinetics 2Ralph EvidenteNo ratings yet
- Matriculation Chemistry (Reaction Kinetics) Part 2Document33 pagesMatriculation Chemistry (Reaction Kinetics) Part 2ridwanNo ratings yet
- Cn2116 2010 Quiz1 Solutions (Set 1)Document6 pagesCn2116 2010 Quiz1 Solutions (Set 1)Wang Xin YiNo ratings yet
- Solution Manual for an Introduction to Equilibrium ThermodynamicsFrom EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNo ratings yet
- Lec1 AnimatedDocument61 pagesLec1 AnimatedTysir SarhanNo ratings yet
- Piping FundamentalsDocument31 pagesPiping FundamentalsMuhammad BilalNo ratings yet
- Energy Balance: Introduction and Significance Energy UsageDocument21 pagesEnergy Balance: Introduction and Significance Energy UsageMuhammad BilalNo ratings yet
- Vietnam Galss JarDocument1 pageVietnam Galss JarMuhammad BilalNo ratings yet
- Urea Fertilizer: Types, Manufacture & UsesDocument14 pagesUrea Fertilizer: Types, Manufacture & UsesMuhammad BilalNo ratings yet
- How To Write A Cover LetterDocument8 pagesHow To Write A Cover LetterMawdy McdeepNo ratings yet
- Chemical Reaction Engineering (CRE) Is TheDocument38 pagesChemical Reaction Engineering (CRE) Is TheMuhammad BilalNo ratings yet
- Leather Processing & TanningDocument21 pagesLeather Processing & TanningMuhammad BilalNo ratings yet
- Lec1 AnimatedDocument61 pagesLec1 AnimatedTysir SarhanNo ratings yet
- Problems EcoDocument2 pagesProblems EcoMuhammad BilalNo ratings yet
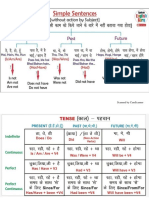
- All Tense ChatsDocument35 pagesAll Tense ChatsMuhammad BilalNo ratings yet
- Motivation To Pursue Higher EducationDocument120 pagesMotivation To Pursue Higher EducationMuhammad BilalNo ratings yet
- The Role of Philosophy in The Life of A Student of A Technical UniversityDocument6 pagesThe Role of Philosophy in The Life of A Student of A Technical UniversityMuhammad BilalNo ratings yet
- Applied Chemistry - II (Fall-18) - 2 PDFDocument6 pagesApplied Chemistry - II (Fall-18) - 2 PDFMuhammad BilalNo ratings yet
- Applied Chemistry - II (Fall-18) - 2 PDFDocument6 pagesApplied Chemistry - II (Fall-18) - 2 PDFMuhammad BilalNo ratings yet
- Applied Chemistry - I: AssignmentDocument5 pagesApplied Chemistry - I: AssignmentMuhammad BilalNo ratings yet
- Chap 7 SDocument51 pagesChap 7 SMuhammad BilalNo ratings yet
- Solutions To Exercises 11.1: 1. We HaveDocument21 pagesSolutions To Exercises 11.1: 1. We HaveTri Phương NguyễnNo ratings yet
- Profitability Analysis: Engr. Farhan Javed Lecturer Chemical Engineering Department Faisalabad CampusDocument13 pagesProfitability Analysis: Engr. Farhan Javed Lecturer Chemical Engineering Department Faisalabad CampusMuhammad BilalNo ratings yet
- List of Exp Chemistry 11Document2 pagesList of Exp Chemistry 11Muhammad BilalNo ratings yet
- CH # 11-12 (2nd Year)Document4 pagesCH # 11-12 (2nd Year)Muhammad BilalNo ratings yet
- CH # 7-8 (2nd Yr)Document4 pagesCH # 7-8 (2nd Yr)Muhammad BilalNo ratings yet
- Laplace Transform solved problems explainedDocument41 pagesLaplace Transform solved problems explainedduchesschloeNo ratings yet
- JIMS Engineering Management Technical Campus AssignmentDocument1 pageJIMS Engineering Management Technical Campus AssignmentMuhammad BilalNo ratings yet
- Biodiesel ProductionDocument19 pagesBiodiesel ProductionMuhammad BilalNo ratings yet
- Research Perposal PDFDocument5 pagesResearch Perposal PDFMuhammad BilalNo ratings yet
- 28 A524Document6 pages28 A524Imtinan MohsinNo ratings yet
- 1.9 HT PDFDocument86 pages1.9 HT PDFmarmaduke32No ratings yet
- Catalytic ReformingDocument6 pagesCatalytic ReformingMuhammad BilalNo ratings yet
- Thermodynamics NotesDocument155 pagesThermodynamics NotesJOEL BRITTONo ratings yet
- Week 2 (Final) - Theory - Conversion and Multiple Reactors1Document29 pagesWeek 2 (Final) - Theory - Conversion and Multiple Reactors1Jules ArseneNo ratings yet
- RTD Studies in PFR (Coiled Tube Type)Document9 pagesRTD Studies in PFR (Coiled Tube Type)prashant_cool_4_uNo ratings yet
- RTD in PFRDocument12 pagesRTD in PFRAmoluck BhatiaNo ratings yet
- ANSYS Energico Users GuideDocument140 pagesANSYS Energico Users GuideV CafNo ratings yet
- Chap8-3 RevDocument32 pagesChap8-3 RevUsman BlembengNo ratings yet
- CHG 3127 Online Learning - Course Overview and Introduction 2020-05-06Document14 pagesCHG 3127 Online Learning - Course Overview and Introduction 2020-05-06MarkNo ratings yet
- CSTR Volume for EG ProductionDocument59 pagesCSTR Volume for EG Productionnluvwjm7275No ratings yet
- Chap8 2Document17 pagesChap8 2Usman BlembengNo ratings yet
- Topic 1 - Introduction Mechanical OperationsDocument82 pagesTopic 1 - Introduction Mechanical OperationsAmeen HussainNo ratings yet
- Chapter 4 Physical ProcessesDocument48 pagesChapter 4 Physical ProcessesAhmed ZarkhaizNo ratings yet
- CHE 140B Problem Set No. 8: Fogler, 8-5Document2 pagesCHE 140B Problem Set No. 8: Fogler, 8-5Biniyam haileNo ratings yet
- Continuous Reactor AnalysisDocument11 pagesContinuous Reactor AnalysisRaymond YabutNo ratings yet
- Design of Chemical Reactors: Required Reading: Chapter 22 (Reactors) of Turton Et Al. (2018)Document61 pagesDesign of Chemical Reactors: Required Reading: Chapter 22 (Reactors) of Turton Et Al. (2018)toofan shamssNo ratings yet
- HW 01 SolutionDocument12 pagesHW 01 SolutionJuan Sebastian Suarez Ospina63% (8)
- Reaction KineticsDocument15 pagesReaction KineticsYas MonazahNo ratings yet
- Ch.2 Reactors Equations for CMFR and PFRDocument12 pagesCh.2 Reactors Equations for CMFR and PFRPRATEEK SHARMANo ratings yet
- Modelling A Circulating Fluidized Bed Ri PDFDocument10 pagesModelling A Circulating Fluidized Bed Ri PDFTysir SarhanNo ratings yet
- Determining Kinetic Parameters of Saponification Reaction in a Plug Flow ReactorDocument32 pagesDetermining Kinetic Parameters of Saponification Reaction in a Plug Flow ReactorS Kiong TingNo ratings yet
- Assignment No-4Document2 pagesAssignment No-4Naina SontakkeyNo ratings yet
- CSTR MurphyDocument24 pagesCSTR MurphyMurphy MofeNo ratings yet
- RE II Group 2 Project Sept 2022-1Document34 pagesRE II Group 2 Project Sept 2022-1Lachyn SeidovaNo ratings yet
- Lesson 1.1Document114 pagesLesson 1.1Shane MillenaNo ratings yet
- The Modeling of Chemical Reactors Chapter 7Document17 pagesThe Modeling of Chemical Reactors Chapter 7ManoakiNo ratings yet
- 3 - Prob PFR 11-12 23-35 English-1Document4 pages3 - Prob PFR 11-12 23-35 English-1Biniyam haileNo ratings yet
- Assignment 2 Reactor Design Single ReactionDocument4 pagesAssignment 2 Reactor Design Single ReactionNitin MauryaNo ratings yet
- Plug Flow Reactor NotesDocument4 pagesPlug Flow Reactor Notesahmad pidotNo ratings yet
- Catalytic Oxidation of Methanol To Formaldehyde: An Example of Kinetics With Transport Phenomena in A Packed-Bed ReactorDocument9 pagesCatalytic Oxidation of Methanol To Formaldehyde: An Example of Kinetics With Transport Phenomena in A Packed-Bed ReactorNagarajanNo ratings yet
- Che 416Document42 pagesChe 416Ifiok UsoroNo ratings yet
- CH 8: Steady - State Non-Isothermal Reactor Design: BalanceDocument96 pagesCH 8: Steady - State Non-Isothermal Reactor Design: BalanceRaja RamNo ratings yet
- Comsol Tutorial: Laminar Flow Reactor Spring 2006: R R R RN Z N T CDocument10 pagesComsol Tutorial: Laminar Flow Reactor Spring 2006: R R R RN Z N T CMauricio CascellaNo ratings yet