You might also like
- Patio Planter: Woodworks: Intermediate ProjectDocument7 pagesPatio Planter: Woodworks: Intermediate ProjectRenos KonstantinouNo ratings yet
- GENERAL ENGINEERING Handbook-of-Formulae - And-Constants PDFDocument43 pagesGENERAL ENGINEERING Handbook-of-Formulae - And-Constants PDFhasib_07No ratings yet
- Grout HandbookDocument122 pagesGrout HandbookBernhard Gafner100% (4)
- Method Statement For Cement Board Dry Wall PartitionsDocument10 pagesMethod Statement For Cement Board Dry Wall PartitionsComet GroupNo ratings yet
- ASTM D3359-17 Standard Test Methods For Rating Adhesion by Tape TestDocument9 pagesASTM D3359-17 Standard Test Methods For Rating Adhesion by Tape TestGonzalo Tellería100% (6)
- Consumables NormsDocument24 pagesConsumables NormsHema Nandh100% (1)
- Advances in Welding Technologies For Process Development (2019)Document311 pagesAdvances in Welding Technologies For Process Development (2019)Vijay KumarNo ratings yet
- D3359 Standard Test Methods For Rating Adhesion by Tape Test1 PDFDocument9 pagesD3359 Standard Test Methods For Rating Adhesion by Tape Test1 PDFraulpalma93No ratings yet
- Thermoplastic Polyolefin Based Sheet Roofing: Standard Specification ForDocument3 pagesThermoplastic Polyolefin Based Sheet Roofing: Standard Specification Forasma hamzaNo ratings yet
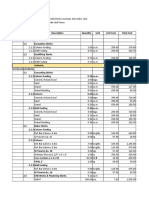
- BOQ of Construction of GateDocument8 pagesBOQ of Construction of Gatemichael jan de celisNo ratings yet
- Water LeakageDocument34 pagesWater LeakageKousalya Mk100% (2)
- API 510-Kuwait PetroleumDocument392 pagesAPI 510-Kuwait PetroleumVijay Kumar100% (1)
- Determination of Gel Content and Swell Ratio of Crosslinked Ethylene PlasticsDocument8 pagesDetermination of Gel Content and Swell Ratio of Crosslinked Ethylene PlasticsFernando Da Ros100% (2)
- Impact Resistance of Plastic Film by The Free-Falling Dart MethodDocument10 pagesImpact Resistance of Plastic Film by The Free-Falling Dart MethoddanoninoNo ratings yet
- Mini Baby AxolotlDocument7 pagesMini Baby AxolotlGeorgina Heredia100% (1)
- Density of Plastics by The Density-Gradient Technique: Standard Test Method ForDocument7 pagesDensity of Plastics by The Density-Gradient Technique: Standard Test Method ForrizaNo ratings yet
- KV of BitumenDocument10 pagesKV of Bitumendhanesh kumarNo ratings yet
- 2 Intro - To - Ultrasonics 03092013 OKDocument43 pages2 Intro - To - Ultrasonics 03092013 OKferyNo ratings yet
- D7063D7063M 6912Document4 pagesD7063D7063M 6912Barnali DebnathNo ratings yet
- Awwa B507-23Document24 pagesAwwa B507-23AliNo ratings yet
- Astm D2734 09Document3 pagesAstm D2734 09khudhayer1970100% (1)
- Plastic Films Made From Low-Density Polyethylene and Linear Low-Density Polyethylene For General Use and Packaging ApplicationsDocument5 pagesPlastic Films Made From Low-Density Polyethylene and Linear Low-Density Polyethylene For General Use and Packaging ApplicationsNasrin Akhondi100% (1)
- Astm D1004Document4 pagesAstm D1004Hernando Andrés Ramírez Gil100% (1)
- Astm D792 PDFDocument5 pagesAstm D792 PDFHector Hidalgo100% (1)
- Wood-Based Structural Panels in Compression: Standard Test Methods ForDocument7 pagesWood-Based Structural Panels in Compression: Standard Test Methods ForMarvin MoreiraNo ratings yet
- Astm C581-03Document5 pagesAstm C581-03mosi100% (1)
- Astm D7378.4648Document5 pagesAstm D7378.4648xochihua4986No ratings yet
- Astm C581Document5 pagesAstm C581Phan Linh100% (1)
- Determination of Moisture in Plastics by Loss in Weight: Standard Test Method ForDocument7 pagesDetermination of Moisture in Plastics by Loss in Weight: Standard Test Method ForRahul SamalaNo ratings yet
- Awwa C509-23Document52 pagesAwwa C509-23Vijay KumarNo ratings yet
- Astm D905.37404 PDFDocument5 pagesAstm D905.37404 PDFValentina MonsalveNo ratings yet
- ASTM D 6093 - 97Document3 pagesASTM D 6093 - 97shgsuhermanNo ratings yet
- Final Project ReportDocument15 pagesFinal Project ReportRishi Mehta100% (1)
- Astm Density d1505-03Document7 pagesAstm Density d1505-03KASHIKA THAPA100% (1)
- ASTM D792 Densidad y Peso EspecíficoDocument6 pagesASTM D792 Densidad y Peso EspecíficoPaola Cifuentes100% (1)
- E1335Document6 pagesE1335Anonymous YwFJrk0yCNo ratings yet
- Void Content of Reinforced Plastics: Standard Test Methods ForDocument3 pagesVoid Content of Reinforced Plastics: Standard Test Methods ForAminhyc KhajehNo ratings yet
- Void Content of Reinforced Plastics: Standard Test Methods ForDocument3 pagesVoid Content of Reinforced Plastics: Standard Test Methods ForStéfany Vier SteffenNo ratings yet
- Density of Plastics by The Density-Gradient Technique: Standard Test Method ForDocument7 pagesDensity of Plastics by The Density-Gradient Technique: Standard Test Method Forc458qvws28No ratings yet
- Apparent Density, Bulk Factor, and Pourability of Plastic MaterialsDocument6 pagesApparent Density, Bulk Factor, and Pourability of Plastic Materialsiipmnpti iipm0% (1)
- Astm8.3 Plastic PDFDocument206 pagesAstm8.3 Plastic PDFAkash YadavNo ratings yet
- C581 PDFDocument568 pagesC581 PDFAkash YadavNo ratings yet
- Density of Bituminous Concrete in Place by Nuclear Methods: Standard Test Method ForDocument5 pagesDensity of Bituminous Concrete in Place by Nuclear Methods: Standard Test Method ForJuan Carlos MejiaNo ratings yet
- D6111Document5 pagesD6111Christina FerreiraNo ratings yet
- Determining Chemical Resistance of Thermosetting Resins Used in Glass-Fiber-Reinforced Structures Intended For Liquid ServiceDocument5 pagesDetermining Chemical Resistance of Thermosetting Resins Used in Glass-Fiber-Reinforced Structures Intended For Liquid ServiceQUALITY MAYURNo ratings yet
- Astm D2950-09Document6 pagesAstm D2950-09Nhật NguyễnNo ratings yet
- Burnish Resistance of Latex Paints: Standard Test Method ForDocument3 pagesBurnish Resistance of Latex Paints: Standard Test Method ForProvocateur SamaraNo ratings yet
- Measurement of Thickness of Sandwich CoresDocument5 pagesMeasurement of Thickness of Sandwich CoresMarcelo Capella De CamposNo ratings yet
- D 5117 Â " 03 RDUXMTC - PDFDocument3 pagesD 5117 Â " 03 RDUXMTC - PDFRCA_CONSULTORESNo ratings yet
- Standart Astm+b311-17Document5 pagesStandart Astm+b311-17Kitana Hananda SuhattaNo ratings yet
- Non-Reinforced Polyvinyl Chloride (PVC) Geomembranes Used in Buried ApplicationsDocument5 pagesNon-Reinforced Polyvinyl Chloride (PVC) Geomembranes Used in Buried ApplicationsLito EstimosNo ratings yet
- Apparent Density, Bulk Factor, and Pourability of Plastic MaterialsDocument6 pagesApparent Density, Bulk Factor, and Pourability of Plastic Materialsvinit kumarNo ratings yet
- Density and Specific Gravity (Relative Density) of Plastics by DisplacementDocument6 pagesDensity and Specific Gravity (Relative Density) of Plastics by DisplacementRahul ChaudharyNo ratings yet
- Astm D 905 (2013)Document5 pagesAstm D 905 (2013)Jorge RanziNo ratings yet
- Reducing Samples of Aggregate To Testing Size: Standard Practice ForDocument5 pagesReducing Samples of Aggregate To Testing Size: Standard Practice Foraastha mehtaNo ratings yet
- C366C366M 16Document5 pagesC366C366M 16hemrajNo ratings yet
- D 792 - 00 - RDC5MGDocument6 pagesD 792 - 00 - RDC5MGjose caresNo ratings yet
- Measuring Abrasion Using The Dry Sand/Rubber Wheel ApparatusDocument14 pagesMeasuring Abrasion Using The Dry Sand/Rubber Wheel Apparatustiago.melo.066No ratings yet
- D905 38625Document5 pagesD905 38625JEISON ESTEBAN YUCUMA MARTINEZNo ratings yet
- Standard Test Method For Measuring Abrasion Using The Dry Sand - Rubber Wheel ApparatusDocument14 pagesStandard Test Method For Measuring Abrasion Using The Dry Sand - Rubber Wheel ApparatusBastian Calderon DonosoNo ratings yet
- Density of Plastics by The Density-Gradient Technique: Standard Test Method ForDocument7 pagesDensity of Plastics by The Density-Gradient Technique: Standard Test Method Forvinit kumarNo ratings yet
- Method For Water Absorption of Core Materials For Sandwich Constructions PDFDocument4 pagesMethod For Water Absorption of Core Materials For Sandwich Constructions PDFMarcelo Capella De CamposNo ratings yet
- Reducing Samples of Aggregate To Testing Size: Standard Practice ForDocument5 pagesReducing Samples of Aggregate To Testing Size: Standard Practice ForOscar SalazarNo ratings yet
- D 792 - 98 For Density of HDPE PipesDocument5 pagesD 792 - 98 For Density of HDPE PipesShamsUlislamNo ratings yet
- D1203 22 8 01 Standard Test Methods For Volatile Loss From PlasticsDocument4 pagesD1203 22 8 01 Standard Test Methods For Volatile Loss From Plastics7620383tlNo ratings yet
- Wood-Based Structural Panels in Compression: Standard Test Methods ForDocument7 pagesWood-Based Structural Panels in Compression: Standard Test Methods ForEduardo SantosNo ratings yet
- Environmental Stress Crack Resistance (ESCR) of Threaded Plastic ClosuresDocument5 pagesEnvironmental Stress Crack Resistance (ESCR) of Threaded Plastic ClosuresSur VaniNo ratings yet
- Apparent Density of Rigid Cellular Plastics: Standard Test Method ForDocument4 pagesApparent Density of Rigid Cellular Plastics: Standard Test Method ForJoãoNo ratings yet
- Density, Relative Density (Specific Gravity), and Absorption of Fine AggregateDocument7 pagesDensity, Relative Density (Specific Gravity), and Absorption of Fine AggregateChuwaka OlanNo ratings yet
- Dilute Solution Viscosity of Polymers: Standard Practice ForDocument6 pagesDilute Solution Viscosity of Polymers: Standard Practice Formkaseem74No ratings yet
- Reducing Samples of Aggregate To Testing Size: Standard Practice ForDocument5 pagesReducing Samples of Aggregate To Testing Size: Standard Practice FormickyfelixNo ratings yet
- Astm D 905 - 03Document5 pagesAstm D 905 - 03Ramon Ferreira OliveiraNo ratings yet
- D1921-18 Standard Test Methods For Particle Size (Sieve Analysis) of Plastic MaterialsDocument4 pagesD1921-18 Standard Test Methods For Particle Size (Sieve Analysis) of Plastic MaterialsMarthaAlbaGuevara50% (2)
- Impact Resistance of Plastic Film by The Free-Falling Dart MethodDocument10 pagesImpact Resistance of Plastic Film by The Free-Falling Dart Methodvinit kumarNo ratings yet
- Iso 11553-1-2020Document30 pagesIso 11553-1-2020Vijay KumarNo ratings yet
- Asme Pvho-2-2019Document61 pagesAsme Pvho-2-2019Vijay KumarNo ratings yet
- BS en Iec 61010-2-040-2021Document46 pagesBS en Iec 61010-2-040-2021Vijay KumarNo ratings yet
- BS en Iso 8659-2020Document30 pagesBS en Iso 8659-2020Vijay KumarNo ratings yet
- Iso 19232-5-2013-07Document12 pagesIso 19232-5-2013-07Vijay KumarNo ratings yet
- BS en Iso 8659-2020Document14 pagesBS en Iso 8659-2020Vijay KumarNo ratings yet
- MSS SP 75 2019 High Strength, Wrought, Butt Welding FittingsDocument42 pagesMSS SP 75 2019 High Strength, Wrought, Butt Welding FittingsJed Kevin MendozaNo ratings yet
- Amercoat 68hsvocDocument6 pagesAmercoat 68hsvocVijay KumarNo ratings yet
- Amerlock 400 Sigmacover 400Document6 pagesAmerlock 400 Sigmacover 400Vijay KumarNo ratings yet
- 026a-Fit Up ReportDocument18 pages026a-Fit Up ReportVijay KumarNo ratings yet
- Sigmacover 280 (Primer) For HDG SurfaceDocument6 pagesSigmacover 280 (Primer) For HDG SurfaceRauf AliyevNo ratings yet
- Amercoat 68HSDocument7 pagesAmercoat 68HSVijay KumarNo ratings yet
- 026A-FR-RSS01 To RSS88Document7 pages026A-FR-RSS01 To RSS88Vijay KumarNo ratings yet
- Abir Infrastructure Private LTD: Plumbness ReportDocument7 pagesAbir Infrastructure Private LTD: Plumbness ReportVijay KumarNo ratings yet
- WeldingTrainingDocument18 pagesWeldingTrainingVijay KumarNo ratings yet
- 2019 Key Changes Section VDocument65 pages2019 Key Changes Section VParag S. DicholkarNo ratings yet
- 026A-FR-RSS01 To RSS88Document7 pages026A-FR-RSS01 To RSS88Vijay KumarNo ratings yet
- Laboratory Test Report: Male 37 YearsDocument12 pagesLaboratory Test Report: Male 37 YearsVijay KumarNo ratings yet
- 822-Code Practice For Inspection of WeldDocument40 pages822-Code Practice For Inspection of WeldVijay KumarNo ratings yet
- 2019 Key Changes Section IX PDFDocument55 pages2019 Key Changes Section IX PDFRachel ThompsonNo ratings yet
- 2 - Boiler HydrotestDocument22 pages2 - Boiler HydrotestMY NAME IS NEERAJ..:):)No ratings yet
- API 653 - 650 Flash Cards - 40 QuestionsDocument5 pagesAPI 653 - 650 Flash Cards - 40 QuestionsSERFORTEC CIA. LTDA.No ratings yet
- Heat ExchangerDocument155 pagesHeat ExchangerSajilal JosephNo ratings yet
- Introduction To Nondestructive TestingDocument14 pagesIntroduction To Nondestructive Testingankit7588No ratings yet
- Zoltek™ Px30 Knit Fabric (Kf07) : Technical DatasheetDocument1 pageZoltek™ Px30 Knit Fabric (Kf07) : Technical DatasheetkebenshanNo ratings yet
- Lectura 3. The Concept of Active Site in Heterogeneous CatalysisDocument23 pagesLectura 3. The Concept of Active Site in Heterogeneous CatalysisTRIANA FORERO GABRIEL RICARDONo ratings yet
- XYPEX Concentrate-Ds-1Document4 pagesXYPEX Concentrate-Ds-1Keops MontealegreNo ratings yet
- Effect of Density On Mechanical Properties of Sinter Hardened P/M MaterialsDocument8 pagesEffect of Density On Mechanical Properties of Sinter Hardened P/M Materialsjoko setiawanNo ratings yet
- Classification of Matter and Its PropertiesDocument8 pagesClassification of Matter and Its PropertiesBarachiel Vedua100% (1)
- Us5591802 PDFDocument7 pagesUs5591802 PDFAl Saraaf MohammedNo ratings yet
- Fibers in Asphalt and CementDocument36 pagesFibers in Asphalt and CementForsythe LearningNo ratings yet
- Standardization of Welding ElectrodesDocument8 pagesStandardization of Welding ElectrodesAqsa BanoNo ratings yet
- ZeoltDocument10 pagesZeoltBrent WoottonNo ratings yet
- Hydrogen CHEMHACKDocument7 pagesHydrogen CHEMHACKMonika BoranaNo ratings yet
- Chapter 1Document90 pagesChapter 1chala nigussieNo ratings yet
- RX Rotary Union: For Water, Air, and Thermal Oil ServiceDocument24 pagesRX Rotary Union: For Water, Air, and Thermal Oil Servicexavicojm100% (2)
- 6B) Brochure Hercules OFM KITDocument1,379 pages6B) Brochure Hercules OFM KITofmNo ratings yet
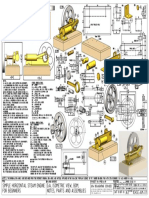
- Maquina A VaporDocument1 pageMaquina A VaporJesús Los ArcosNo ratings yet
- Prism CementDocument34 pagesPrism CementLochan JaiswalNo ratings yet
- Class 8 QuestionsDocument3 pagesClass 8 QuestionsRahul SugandhNo ratings yet
- Quality 11Smnpb37: Lucefin GroupDocument1 pageQuality 11Smnpb37: Lucefin GroupPaulo ZechinNo ratings yet
- Manual For Mini Project 1 (Slump Test)Document2 pagesManual For Mini Project 1 (Slump Test)Nor Azizah Mohd AliNo ratings yet
- A Break Through Fluid Technology in Acidizing SandstoneDocument12 pagesA Break Through Fluid Technology in Acidizing SandstoneRamanamurthy PalliNo ratings yet
- Week 4 Notes-Pump &pipeDocument102 pagesWeek 4 Notes-Pump &pipezeyadNo ratings yet
- BOQ For Lot6 RoadDocument4 pagesBOQ For Lot6 RoadZelalem MengistuNo ratings yet