You might also like
- Surface FinishDocument24 pagesSurface Finishsrinivasa100% (2)
- Surface FinishDocument38 pagesSurface FinishSunilNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Measurement 2Document26 pagesMeasurement 2engrodeNo ratings yet
- Standard Practice For Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic MaterialsDocument7 pagesStandard Practice For Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic MaterialsviverefeliceNo ratings yet
- Complete Surface Finish Chart, Symbols & Roughness Conversion Tables PDFDocument23 pagesComplete Surface Finish Chart, Symbols & Roughness Conversion Tables PDFharish kumar d harishNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar0% (1)
- Surface RoughnessDocument9 pagesSurface RoughnessKarthick DuraiNo ratings yet
- Machining Guide for Broaching ProcessesDocument35 pagesMachining Guide for Broaching ProcessesAbdulaziz FarhanNo ratings yet
- Surface Roughness TestDocument12 pagesSurface Roughness TestSusheel PetleNo ratings yet
- Dang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Document10 pagesDang Tutorial 1 2 Solution (Metal Cutting) - 04112014174823135Bi ChenNo ratings yet
- UNIVERSAL TOOL GRINDING MACHINE VITAXDocument7 pagesUNIVERSAL TOOL GRINDING MACHINE VITAXMartinus Oda AdiNo ratings yet
- Surface Finish MeasurementDocument45 pagesSurface Finish MeasurementMuraliNo ratings yet
- Synthes ScrewsDocument4 pagesSynthes ScrewsviolentmidnightNo ratings yet
- Surface Finish Guide for Engineering DrawingsDocument163 pagesSurface Finish Guide for Engineering DrawingsGilbert ChakmaNo ratings yet
- Surface RoughnessDocument35 pagesSurface RoughnessSantosh Santu100% (3)
- SURFACE ROUGHNESS MEASUREMENTDocument61 pagesSURFACE ROUGHNESS MEASUREMENTLAKKANABOINA LAKSHMANARAO100% (1)
- Understanding Surface Quality Beyond Average Roughness RaDocument20 pagesUnderstanding Surface Quality Beyond Average Roughness RaStefan NikolićNo ratings yet
- Slide Sheet and Drilling ParameterDocument3 pagesSlide Sheet and Drilling ParameterFajar HidayatNo ratings yet
- AutoCad Assigment 2Document4 pagesAutoCad Assigment 2Abdullrahman ElkhatebNo ratings yet
- Surface Roughness Significance and SymboDocument18 pagesSurface Roughness Significance and SymboStefan NikolićNo ratings yet
- Amew101 Surface RoughnessDocument6 pagesAmew101 Surface Roughnessmoney_d_ochukoNo ratings yet
- Surface RoughnessDocument6 pagesSurface RoughnessIltefatNo ratings yet
- 3 Metr & Inst Unit IiiDocument15 pages3 Metr & Inst Unit IiiRajesh Pendyala091No ratings yet
- Mtmet Unit-5Document48 pagesMtmet Unit-5Bhuvan RockNo ratings yet
- Measure Surface Roughness Using ProfilometerDocument7 pagesMeasure Surface Roughness Using ProfilometerMalith MadushanNo ratings yet
- SurfaceFinish ReportDocument8 pagesSurfaceFinish ReportsourabhdhimanNo ratings yet
- 2.3 Surface Finish MetrologyDocument20 pages2.3 Surface Finish MetrologyRagnar RagnarsonNo ratings yet
- Surface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofDocument7 pagesSurface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofcal2_uniNo ratings yet
- Manufacturing Process 1 (Surface Finish (B.eng) - 02092014Document63 pagesManufacturing Process 1 (Surface Finish (B.eng) - 02092014bananaNo ratings yet
- Surface Roughness.: Presented byDocument37 pagesSurface Roughness.: Presented byMuhammad KhalilNo ratings yet
- Metrology of Surface FinishDocument38 pagesMetrology of Surface FinishEmmanuel Thomas100% (1)
- Surface FinishDocument22 pagesSurface Finishramesh_h2002No ratings yet
- What is surface roughness quantificationDocument21 pagesWhat is surface roughness quantificationJatin Yadav0% (1)
- Measurement of Surface FinishDocument4 pagesMeasurement of Surface FinishcvdsfsafNo ratings yet
- ME6504 - Metrology & Measurements Unit 4 - Form MeasurementDocument45 pagesME6504 - Metrology & Measurements Unit 4 - Form MeasurementarunpdcNo ratings yet
- BTM2133-Chapter 8 Surface MeasurementDocument46 pagesBTM2133-Chapter 8 Surface MeasurementAswaja313No ratings yet
- Surface RoughnessDocument10 pagesSurface RoughnessBa TollohNo ratings yet
- Mdul 5Document127 pagesMdul 5sidNo ratings yet
- 10 Surface Finish MeasurementDocument12 pages10 Surface Finish Measurementsomu_amuNo ratings yet
- 10 Surface Finish - TerminologiesDocument8 pages10 Surface Finish - Terminologiessomu_amuNo ratings yet
- VK Shape Surface KaDocument8 pagesVK Shape Surface KamatthiessamNo ratings yet
- IPE 381 Chapter: Surface Finish Measurement and AnalysisDocument22 pagesIPE 381 Chapter: Surface Finish Measurement and AnalysisdongreganeshNo ratings yet
- Lab 3 Surface RoughnessDocument13 pagesLab 3 Surface RoughnessDiscord YtNo ratings yet
- UNIT-4 Surface Roughness Measurement IntroductionDocument16 pagesUNIT-4 Surface Roughness Measurement IntroductionSantosh SantuNo ratings yet
- Surface Metrology Methods and MeasurementsDocument31 pagesSurface Metrology Methods and MeasurementsBilal SindhuNo ratings yet
- A Mathematical Formulation For Tool Path Generation in 5-Axis Laser Welding Process Applied On A Free Form SurfaceDocument52 pagesA Mathematical Formulation For Tool Path Generation in 5-Axis Laser Welding Process Applied On A Free Form SurfaceRahul RajNo ratings yet
- ProE Surfacing - Module 9Document50 pagesProE Surfacing - Module 9inthemoney8No ratings yet
- Surface Swept by A Toroidal Cutter During 5-Axis MachiningDocument10 pagesSurface Swept by A Toroidal Cutter During 5-Axis MachiningJulen MartinezNo ratings yet
- Cutting Tool Meaning, Types and Angles Metal WorkingDocument9 pagesCutting Tool Meaning, Types and Angles Metal WorkingJackson SichingaNo ratings yet
- MP-I - MOD5 - LATHE (1st Chapter) - 1Document13 pagesMP-I - MOD5 - LATHE (1st Chapter) - 1BARUN BIKASH DENo ratings yet
- Complete Guide To Surface Finish Symbols, Charts, RA, RZ, Measurements, and Callouts Definition of Surface FinishDocument15 pagesComplete Guide To Surface Finish Symbols, Charts, RA, RZ, Measurements, and Callouts Definition of Surface Finishbhavin178No ratings yet
- Surface RoughnessDocument14 pagesSurface RoughnessABIISHEK TNo ratings yet
- Milling (Machining) : Milling Is The Process of Machining Using Rotary Cutters To RemoveDocument19 pagesMilling (Machining) : Milling Is The Process of Machining Using Rotary Cutters To RemoveK. KatukuNo ratings yet
- Chapter 1Document15 pagesChapter 1surjitNo ratings yet
- MT 2 MarksDocument11 pagesMT 2 MarksVimala Nalisetty0% (1)
- Surface Finish (Update)Document6 pagesSurface Finish (Update)Jayrold O'ConnellNo ratings yet
- Measuring Straightness and Flatness of Machine SurfacesDocument6 pagesMeasuring Straightness and Flatness of Machine Surfaceslakku12No ratings yet
- MILLING FUNDAMENTALSDocument19 pagesMILLING FUNDAMENTALSMukund GoelNo ratings yet
- Ta 102 Workshop practice Shaping, Planing and Slotting OperationsDocument36 pagesTa 102 Workshop practice Shaping, Planing and Slotting OperationsAnonymous lTQDM21No ratings yet
- Dimensional Tolerance, Geometric Tolerance, Surface Finish SymbolsDocument19 pagesDimensional Tolerance, Geometric Tolerance, Surface Finish SymbolslolNo ratings yet
- 02-Klasifikasi Mesin PerkakasDocument39 pages02-Klasifikasi Mesin PerkakasfebriNo ratings yet
- Cutting Tool Theory: Types, Angles & Reference SystemsDocument47 pagesCutting Tool Theory: Types, Angles & Reference SystemsSree RamichettyNo ratings yet
- Chapter Two: Turning and Related OperationsDocument78 pagesChapter Two: Turning and Related OperationsElwy MustafaNo ratings yet
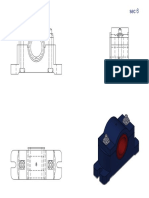
- Ali Mohamed Sec 6Document1 pageAli Mohamed Sec 6Abdullrahman ElkhatebNo ratings yet
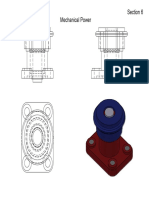
- Ali Moustafa Ali Section 6 Mechanical PowerDocument1 pageAli Moustafa Ali Section 6 Mechanical PowerAbdullrahman ElkhatebNo ratings yet
- 05 30 2020 19.23.36Document1 page05 30 2020 19.23.36Abdullrahman ElkhatebNo ratings yet
- Elsevier Isolation Precautions Personal Protective Equipment Checklist (2020, Elsevier Clinical Skills)Document4 pagesElsevier Isolation Precautions Personal Protective Equipment Checklist (2020, Elsevier Clinical Skills)Abdullrahman ElkhatebNo ratings yet
- ETM 3070 Manufacturing Design & Lab Online CourseDocument4 pagesETM 3070 Manufacturing Design & Lab Online CourseskallNo ratings yet
- Thread Manufacturing NotesDocument13 pagesThread Manufacturing NotesRishabh GondaneNo ratings yet
- THE Cylinder CompanyDocument6 pagesTHE Cylinder CompanyNguyễn Đức CườngNo ratings yet
- Ise314 ch24Document22 pagesIse314 ch24Sourav AhmedNo ratings yet
- A Review of Electrochemical Macro-To Micro-Hole Drilling ProcessesDocument16 pagesA Review of Electrochemical Macro-To Micro-Hole Drilling ProcessesMaitry DaveNo ratings yet
- Geometrical Modeling of Rotary Milling Operation of Crankshaft PinsDocument10 pagesGeometrical Modeling of Rotary Milling Operation of Crankshaft PinsMuhammad Bachtiar YusufNo ratings yet
- Subject: Metrology: Academic Year:2017-2018 Branch: Mechanical Engineering Subject: Metrology Year / Sem: Iii / IDocument2 pagesSubject: Metrology: Academic Year:2017-2018 Branch: Mechanical Engineering Subject: Metrology Year / Sem: Iii / IMech DeptNo ratings yet
- Резьбонарезка IscarDocument208 pagesРезьбонарезка IscarstctoolNo ratings yet
- Boundy Screw ThreadsDocument4 pagesBoundy Screw ThreadsMohammed ImranNo ratings yet
- The Task of 5-Axis Milling PDFDocument4 pagesThe Task of 5-Axis Milling PDFManikanda PrabhucNo ratings yet
- Internship Report On Pakistan RailwaysDocument80 pagesInternship Report On Pakistan RailwaysSUNDRAMNAGANo ratings yet
- Tungaloy Tungdrill Twisted TDX KorthalsborrDocument20 pagesTungaloy Tungdrill Twisted TDX KorthalsborrWilserWeltecNo ratings yet
- Machine Tools LabDocument85 pagesMachine Tools Labmohammad sammeerNo ratings yet
- Mastercam C-Axis Tutorial6Document55 pagesMastercam C-Axis Tutorial6xuanphuong27100% (1)
- Err Text Version EngDocument97 pagesErr Text Version Engnicolas de grooteNo ratings yet
- LAZYTURN MANUAL - ABCDEFG - Rev 8Document103 pagesLAZYTURN MANUAL - ABCDEFG - Rev 8Rodrigo IzquierdoNo ratings yet
- EZ-TURN-MILL Oefening (Engels)Document63 pagesEZ-TURN-MILL Oefening (Engels)Sergio AlvesNo ratings yet
- KST CNC 20 enDocument61 pagesKST CNC 20 enJose Ortiz MerinoNo ratings yet
- BEL Q PaperDocument79 pagesBEL Q Papersrijin0% (1)
- Whats New in SolidCAM2007 R11Document78 pagesWhats New in SolidCAM2007 R11pocerilloNo ratings yet
- High Speed and High Efficiency Indexable DrillDocument20 pagesHigh Speed and High Efficiency Indexable DrillRacem RebaiNo ratings yet
- Unit 7 - CNC - Lecture 1Document20 pagesUnit 7 - CNC - Lecture 1RakshithNo ratings yet
- The Basics of Thread Rolling: Tools, Tips & Design ConsiderationsDocument82 pagesThe Basics of Thread Rolling: Tools, Tips & Design ConsiderationsAnonymous vSjWlONo ratings yet