You might also like
- Geometry of Surfaces: A Practical Guide for Mechanical EngineersFrom EverandGeometry of Surfaces: A Practical Guide for Mechanical EngineersNo ratings yet
- 2.3 Surface Finish MetrologyDocument20 pages2.3 Surface Finish MetrologyRagnar RagnarsonNo ratings yet
- Geological Strain Analysis: A Manual for the Rf/Ø MethodFrom EverandGeological Strain Analysis: A Manual for the Rf/Ø MethodRating: 4 out of 5 stars4/5 (1)
- What is surface roughness quantificationDocument21 pagesWhat is surface roughness quantificationJatin Yadav0% (1)
- Lighting Fittings Performance and Design: International Series of Monographs in Electrical EngineeringFrom EverandLighting Fittings Performance and Design: International Series of Monographs in Electrical EngineeringNo ratings yet
- Surface Roughness ParametersDocument16 pagesSurface Roughness ParameterskevinNo ratings yet
- Mtmet Unit-5Document48 pagesMtmet Unit-5Bhuvan RockNo ratings yet
- Measure Surface Roughness Using ProfilometerDocument7 pagesMeasure Surface Roughness Using ProfilometerMalith MadushanNo ratings yet
- Chapter-1: 1.1 Surface RoughnessDocument50 pagesChapter-1: 1.1 Surface RoughnessJohnson Bandaru100% (1)
- Manufacturing Process 1 (Surface Finish (B.eng) - 02092014Document63 pagesManufacturing Process 1 (Surface Finish (B.eng) - 02092014bananaNo ratings yet
- ME6504 - Metrology & Measurements Unit 4 - Form MeasurementDocument45 pagesME6504 - Metrology & Measurements Unit 4 - Form MeasurementarunpdcNo ratings yet
- Analysis of Surface Traces Till 28 Slide-1Document30 pagesAnalysis of Surface Traces Till 28 Slide-1Rayon 9No ratings yet
- Experiment No 7-MQCDocument7 pagesExperiment No 7-MQCArvind Bhosale100% (1)
- 3 Metr & Inst Unit IiiDocument15 pages3 Metr & Inst Unit IiiRajesh Pendyala091No ratings yet
- Surface Roughness TestDocument12 pagesSurface Roughness TestSusheel PetleNo ratings yet
- Measurement 2Document26 pagesMeasurement 2engrodeNo ratings yet
- Surface Metrology Methods and MeasurementsDocument31 pagesSurface Metrology Methods and MeasurementsBilal SindhuNo ratings yet
- ACCRETECH E Book Tactile Vs Contactless ENGDocument24 pagesACCRETECH E Book Tactile Vs Contactless ENGpatrikcncNo ratings yet
- Surface roughness parameters and their effectsDocument6 pagesSurface roughness parameters and their effectsCarlos BustamanteNo ratings yet
- Surface RoughnessDocument5 pagesSurface RoughnesskoushipriyathamNo ratings yet
- AutoCad Assigment 3Document6 pagesAutoCad Assigment 3Abdullrahman ElkhatebNo ratings yet
- Surface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofDocument7 pagesSurface Roughness: Surface Roughness Often Shortened To Roughness, Is A Component ofcal2_uniNo ratings yet
- 08-Testing Curved Surfaces And-Or Lenses-IDocument91 pages08-Testing Curved Surfaces And-Or Lenses-IAbhijit SanjeevNo ratings yet
- SURFACE ROUGHNESS MEASUREMENTDocument61 pagesSURFACE ROUGHNESS MEASUREMENTLAKKANABOINA LAKSHMANARAO100% (1)
- Measuring Straightness and Flatness of Machine SurfacesDocument6 pagesMeasuring Straightness and Flatness of Machine Surfaceslakku12No ratings yet
- Differentiate Between Line Standard and End Standard of Measurement 1Document19 pagesDifferentiate Between Line Standard and End Standard of Measurement 1ghghgNo ratings yet
- Surface TextureDocument53 pagesSurface TextureJayant SisodiaNo ratings yet
- Surface Roughness Significance and SymboDocument18 pagesSurface Roughness Significance and SymboStefan NikolićNo ratings yet
- Metrology of Surface FinishDocument38 pagesMetrology of Surface FinishEmmanuel Thomas100% (1)
- Mec 2205: Engineering TribologyDocument20 pagesMec 2205: Engineering TribologyvincentNo ratings yet
- Surface Finish 2 Saman Ma'AmDocument27 pagesSurface Finish 2 Saman Ma'AmFaisal RazaNo ratings yet
- Surface Finish MeasurementDocument6 pagesSurface Finish MeasurementsathiaNo ratings yet
- Principle and Operation of Stylus and Probe InstrumentsDocument19 pagesPrinciple and Operation of Stylus and Probe InstrumentsSatyam Singh100% (5)
- Lab 3 Surface RoughnessDocument13 pagesLab 3 Surface RoughnessDiscord YtNo ratings yet
- BTM2133-Chapter 8 Surface MeasurementDocument46 pagesBTM2133-Chapter 8 Surface MeasurementAswaja313No ratings yet
- VK Shape Surface KaDocument8 pagesVK Shape Surface KamatthiessamNo ratings yet
- Direct instrument measurements for surface finishDocument11 pagesDirect instrument measurements for surface finishshiva dNo ratings yet
- Measurement of Surface FinishDocument4 pagesMeasurement of Surface FinishcvdsfsafNo ratings yet
- Surface RoughnessDocument4 pagesSurface RoughnessPablo Valenzuela ArredondoNo ratings yet
- Surface RoughnessDocument28 pagesSurface RoughnessNeelesh PatkiNo ratings yet
- Surface Roughness TesterDocument8 pagesSurface Roughness TesterAniketGunjalNo ratings yet
- IPE 381 Chapter: Surface Finish Measurement and AnalysisDocument22 pagesIPE 381 Chapter: Surface Finish Measurement and AnalysisdongreganeshNo ratings yet
- TMM Microscope ChapterDocument38 pagesTMM Microscope ChapterPavan Kumar BittuNo ratings yet
- MSE 854 Finals L2Document26 pagesMSE 854 Finals L2Bahroz RashidNo ratings yet
- Lecture 6 Surface Roughness I IDocument23 pagesLecture 6 Surface Roughness I IilincastNo ratings yet
- QIPV 10 - Surface Roughness MetrologyDocument18 pagesQIPV 10 - Surface Roughness MetrologyMPD19I004 MADDUKURI SRINo ratings yet
- CH 5 - Surface Roughness Assessment-P2Document15 pagesCH 5 - Surface Roughness Assessment-P2Omar GamalNo ratings yet
- 4-Surface Metrology-14-11-2022Document58 pages4-Surface Metrology-14-11-2022Prathamesh Balsingrao Adhav 4-Year B.Tech. Mechanical EngineeringNo ratings yet
- 10 Surface Finish MeasurementDocument12 pages10 Surface Finish Measurementsomu_amuNo ratings yet
- Measurement of Gear ElementsDocument6 pagesMeasurement of Gear ElementsSANDEEP BUDANIANo ratings yet
- Surface Finish Guide: Measurements, Effects & InstrumentsDocument5 pagesSurface Finish Guide: Measurements, Effects & InstrumentsFachryal HiltansyahNo ratings yet
- CH 6 - Straightness, Flatness and Roundness-P1Document12 pagesCH 6 - Straightness, Flatness and Roundness-P1إحسان خالد جودة الشحات ٣٥٧٣No ratings yet
- SHEAR STRENGTH OF ROCK DISCONTINUITIESDocument6 pagesSHEAR STRENGTH OF ROCK DISCONTINUITIESZola1stNo ratings yet
- ME6623D Industrial Tribology: Course Faculty: Dr. P.K. Rajendrakumar Professor Department of Mechanical EngineeringDocument26 pagesME6623D Industrial Tribology: Course Faculty: Dr. P.K. Rajendrakumar Professor Department of Mechanical EngineeringAbenesh KumaresanNo ratings yet
- What Is Surface Roughness - Unit, Chart, Measurement - Engineering ChoiceDocument8 pagesWhat Is Surface Roughness - Unit, Chart, Measurement - Engineering Choiceaswini bhoiNo ratings yet
- Measurement of SurfaceDocument42 pagesMeasurement of SurfaceMITUL PATELNo ratings yet
- Chapter-4: Metal Cutting Processes ExplainedDocument24 pagesChapter-4: Metal Cutting Processes Explainedbhushan wandreNo ratings yet
- Metrology and Instrumentation for Angular MeasurementDocument81 pagesMetrology and Instrumentation for Angular MeasurementVishnu Mohan M SNo ratings yet
- Surface Finish Guide for Engineering DrawingsDocument163 pagesSurface Finish Guide for Engineering DrawingsGilbert ChakmaNo ratings yet
- Surfacefinishmeasurementnamanmdave 180719052119Document34 pagesSurfacefinishmeasurementnamanmdave 180719052119Sourav KumarNo ratings yet
- Registration Help FileDocument7 pagesRegistration Help FilesidNo ratings yet
- Job Opportunities For Diploma in Computer Engineering/ Information Technology/ Computer Hardware & MaintananceDocument2 pagesJob Opportunities For Diploma in Computer Engineering/ Information Technology/ Computer Hardware & MaintanancesidNo ratings yet
- Family Relationships GuideDocument41 pagesFamily Relationships GuidesidNo ratings yet
- Mobile WiMaxDocument1 pageMobile WiMaxsidNo ratings yet
- Kyc Process DocumentDocument4 pagesKyc Process DocumentNachiketa ShuklaNo ratings yet
- Daksha OnlineDocument12 pagesDaksha OnlinesidNo ratings yet
- Syllabus For The Trade of Fitter: First Semester (Semester Code No. FTR - 01) Duration: Six Month Week Trade Theory NoDocument8 pagesSyllabus For The Trade of Fitter: First Semester (Semester Code No. FTR - 01) Duration: Six Month Week Trade Theory NosidNo ratings yet
- Kerala PSC notifies Junior Instructor shortlistDocument3 pagesKerala PSC notifies Junior Instructor shortlistsidNo ratings yet
- Junior Instructor RecruitmentDocument5 pagesJunior Instructor RecruitmentsidNo ratings yet
- ST MARY'S FLUID MECHANICS LAB MANUALDocument36 pagesST MARY'S FLUID MECHANICS LAB MANUALsidNo ratings yet
- CONCRETE LAB MANUALDocument20 pagesCONCRETE LAB MANUALsidNo ratings yet
- HoneypotDocument1 pageHoneypotsidNo ratings yet
- (WWW - Entrance-Exam - Net) - ISRO TECHNICAL 2008 PDFDocument3 pages(WWW - Entrance-Exam - Net) - ISRO TECHNICAL 2008 PDFChiranjeeviNo ratings yet
- Kerala PSC notifies Junior Instructor shortlistDocument3 pagesKerala PSC notifies Junior Instructor shortlistsidNo ratings yet
- Arch Dam and Buttress DamDocument29 pagesArch Dam and Buttress DamsidNo ratings yet
- CH-2 Earth DamsDocument18 pagesCH-2 Earth DamssidNo ratings yet
- Extracted Pages From Concrete-Technology-LabDocument2 pagesExtracted Pages From Concrete-Technology-LabsidNo ratings yet
- Practical Record First PageDocument1 pagePractical Record First PagesidNo ratings yet
- MMT Module 2Document104 pagesMMT Module 2sidNo ratings yet
- Gurudeva Institute of Science & Technology, Kottayam: Electrical DriveDocument27 pagesGurudeva Institute of Science & Technology, Kottayam: Electrical DrivesidNo ratings yet
- Practical Record First PageDocument1 pagePractical Record First PagesidNo ratings yet
- Metrology M2Document85 pagesMetrology M2sidNo ratings yet
- Estimating and CostingDocument20 pagesEstimating and CostingijlgugNo ratings yet
- Casestudy3 Hbo MaDocument2 pagesCasestudy3 Hbo Ma132345usdfghjNo ratings yet
- Inertial Reference Frames: Example 1Document2 pagesInertial Reference Frames: Example 1abhishek murarkaNo ratings yet
- Abstract Photo CompositionDocument2 pagesAbstract Photo Compositionapi-260853196No ratings yet
- NSX 100-630 User ManualDocument152 pagesNSX 100-630 User Manualagra04100% (1)
- Useful Relations in Quantum Field TheoryDocument30 pagesUseful Relations in Quantum Field TheoryDanielGutierrez100% (1)
- 02 MortarsDocument2 pages02 MortarsTarun kumar DigarseNo ratings yet
- British Isles Composition GuideDocument4 pagesBritish Isles Composition GuidesonmatanalizNo ratings yet
- Agilent Cool On-Column Operation ManualDocument42 pagesAgilent Cool On-Column Operation Manualdmcevoy1965No ratings yet
- CBT QuestionsDocument20 pagesCBT Questionsmohammed amjad ali100% (1)
- Interesting Facts (Compiled by Andrés Cordero 2023)Document127 pagesInteresting Facts (Compiled by Andrés Cordero 2023)AndresCorderoNo ratings yet
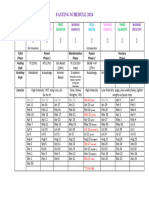
- Moon Fast Schedule 2024Document1 pageMoon Fast Schedule 2024mimiemendoza18No ratings yet
- Hydrocarbon: Understanding HydrocarbonsDocument9 pagesHydrocarbon: Understanding HydrocarbonsBari ArouaNo ratings yet
- Athenaze 1 Chapter 7a Jun 18th 2145Document3 pagesAthenaze 1 Chapter 7a Jun 18th 2145maverickpussNo ratings yet
- Steel Glossary RBC Capital GoodDocument10 pagesSteel Glossary RBC Capital Goodrajesh pal100% (1)
- Types of NumbersDocument11 pagesTypes of NumbersbrajanosmaniNo ratings yet
- 1491559890CL 0417 PDFDocument48 pages1491559890CL 0417 PDFCoolerAdsNo ratings yet
- Week 4 Gen EconDocument10 pagesWeek 4 Gen EconGenner RazNo ratings yet
- Translation of Japanese Onomatopoeia Into Swedish (With Focus On Lexicalization)Document20 pagesTranslation of Japanese Onomatopoeia Into Swedish (With Focus On Lexicalization)Aldandy OckadeyaNo ratings yet
- Eole Press KitDocument15 pagesEole Press KitBob AndrepontNo ratings yet
- Philippine LiteratureDocument82 pagesPhilippine LiteratureLovelene Chrizze100% (5)
- HHG4M - Lifespan Development Textbook Lesson 2Document95 pagesHHG4M - Lifespan Development Textbook Lesson 2Lubomira SucheckiNo ratings yet
- spl400 Stereo Power Amplifier ManualDocument4 pagesspl400 Stereo Power Amplifier ManualRichter SiegfriedNo ratings yet
- Class 7thDocument24 pagesClass 7thPriyaNo ratings yet
- Fjords Blue Web ENG PDFDocument20 pagesFjords Blue Web ENG PDFMoldovan MirceaNo ratings yet
- Organic Chem Diels-Alder Reaction LabDocument9 pagesOrganic Chem Diels-Alder Reaction LabPryanka BalleyNo ratings yet
- Hajj A Practical Guide-Imam TahirDocument86 pagesHajj A Practical Guide-Imam TahirMateen YousufNo ratings yet
- Staining TechniquesDocument31 pagesStaining TechniquesKhadija JaraNo ratings yet
- (PDF) Biochemistry and Molecular Biology of Plants: Book DetailsDocument1 page(PDF) Biochemistry and Molecular Biology of Plants: Book DetailsArchana PatraNo ratings yet
- mcs2019 All PDFDocument204 pagesmcs2019 All PDFRheydel BartolomeNo ratings yet
- CHEMICAL ANALYSIS OF WATER SAMPLEDocument5 pagesCHEMICAL ANALYSIS OF WATER SAMPLEAiron Fuentes EresNo ratings yet