You might also like
- Optimized Mix Design For 180 Mpa Ultra-High-Strength ConcreteDocument18 pagesOptimized Mix Design For 180 Mpa Ultra-High-Strength ConcreteKhalil FanousNo ratings yet
- Ultra-High-Strength Concrete (UHSC) : Advancement in Concrete TechnologyDocument18 pagesUltra-High-Strength Concrete (UHSC) : Advancement in Concrete TechnologyKhalil FanousNo ratings yet
- 1 s2.0 S1687404814000972 MainDocument12 pages1 s2.0 S1687404814000972 MainAhmed AjelNo ratings yet
- Behavior and Strength of Beams Cast With Ultra Highstrength Concrete Containing Different Types of Fibers (Metalicas y Microfibras) Egipto 2013Document9 pagesBehavior and Strength of Beams Cast With Ultra Highstrength Concrete Containing Different Types of Fibers (Metalicas y Microfibras) Egipto 2013Mauro GelmiNo ratings yet
- Materials & Design 2009: November 2013Document9 pagesMaterials & Design 2009: November 2013Benharzallah KrobbaNo ratings yet
- Nadar, 2012Document5 pagesNadar, 2012Silvio JúniorNo ratings yet
- Cyclic Behavior of HPFRC-repaired Reinforced Concrete Interior Beam-Column JointsDocument9 pagesCyclic Behavior of HPFRC-repaired Reinforced Concrete Interior Beam-Column JointsShreyas AlagundiNo ratings yet
- @constitutive Model For Confined Ultra-High Strength Concrete in Steel Tube, 2016Document11 pages@constitutive Model For Confined Ultra-High Strength Concrete in Steel Tube, 2016Phan Đào Hoàng HiệpNo ratings yet
- Effect of Tension Lap Splice On The Behavior of High Strength Self Compacted Concrete BeamsDocument10 pagesEffect of Tension Lap Splice On The Behavior of High Strength Self Compacted Concrete BeamsMaruf MuhammadNo ratings yet
- 1 s2.0 S235201242300108X MainDocument13 pages1 s2.0 S235201242300108X MainSaidronaNo ratings yet
- Torsional Behavior of Ultra-High Performance Concrete Squared BeamsDocument12 pagesTorsional Behavior of Ultra-High Performance Concrete Squared BeamsMitobaba Josue GiresNo ratings yet
- Journal of Constructional Steel ResearchDocument12 pagesJournal of Constructional Steel ResearchABOORVARAJ K ANo ratings yet
- Stress-Strain Behavior of High-Strength Concrete Confined by Ultra-High - and Normal-Strength Transverse Reinforcements, 2001 (Li Bing)Document12 pagesStress-Strain Behavior of High-Strength Concrete Confined by Ultra-High - and Normal-Strength Transverse Reinforcements, 2001 (Li Bing)Phan Đào Hoàng HiệpNo ratings yet
- 19J018 Synopsis Phase-2Document15 pages19J018 Synopsis Phase-2GopiNo ratings yet
- Materials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraDocument7 pagesMaterials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraNandeesh SreenivasappaNo ratings yet
- 2-Cyclic Behavior of Damaged Reinforced Concrete Columns Repaired With High-Performance Fiber-Reinforced Cementitious CompositeDocument10 pages2-Cyclic Behavior of Damaged Reinforced Concrete Columns Repaired With High-Performance Fiber-Reinforced Cementitious Compositeabdulsalam yousifNo ratings yet
- Materials 14 02184 PDFDocument17 pagesMaterials 14 02184 PDFPatrickNo ratings yet
- Flexural Behaviors and Capacity Prediction On Damaged ReinforcementDocument13 pagesFlexural Behaviors and Capacity Prediction On Damaged ReinforcementArun KumarNo ratings yet
- Application of A Self-Compacting Ultra-High-Performance Fibre-Reinforced Concrete To Retrofit RC Beams Subjected To Repeated LoadingDocument13 pagesApplication of A Self-Compacting Ultra-High-Performance Fibre-Reinforced Concrete To Retrofit RC Beams Subjected To Repeated LoadingAhmad AdibNo ratings yet
- Reactive Powder ConcreteDocument14 pagesReactive Powder Concretetuanhoa123No ratings yet
- Engineering Structures: Shreya Thusoo, Susumu Kono, Junji Hamada, Yoichi Asai TDocument15 pagesEngineering Structures: Shreya Thusoo, Susumu Kono, Junji Hamada, Yoichi Asai TPLABAN DEBNo ratings yet
- Concrete Grade 150 MPaDocument10 pagesConcrete Grade 150 MPaTho TranNo ratings yet
- An Experimental Study On Self Compacting Concrete Using Electric Arc Furnace Oxidizing SlagDocument4 pagesAn Experimental Study On Self Compacting Concrete Using Electric Arc Furnace Oxidizing SlagEditor IJTSRDNo ratings yet
- 1 s2.0 S2352012419301985 MainDocument13 pages1 s2.0 S2352012419301985 MainSaidronaNo ratings yet
- Combined Effects of Steel Fiber and Coarse Aggregate Size On The Compressive and Flexural Toughness of High-Strength ConcreteDocument9 pagesCombined Effects of Steel Fiber and Coarse Aggregate Size On The Compressive and Flexural Toughness of High-Strength Concretehamed sadaghianNo ratings yet
- Flexural Behavior of Composite Reinforced Concrete Slurry-Infiltrated Mat Concrete (SIMCON) MembersDocument10 pagesFlexural Behavior of Composite Reinforced Concrete Slurry-Infiltrated Mat Concrete (SIMCON) MemberspicottNo ratings yet
- Effect of High-Strength Concrete Slab On The Behavior of Slab-Column ConnectionsDocument22 pagesEffect of High-Strength Concrete Slab On The Behavior of Slab-Column ConnectionsRandolph CamaclangNo ratings yet
- Construction and Building Materials: Wei Wu, Weide Zhang, Guowei MaDocument8 pagesConstruction and Building Materials: Wei Wu, Weide Zhang, Guowei MaROHIT RANJANNo ratings yet
- 34.blast Resistant Characteristics of Ultra High Strength Concrete and Reactive Powder concreteCBMDocument16 pages34.blast Resistant Characteristics of Ultra High Strength Concrete and Reactive Powder concreteCBMAashu BoltaNo ratings yet
- 48J 2023 Rachit and Senthil European J of Civil and Environ EnggDocument31 pages48J 2023 Rachit and Senthil European J of Civil and Environ EnggsenthilkasilingamNo ratings yet
- Materi Pertambangan Bagian 4Document16 pagesMateri Pertambangan Bagian 4Tri Joko P SudarmoNo ratings yet
- Composites Part B: Luigi Fenu, Daniele Forni, Ezio CadoniDocument9 pagesComposites Part B: Luigi Fenu, Daniele Forni, Ezio CadoniAliNo ratings yet
- Matecconf Tran-Set2019 07006Document4 pagesMatecconf Tran-Set2019 07006Praneethkumar DodlaNo ratings yet
- Agwa-2022-Effect of Different Burning Degrees of Sugarcane Leaf Ash On TheDocument20 pagesAgwa-2022-Effect of Different Burning Degrees of Sugarcane Leaf Ash On Thesamurai shinsengumiNo ratings yet
- 03-Mechanical Properties of Self-Compacted Fiber Concrete MixesDocument11 pages03-Mechanical Properties of Self-Compacted Fiber Concrete Mixesanunciano GuterresNo ratings yet
- High Performance Repairing of Reinforced Concrete StructuresDocument7 pagesHigh Performance Repairing of Reinforced Concrete StructuresCarlos CalleNo ratings yet
- 20-0019 Dang MJ22Document25 pages20-0019 Dang MJ22Mearg NgusseNo ratings yet
- Construction and Building Materials: Yang Zhang, Ping Zhu, Zhaoqian Liao, Lianhua WangDocument13 pagesConstruction and Building Materials: Yang Zhang, Ping Zhu, Zhaoqian Liao, Lianhua WangkashifNo ratings yet
- Khaloo 2014Document8 pagesKhaloo 2014mohamme.arif63No ratings yet
- Deng 2020Document18 pagesDeng 2020PLABAN DEBNo ratings yet
- Axial Behavior of Reinforced Concrete Column With Ultra-High Performance Concrete Stay-In-Place FormworkDocument14 pagesAxial Behavior of Reinforced Concrete Column With Ultra-High Performance Concrete Stay-In-Place Formworknagham tariqNo ratings yet
- Self-Sensing Properties of Engineered Cementitious CompositesDocument10 pagesSelf-Sensing Properties of Engineered Cementitious CompositesI MixNo ratings yet
- Mechanism of Rate Dependent Behaviour of Ultra-High Performance Fibre Reinforced Concrete Containing Coarse Aggregates Under Flexural LoadingDocument12 pagesMechanism of Rate Dependent Behaviour of Ultra-High Performance Fibre Reinforced Concrete Containing Coarse Aggregates Under Flexural LoadingGemiezNo ratings yet
- Strengthening On RC SlabsDocument16 pagesStrengthening On RC SlabsHarshNo ratings yet
- Ijeas0304001 PDFDocument6 pagesIjeas0304001 PDFerpublicationNo ratings yet
- Journal of Rehabilitation in Civil EnginDocument11 pagesJournal of Rehabilitation in Civil EnginKasmiNo ratings yet
- Jeeve Tha 2020Document5 pagesJeeve Tha 2020maxNo ratings yet
- Structural Strengtheningrepair of Reinforced Concrete RC Beams by Different Fiberreinforced Cementitious Materials A STDocument15 pagesStructural Strengtheningrepair of Reinforced Concrete RC Beams by Different Fiberreinforced Cementitious Materials A STEng.Hesham AL-HelaleeNo ratings yet
- Confined Concrete Columns With StubsDocument19 pagesConfined Concrete Columns With StubsKaren Perez LievanaNo ratings yet
- Studies On High-Strength Concrete Columns Linder Eccentric CompressionDocument8 pagesStudies On High-Strength Concrete Columns Linder Eccentric CompressionRaja AliNo ratings yet
- Construction and Building Materials: H.R. Sobuz, P. Visintin, M.S. Mohamed Ali, M. Singh, M.C. Griffith, A.H. SheikhDocument11 pagesConstruction and Building Materials: H.R. Sobuz, P. Visintin, M.S. Mohamed Ali, M. Singh, M.C. Griffith, A.H. SheikhAhmad Akib Uz ZamanNo ratings yet
- (MAKALE) Assessment of Self-Sensing Capability of Carbon Black Engineered Cementitious CompositesDocument9 pages(MAKALE) Assessment of Self-Sensing Capability of Carbon Black Engineered Cementitious CompositesİMİRZA OKAY ALTUNTAŞNo ratings yet
- Structures: Xuan-Bach LuuDocument10 pagesStructures: Xuan-Bach Luudjarir yahiaouiNo ratings yet
- Performance of RFP Wrapped RC Column Under Combined Axial Flexural LoadingDocument10 pagesPerformance of RFP Wrapped RC Column Under Combined Axial Flexural LoadingCu ToànNo ratings yet
- Journal of Constructional Steel Research: Zhifeng Xu, Zhongfan Chen, Bashir H. Osman, Suhang YangDocument14 pagesJournal of Constructional Steel Research: Zhifeng Xu, Zhongfan Chen, Bashir H. Osman, Suhang YangSaeed MohebbiNo ratings yet
- High Strength ConcreteDocument12 pagesHigh Strength ConcreteamokhtaNo ratings yet
- Final J ComponentreviewDocument23 pagesFinal J ComponentreviewjayeshNo ratings yet
- UHPC Beam FireDocument12 pagesUHPC Beam Fire2562438726No ratings yet
- Strengthening of Reinforced Concrete Structure Using Sprayable Ber2019Document13 pagesStrengthening of Reinforced Concrete Structure Using Sprayable Ber2019Sayed AwadNo ratings yet
- Fire Resistance of Ultra-High Performance Fibre Reinforced Concrete Due To Heating and CoolingDocument9 pagesFire Resistance of Ultra-High Performance Fibre Reinforced Concrete Due To Heating and CoolingAkashNo ratings yet
- Mix Beton 1 PDFDocument7 pagesMix Beton 1 PDFteguh widayatNo ratings yet
- Applied SciencesDocument21 pagesApplied SciencesAkashNo ratings yet
- Master Syed Adnan 2018Document96 pagesMaster Syed Adnan 2018AkashNo ratings yet
- Applied SciencesDocument15 pagesApplied SciencesindrasabNo ratings yet
- Exploitation of Ultrahigh-Performance Fibre-Reinforced PDFDocument13 pagesExploitation of Ultrahigh-Performance Fibre-Reinforced PDFaletou100% (1)
- Research ArticleDocument11 pagesResearch ArticleAkashNo ratings yet
- Manuscript Info: Metakaolin - The Best Material For Replacement of Cement in ConcreteDocument7 pagesManuscript Info: Metakaolin - The Best Material For Replacement of Cement in ConcreteAkashNo ratings yet
- TSWJ2014 986567 PDFDocument11 pagesTSWJ2014 986567 PDFCatnis TomNo ratings yet
- Research Article: Enhancement of Ultrahigh Performance Concrete Material Properties With Carbon NanofiberDocument11 pagesResearch Article: Enhancement of Ultrahigh Performance Concrete Material Properties With Carbon NanofiberAkashNo ratings yet
- 12 r1Document25 pages12 r1adc26No ratings yet
- 18 New UHPC For The Realization of Complex ElementsDocument15 pages18 New UHPC For The Realization of Complex ElementsAkashNo ratings yet
- Metakaolin: Fresh Properties and Optimum Content For Mechanical Strength in 0277 0913:3 77A:0 3 7 09 A Comprehensive OverviewDocument30 pagesMetakaolin: Fresh Properties and Optimum Content For Mechanical Strength in 0277 0913:3 77A:0 3 7 09 A Comprehensive OverviewAkashNo ratings yet
- Mechanical Characterization of Different Biochar-Based Cement Composites Mechanical Characterization of Different Biochar-Based Cement CompositesDocument8 pagesMechanical Characterization of Different Biochar-Based Cement Composites Mechanical Characterization of Different Biochar-Based Cement CompositesAkashNo ratings yet
- Enhancing The Tensile Performance of Ultra-High-Performance Concrete Through Novel Curvilinear Steel FibersDocument13 pagesEnhancing The Tensile Performance of Ultra-High-Performance Concrete Through Novel Curvilinear Steel FibersAkashNo ratings yet
- Torsional Behavior of Reinforced Concrete T BeamsDocument35 pagesTorsional Behavior of Reinforced Concrete T BeamsAkashNo ratings yet
- Tensile Strength Behavior of Uhpc and Uhpfrc: SciencedirectDocument6 pagesTensile Strength Behavior of Uhpc and Uhpfrc: SciencedirectAkashNo ratings yet
- Fiber-Reinforced Concrete - Advantages, Types and ApplicationsDocument8 pagesFiber-Reinforced Concrete - Advantages, Types and ApplicationsAkashNo ratings yet
- Ultra-High Performance Concrete: From Fundamental To ApplicationsDocument15 pagesUltra-High Performance Concrete: From Fundamental To ApplicationsUDDOM CHHENGNo ratings yet
- Metakakaolin Portion of ArticleDocument4 pagesMetakakaolin Portion of ArticleAkashNo ratings yet
- Construction and Building Materials: Ingrid Lande Larsen, Rein Terje ThorstensenDocument15 pagesConstruction and Building Materials: Ingrid Lande Larsen, Rein Terje ThorstensenKhalil FanousNo ratings yet
- Green BuildingsDocument1 pageGreen BuildingsAkashNo ratings yet
- SD 6Document72 pagesSD 6AkashNo ratings yet
- Advanced Reinforced Concrete Design PDFDocument282 pagesAdvanced Reinforced Concrete Design PDFAkashNo ratings yet
- Finite Difference MethodDocument5 pagesFinite Difference MethodAkashNo ratings yet
- MtechCivil EnggSyllabud PDFDocument15 pagesMtechCivil EnggSyllabud PDFSyed Javed ArifNo ratings yet
- Safety Data SheetDocument7 pagesSafety Data SheetJivendra KumarNo ratings yet
- Chess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDocument15 pagesChess AI: Competing Paradigms For Machine Intelligence: Shiva Maharaj Nick Polson Alex TurkDomingo IslasNo ratings yet
- World Link YolaDocument3 pagesWorld Link YolaHamilton Obando100% (1)
- FINAL ReportDocument48 pagesFINAL ReportMythri RangaswamyNo ratings yet
- Individual Performance Commitment and Review Form (Ipcrf) : Annex EDocument8 pagesIndividual Performance Commitment and Review Form (Ipcrf) : Annex Emenzi magnoNo ratings yet
- Tugas English 3Document2 pagesTugas English 33751Muhammad RizqiNo ratings yet
- Ultimate Electronics - Book - CircuitLabDocument3 pagesUltimate Electronics - Book - CircuitLabEldon50% (2)
- Week 8: Spread-Spectrum Modulation - Direct Sequence Spread SpectrumDocument79 pagesWeek 8: Spread-Spectrum Modulation - Direct Sequence Spread SpectrumAmir MustakimNo ratings yet
- PTN Guide Compilation by EmeraldchowDocument24 pagesPTN Guide Compilation by EmeraldchowMirzaNo ratings yet
- Chilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDocument72 pagesChilere - Unitatile de Racire - Technical - Brochures - NX - 0152P - 0812P - EN PDFDaniel MilosevskiNo ratings yet
- WideScreen Code For PS2 GamesDocument78 pagesWideScreen Code For PS2 Gamesmarcus viniciusNo ratings yet
- 2021 3 AbstractsDocument168 pages2021 3 AbstractsLong An ĐỗNo ratings yet
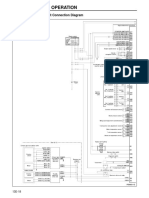
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNo ratings yet
- Olympiad Problem 2Document3 pagesOlympiad Problem 2Đạt Nguyễn BáNo ratings yet
- Online Preboard Math PDFDocument4 pagesOnline Preboard Math PDFmarkos0% (1)
- Module 3: Literature Review and CitationDocument3 pagesModule 3: Literature Review and CitationLysss EpssssNo ratings yet
- Systematic Literature Review SvenskaDocument6 pagesSystematic Literature Review Svenskafihum1hadej2100% (1)
- Anatomy & Physiology MCQsDocument26 pagesAnatomy & Physiology MCQsMuskan warisNo ratings yet
- INS2015 Fundamentals of Finance HungCV 1Document3 pagesINS2015 Fundamentals of Finance HungCV 1Phương Anh NguyễnNo ratings yet
- Pradeep Kshetrapal - Genius Physics (Class 12) - For IIT-JEE and CBSE 2 - Libgen - LiDocument338 pagesPradeep Kshetrapal - Genius Physics (Class 12) - For IIT-JEE and CBSE 2 - Libgen - Lisujan subediNo ratings yet
- History of Computer ReviewerDocument10 pagesHistory of Computer ReviewerNeil Andrew Aliazas78% (9)
- Empowerment TechnologyDocument15 pagesEmpowerment Technologysxhan gwenNo ratings yet
- NC Error PropagationDocument12 pagesNC Error PropagationSalman KhanNo ratings yet
- PienaDocument1 pagePienaMika Flores PedroNo ratings yet
- 1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleDocument9 pages1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleBearium YTNo ratings yet
- Mecanica MD - AZG-UDocument29 pagesMecanica MD - AZG-UStefanoViganóNo ratings yet
- An Introduction To EFTDocument24 pagesAn Introduction To EFTkunjammuNo ratings yet
- Module 6 - Using and Evaluating Instructional MaterialsDocument5 pagesModule 6 - Using and Evaluating Instructional MaterialsMaria Victoria Padro100% (4)
- Labour Law Assignment - Gross NegligenceDocument6 pagesLabour Law Assignment - Gross NegligenceOlaotse MoletsaneNo ratings yet
- Fuses f150Document7 pagesFuses f150ORLANDONo ratings yet