You might also like
- Inspection and Quality Control in Production ManagementDocument14 pagesInspection and Quality Control in Production Managementsankasturkar100% (1)
- Inspection PDFDocument20 pagesInspection PDFSEGU PRATHEEK100% (1)
- Standard Operating Procedure Cold Chain ManagementDocument3 pagesStandard Operating Procedure Cold Chain ManagementDaniel Yves IV Paez100% (1)
- The Philippine Pharmacy Act: RA 10918 Submitted By: Emerald Shaine P. SamozaDocument49 pagesThe Philippine Pharmacy Act: RA 10918 Submitted By: Emerald Shaine P. Samozaemerald shaine samozaNo ratings yet
- Standard Operating Procedure Good Dispensing PracticeDocument2 pagesStandard Operating Procedure Good Dispensing PracticeDaniel Yves IV Paez100% (1)
- G5 Dispensing LectureDocument20 pagesG5 Dispensing LectureCristine LalunaNo ratings yet
- Facility Management 1st LectureDocument10 pagesFacility Management 1st LectureShinjiNo ratings yet
- Facility Location and LayoutDocument26 pagesFacility Location and LayoutSameer KhanNo ratings yet
- Mba201 - Production and Operation ManagementDocument8 pagesMba201 - Production and Operation ManagementSiya KandpalNo ratings yet
- Food Panda Philippines Inc.-Strategic Final Output-RevisedDocument25 pagesFood Panda Philippines Inc.-Strategic Final Output-RevisedVilma FactorNo ratings yet
- Standard Operating Procedure ADRDocument2 pagesStandard Operating Procedure ADRDaniel Yves IV PaezNo ratings yet
- Standard Operating Procedure Product RecallDocument2 pagesStandard Operating Procedure Product RecallDaniel Yves IV Paez100% (1)
- DL 256qam & Ul 64qamDocument8 pagesDL 256qam & Ul 64qamanushraj401No ratings yet
- Quality ControlDocument4 pagesQuality ControlDaniel NewtonNo ratings yet
- Materials Management ConceptDocument48 pagesMaterials Management Conceptajinkyabhavsar75% (4)
- Railway Ticketing DocumentationDocument243 pagesRailway Ticketing Documentationsakthipet1100% (1)
- TR-Pharmacy Services NC IIIDocument135 pagesTR-Pharmacy Services NC IIIAljon Fortaleza Balanag100% (2)
- AWS Operational Excellence Pillar PDFDocument23 pagesAWS Operational Excellence Pillar PDFCharley RajNo ratings yet
- M2 - Lesson 1 - Preparation of Standard Patient ScriptingDocument22 pagesM2 - Lesson 1 - Preparation of Standard Patient ScriptingElleason Joshua G. FranciscoNo ratings yet
- 4 MsDocument3 pages4 MsFranchesca Valerio0% (1)
- m4 - Check-In Activity 2 (Group #5)Document6 pagesm4 - Check-In Activity 2 (Group #5)Karren ReyesNo ratings yet
- Philippine Pharmacists Code of EthicsDocument4 pagesPhilippine Pharmacists Code of EthicsJuliza BulawanNo ratings yet
- MCQ and Short Answers For Week 5Document15 pagesMCQ and Short Answers For Week 5DeN Z100% (2)
- Emirates International University Faculty of Pharmacy Pharmacoeconomic Lecno3Document27 pagesEmirates International University Faculty of Pharmacy Pharmacoeconomic Lecno3علي الطياريNo ratings yet
- Integrated Materials ManagementDocument7 pagesIntegrated Materials ManagementJoju Johny100% (1)
- Theoretical FrameworkDocument1 pageTheoretical FrameworkAhmad Ali ZulkarnainNo ratings yet
- Drug Approval System of The Philippines PDFDocument56 pagesDrug Approval System of The Philippines PDFPatrick OribelloNo ratings yet
- Monopoly PDFDocument21 pagesMonopoly PDFranadheerarrow100% (1)
- Oyster Meat F.S.Document25 pagesOyster Meat F.S.mxviolet67% (3)
- BFADDocument4 pagesBFADKc Ganda BNo ratings yet
- ACTIVITY-12 Tablet Tickness and DiameterDocument4 pagesACTIVITY-12 Tablet Tickness and DiameterdavenNo ratings yet
- Module 8 Total Quality ManagementDocument9 pagesModule 8 Total Quality ManagementMary Joy Morallon CalaguiNo ratings yet
- Drug Storage Room StandardsDocument4 pagesDrug Storage Room StandardsAhmad Al SaddikNo ratings yet
- The Crosby PhilosophyDocument9 pagesThe Crosby PhilosophyJulia AsiaticoNo ratings yet
- APPLICATION PROJECT 3: Drug Procurement & Inventory Control Kaye Erin B. Nadonga PH 4-ADocument5 pagesAPPLICATION PROJECT 3: Drug Procurement & Inventory Control Kaye Erin B. Nadonga PH 4-APrincess TiongsonNo ratings yet
- Ra 3720 - Safety and Purity of Foods, and CosmeticsDocument70 pagesRa 3720 - Safety and Purity of Foods, and CosmeticsShehana Tawasil MusahariNo ratings yet
- Total Quality Management - Employee EmpowermentDocument3 pagesTotal Quality Management - Employee EmpowermentSoojoo HongNo ratings yet
- SDFFDDocument53 pagesSDFFDWarren Drig NovioNo ratings yet
- Fmea PosDocument8 pagesFmea PosGeovin Dexter Uy100% (1)
- Case 2 - Reorganizing HPDocument3 pagesCase 2 - Reorganizing HPLara HarbNo ratings yet
- The Legal Aspects of Purchasing PowerpointDocument13 pagesThe Legal Aspects of Purchasing PowerpointMichael Zuniga100% (1)
- Joella Ann S. Pura Bsa - IvDocument3 pagesJoella Ann S. Pura Bsa - IvbtstanNo ratings yet
- Requirements, Procedures, Timeline and Costs For FDA LTO ApplicationDocument3 pagesRequirements, Procedures, Timeline and Costs For FDA LTO Applicationarkina_sunshine0% (1)
- Micro Environmental Audit - Supporting LiteratureDocument16 pagesMicro Environmental Audit - Supporting Literaturesudipsaint100% (2)
- PTAHF Assessment Tool Rev1Iss2 01-Nov-2018 (For Distribution) PDFDocument124 pagesPTAHF Assessment Tool Rev1Iss2 01-Nov-2018 (For Distribution) PDFGian Carlo RabagoNo ratings yet
- Ppgp-Mfg-Oc G3 - Pd-2 - CP, CPP, Cqa NOTES On The ActivityDocument5 pagesPpgp-Mfg-Oc G3 - Pd-2 - CP, CPP, Cqa NOTES On The ActivityIsabel Peralta50% (2)
- GDP and GSP 2023 - 1681868515Document58 pagesGDP and GSP 2023 - 1681868515Dave MonesNo ratings yet
- SOP Power Contingency PlanDocument2 pagesSOP Power Contingency Planjhebuenga12No ratings yet
- Requirements For Renewal Lto ApplicationDocument1 pageRequirements For Renewal Lto ApplicationAnonymous ku7POqvKNo ratings yet
- Chap. 14. Evaluating Channel Member PerformanceDocument24 pagesChap. 14. Evaluating Channel Member PerformanceAlex MacoNo ratings yet
- Bus 2C 12 Operations Management: Dr.A.Abirami / OmDocument17 pagesBus 2C 12 Operations Management: Dr.A.Abirami / OmBalujagadishNo ratings yet
- Cpi - Damasco - Activity 25 & 26Document3 pagesCpi - Damasco - Activity 25 & 26LDCU - Damasco, Erge Iris M.No ratings yet
- Physical Pharmacy Lab - Post LabsDocument90 pagesPhysical Pharmacy Lab - Post LabsFlorence Lynn BaisacNo ratings yet
- Long Term Objectives 01Document3 pagesLong Term Objectives 01Muhammad BilalNo ratings yet
- Customer Complaint HandlingDocument3 pagesCustomer Complaint HandlingShiblyNo ratings yet
- Group 1Document18 pagesGroup 1TrishaRaquepoNo ratings yet
- Supplier Accreditation Requirements Checklist: Collaborative Industrial Revolution IncDocument2 pagesSupplier Accreditation Requirements Checklist: Collaborative Industrial Revolution Incamiel pugatNo ratings yet
- Case StudyDocument9 pagesCase StudyPatricia SantosNo ratings yet
- B Pharmaceutical ChemistryDocument29 pagesB Pharmaceutical ChemistryZllison Mae Teodoro MangabatNo ratings yet
- TQM Reaction PaperDocument4 pagesTQM Reaction PaperkristineNo ratings yet
- OLGMS Covid 19 GuidelinesDocument23 pagesOLGMS Covid 19 Guidelinesιωαναθαν ρααγασNo ratings yet
- Pharmacy Floor Plan and Process: Father Muller Medical College HospitalDocument12 pagesPharmacy Floor Plan and Process: Father Muller Medical College HospitalsantoshmhaNo ratings yet
- 6 - The Physical Plant and Its EquipmentDocument26 pages6 - The Physical Plant and Its EquipmentAbdul Basit100% (3)
- Inspection: Tutorial-295/quality-Control-1567/inspection-9633.htmlDocument6 pagesInspection: Tutorial-295/quality-Control-1567/inspection-9633.htmlvips03No ratings yet
- ResearchDocument6 pagesResearchcornelius wafulaNo ratings yet
- Techniques of Work Measurement in Production ManagementDocument2 pagesTechniques of Work Measurement in Production ManagementSameer KhanNo ratings yet
- Method Study in Production and Operation ManagementDocument13 pagesMethod Study in Production and Operation ManagementSameer KhanNo ratings yet
- Types of LCDocument3 pagesTypes of LCSameer KhanNo ratings yet
- Motion Study - SIMODocument2 pagesMotion Study - SIMOSameer KhanNo ratings yet
- Production SystemDocument4 pagesProduction SystemSameer KhanNo ratings yet
- Affidavit Anti Ragging PDFDocument2 pagesAffidavit Anti Ragging PDFSameer KhanNo ratings yet
- Bba PDFDocument66 pagesBba PDFSameer KhanNo ratings yet
- Acdemic Calendar 2018-19Document1 pageAcdemic Calendar 2018-19Sameer KhanNo ratings yet
- NACE Basic CorrosionDocument1 pageNACE Basic CorrosionMahmoud HagagNo ratings yet
- Sales DataDocument6 pagesSales DataSandeep Rao VenepalliNo ratings yet
- Kuwait Anti Money Laundering (2013/106)Document21 pagesKuwait Anti Money Laundering (2013/106)Social Media Exchange Association100% (1)
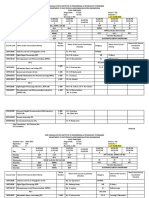
- III B.Tech TT 2021-22Document5 pagesIII B.Tech TT 2021-22ravikumar rayalaNo ratings yet
- K-Means in Python - SolutionDocument6 pagesK-Means in Python - SolutionRodrigo ViolanteNo ratings yet
- Record A FaceTime CallDocument3 pagesRecord A FaceTime Calltsultim bhutiaNo ratings yet
- Danielle Cuomo Updated ResumeDocument1 pageDanielle Cuomo Updated Resumeapi-261843379No ratings yet
- Durgol InstructionsDocument2 pagesDurgol InstructionsnicutaxNo ratings yet
- Callahan Patrick Resume EmiDocument1 pageCallahan Patrick Resume Emiapi-426306560No ratings yet
- Td005b - Sensor SPM 42000Document1 pageTd005b - Sensor SPM 42000PaulRicharZuritaLaureanoNo ratings yet
- PNG 8 Directory Health Language v1 m56577569830506654Document28 pagesPNG 8 Directory Health Language v1 m56577569830506654Alex Efkarpidis100% (1)
- Lab # 3 Modeling Use Case Diagram Using Rational Rose: ObjectiveDocument5 pagesLab # 3 Modeling Use Case Diagram Using Rational Rose: ObjectiveTayyaba HussainNo ratings yet
- Luis Miguel Ramirez-Moz, A072 377 892 (BIA Mar. 31, 2014)Document9 pagesLuis Miguel Ramirez-Moz, A072 377 892 (BIA Mar. 31, 2014)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- Vaccine CIER Form For SeniorDocument1 pageVaccine CIER Form For Seniorrandy hernandezNo ratings yet
- 4 XT 39 B SDECFDocument1 page4 XT 39 B SDECFredaNo ratings yet
- CostcoDocument96 pagesCostcoChris DavidsonNo ratings yet
- Commission Breakup: Khulna SadarDocument4 pagesCommission Breakup: Khulna Sadarsamiul azadNo ratings yet
- EDUSE161121-Practical Accounting in The GST REgime For Acctg Staff-AnisDocument4 pagesEDUSE161121-Practical Accounting in The GST REgime For Acctg Staff-AnisMahwiah JupriNo ratings yet
- A2093 18022 2018 ST01 Iss - WDDocument1 pageA2093 18022 2018 ST01 Iss - WDprompt consortiumNo ratings yet
- BADB1023 Lesson 2Document14 pagesBADB1023 Lesson 2Nurul AsyuraNo ratings yet
- Concrete PoleDocument16 pagesConcrete PoleKhaled SalemNo ratings yet
- Dectetor de Drones Por El SonidoDocument66 pagesDectetor de Drones Por El SonidoRodrigo ObregonNo ratings yet
- MKT516Document646 pagesMKT516nischal krishnaNo ratings yet
- Artificial Intelligence Vrs StatisticsDocument25 pagesArtificial Intelligence Vrs StatisticsJavier Gramajo Lopez100% (1)
- Siemens Dr. Surachai Presentation Energy4.0Document24 pagesSiemens Dr. Surachai Presentation Energy4.0Sittiporn KulsapsakNo ratings yet
- New Microsoft Word DocumjhvbentDocument10 pagesNew Microsoft Word DocumjhvbentAron MarkuNo ratings yet