You might also like
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVNo ratings yet
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- Repair Dvs Supplement PDFDocument6 pagesRepair Dvs Supplement PDFGnana MoorthyNo ratings yet
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDocument6 pagesF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamNo ratings yet
- ScienceGeography3ResourceSample PDFDocument9 pagesScienceGeography3ResourceSample PDFmargantoniNo ratings yet
- Oxyfuel Cutting - Process and Fuel GasesDocument6 pagesOxyfuel Cutting - Process and Fuel Gasesunknown8787No ratings yet
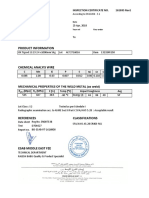
- Product Information: Inspection Certificate No. 161095 Rev1Document1 pageProduct Information: Inspection Certificate No. 161095 Rev1nwoforNo ratings yet
- HK CS2 - 2012Document50 pagesHK CS2 - 2012bobbyccwNo ratings yet
- Steel Construction UKCA Marking v3Document20 pagesSteel Construction UKCA Marking v3ioancNo ratings yet
- Din en Iso 15614 - 5 - 2004Document28 pagesDin en Iso 15614 - 5 - 2004Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- IAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANDocument23 pagesIAB-338r3-17-January 2017-Supple-Imple-ISO-3834-CLEANYellow AppleNo ratings yet
- Inspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationDocument3 pagesInspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationKhaled GamalNo ratings yet
- EN 288-3xDocument38 pagesEN 288-3xSyah Reza Maulana0% (1)
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- QT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFDocument3 pagesQT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFGanesh EswaranNo ratings yet
- FactoryDocument72 pagesFactorywhitebrosNo ratings yet
- En 1090 Workshop 14 June 2019 FinalDocument2 pagesEn 1090 Workshop 14 June 2019 FinalHanuman RaaoNo ratings yet
- Guidelines For Welding: ZERON 100 Super Duplex Stainless SteelDocument16 pagesGuidelines For Welding: ZERON 100 Super Duplex Stainless SteelHrishikesanNo ratings yet
- WPQR3Document3 pagesWPQR3Dimitris NikouNo ratings yet
- " Policy": Quality Manual SpecifiesDocument3 pages" Policy": Quality Manual SpecifiesHakanNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- BS en Iso 15614-12-2021 - (2021-11-04 - 07-41-00 PM)Document18 pagesBS en Iso 15614-12-2021 - (2021-11-04 - 07-41-00 PM)MuhammedNo ratings yet
- Geometric Unsharpness FormulaDocument2 pagesGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- Welding Control Procedure (Project Standards and Specifications)Document4 pagesWelding Control Procedure (Project Standards and Specifications)Axtella Global for Information Technology CompanyqNo ratings yet
- Welding Studs Drawn Arc PDFDocument52 pagesWelding Studs Drawn Arc PDFCesarNo ratings yet
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- Module 3 Construction and DesignDocument5 pagesModule 3 Construction and DesignDhimas Surya Negara100% (1)
- Welding Inspector Job and ResponsilbilitiesDocument5 pagesWelding Inspector Job and ResponsilbilitiesFelix GomintongNo ratings yet
- 316L CRO - SAW Study - Final ReportDocument24 pages316L CRO - SAW Study - Final ReportAshley JacksonNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- ISO - TR - 15608 - Welding Guide Line PDFDocument10 pagesISO - TR - 15608 - Welding Guide Line PDFDacher DanielNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- CWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsDocument2 pagesCWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsStephen TilleyNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- PDFDocument15 pagesPDFkumarkk1969No ratings yet
- BS en 287Document7 pagesBS en 287Chris Thomas0% (1)
- Welding Electrode Baking Control SheetDocument1 pageWelding Electrode Baking Control SheetEIWAANo ratings yet
- Welding Inspection: Symbols Course Reference WIS 5Document54 pagesWelding Inspection: Symbols Course Reference WIS 5adelNo ratings yet
- ISO 9692-2-2024 Welding and Allied Processes. Types of Joint Preparation-Submerged Arc Welding of Steels (OCR)Document20 pagesISO 9692-2-2024 Welding and Allied Processes. Types of Joint Preparation-Submerged Arc Welding of Steels (OCR)ahugandkiss77071No ratings yet
- Holiday Detector PoroTest 7 enDocument4 pagesHoliday Detector PoroTest 7 enabcNo ratings yet
- Norma CWB Cambios en W47.1-2009Document6 pagesNorma CWB Cambios en W47.1-2009Jose ManuelNo ratings yet
- Office: Printout Sample - ASME WPSDocument2 pagesOffice: Printout Sample - ASME WPSDanem HalasNo ratings yet
- Questionnaire Manufacturer Assessment PDFDocument27 pagesQuestionnaire Manufacturer Assessment PDFulasNo ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- AWS Abbreviations Oxyfuel Cutting - OFC Oxyacetylene Cutting - OFC-A Oxyfuel Cutting - Process and Fuel GasesDocument8 pagesAWS Abbreviations Oxyfuel Cutting - OFC Oxyacetylene Cutting - OFC-A Oxyfuel Cutting - Process and Fuel GasesahmedNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design Welding SequencesDocument1 pageWelding Procedure Specification (WPS) : Joint Design Welding SequencesFerhat KahveciNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- ThyssenDocument0 pagesThyssenAbbas RizviNo ratings yet
- Is 10517 1983 PDFDocument16 pagesIs 10517 1983 PDFnilesh bhandareNo ratings yet
- Fb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDocument13 pagesFb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDan DumbravescuNo ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- Mil STD 248dDocument157 pagesMil STD 248dTom Giles67% (3)
- Daily Drift Calibration Procedure: 1. ScopeDocument1 pageDaily Drift Calibration Procedure: 1. ScopeJohn DolanNo ratings yet
- Visual Weld InspectionDocument7 pagesVisual Weld InspectioninsiderrNo ratings yet
- PDF Created With Pdffactory Pro Trial Version: Pxd-767-Cal-02 23 MMDocument24 pagesPDF Created With Pdffactory Pro Trial Version: Pxd-767-Cal-02 23 MMSISIR KR BARMAN0% (1)
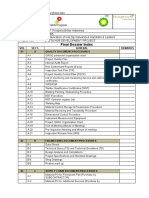
- Final Dossier IndexDocument2 pagesFinal Dossier IndexTadaya Kasahara50% (2)
- PBI-CCP-QA-0001 QA Welding Consumable Control ProcedureDocument15 pagesPBI-CCP-QA-0001 QA Welding Consumable Control ProcedureTadaya KasaharaNo ratings yet
- Project Quality Control Plan Endorsment For Welding2Document23 pagesProject Quality Control Plan Endorsment For Welding2Tadaya KasaharaNo ratings yet
- TEP-1265561-P99-0003 Material Receiving and Traceability ProcedureDocument14 pagesTEP-1265561-P99-0003 Material Receiving and Traceability ProcedureTadaya Kasahara100% (2)
- Project Schedule HDG Tertiary Structure - Gta Hub/ Terminal FacilitiesDocument1 pageProject Schedule HDG Tertiary Structure - Gta Hub/ Terminal FacilitiesTadaya KasaharaNo ratings yet
- HDG Tertiary Structure: Daily Progress Report - PT Prospera Brillar IndonesiaDocument3 pagesHDG Tertiary Structure: Daily Progress Report - PT Prospera Brillar IndonesiaTadaya KasaharaNo ratings yet
- PRO-HSE-015 - HSE Manual GuidanceDocument21 pagesPRO-HSE-015 - HSE Manual GuidanceTadaya KasaharaNo ratings yet
- PT Prospera Brillar Indonesia: Hse Organization ChartDocument1 pagePT Prospera Brillar Indonesia: Hse Organization ChartTadaya KasaharaNo ratings yet
- PBI-HSE 003 Hazard Identification Risk Assesment & Control Rev.0Document11 pagesPBI-HSE 003 Hazard Identification Risk Assesment & Control Rev.0Tadaya KasaharaNo ratings yet
- PBI-ITP-QA-0001 Inspection and Test Plan Rev.0Document7 pagesPBI-ITP-QA-0001 Inspection and Test Plan Rev.0Tadaya KasaharaNo ratings yet
- PRO-PQP-QA-0001 Project Quality Plan - Rev.0ADocument15 pagesPRO-PQP-QA-0001 Project Quality Plan - Rev.0ATadaya KasaharaNo ratings yet
- PL-PBI-HSE 001 Project HSE PlanDocument22 pagesPL-PBI-HSE 001 Project HSE PlanTadaya KasaharaNo ratings yet
- Specification 103 Rev. 8 - Supplier Document RequirementsDocument16 pagesSpecification 103 Rev. 8 - Supplier Document RequirementsTadaya KasaharaNo ratings yet
- Supplier Deliverable RegisterDocument4 pagesSupplier Deliverable RegisterTadaya KasaharaNo ratings yet
- Note: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldDocument2 pagesNote: For CJP Grove Details Will Be Based From AWS D1.1 2015 Figure 3.3 Prequalified CJP Grove WeldTadaya KasaharaNo ratings yet
- Inspection and Test Plan - Hot Dip Galvanising IDBF-ED-JSPDS-F0005Document2 pagesInspection and Test Plan - Hot Dip Galvanising IDBF-ED-JSPDS-F0005Tadaya KasaharaNo ratings yet
- RED-NDT-MT-00001 Rev ADocument11 pagesRED-NDT-MT-00001 Rev ATadaya KasaharaNo ratings yet
- Vydyne® R533H NAT: Ascend Performance Materials Operations LLCDocument4 pagesVydyne® R533H NAT: Ascend Performance Materials Operations LLCJames FaunceNo ratings yet
- 3.2 Guided Notes AminahDocument1 page3.2 Guided Notes AminahaminahNo ratings yet
- Slow Cooker Manual Russel HobbsDocument16 pagesSlow Cooker Manual Russel HobbsRadu PopaNo ratings yet
- Semi-Detailed Lesson Plan Grade 12 (Physical Education) : I. ObjectivesDocument3 pagesSemi-Detailed Lesson Plan Grade 12 (Physical Education) : I. Objectivesivy mae floresNo ratings yet
- Nucleic Acid MetabolismDocument23 pagesNucleic Acid MetabolismMSc Biotech/MicroNo ratings yet
- Novec 1230 Product Information DatasheetDocument8 pagesNovec 1230 Product Information Datasheetchris_ohaboNo ratings yet
- Morphy Richards Twin Loaf Rapide Breadmaker Instruction Manual (48270)Document24 pagesMorphy Richards Twin Loaf Rapide Breadmaker Instruction Manual (48270)Carol ᵇᵅᵇᵞ Jayne Dye100% (1)
- CW Brief - First-Sit 1Document16 pagesCW Brief - First-Sit 137.mpato14No ratings yet
- INFORMATIONAL Successful DSF Submission 1-9019265050 - 083038600559318Document5 pagesINFORMATIONAL Successful DSF Submission 1-9019265050 - 083038600559318N dasNo ratings yet
- You Are What You Eat. Television Narrati PDFDocument13 pagesYou Are What You Eat. Television Narrati PDFNivetha SivasamyNo ratings yet
- Catalog Ryobi - Pdfcatalog RyobiDocument14 pagesCatalog Ryobi - Pdfcatalog RyobiwjzabalaNo ratings yet
- SE8662 Varset Catalogue WEBDocument30 pagesSE8662 Varset Catalogue WEBcarlosmandopintoNo ratings yet
- Maximum Marks: 100Document35 pagesMaximum Marks: 100Yu HoyanNo ratings yet
- NestléDocument2 pagesNestléMariana DíazNo ratings yet
- Agricultural Price PolicyDocument24 pagesAgricultural Price PolicykanikaNo ratings yet
- DNP PP RedDocument29 pagesDNP PP Redapi-555218722No ratings yet
- Different Types of Harzards at HomeDocument8 pagesDifferent Types of Harzards at HomeApril Jean Latosa PiscosNo ratings yet
- R171 Vario Roof Troubleshooting TreeDocument30 pagesR171 Vario Roof Troubleshooting TreeBadi TrsatNo ratings yet
- CH 12 Study GuideDocument4 pagesCH 12 Study Guideapi-342334216100% (1)
- RBI Grade B' Officer's Exam: Test-I General AwarenessDocument20 pagesRBI Grade B' Officer's Exam: Test-I General AwarenessShubhra TrivediNo ratings yet
- R XPT PDFDocument11 pagesR XPT PDFIvan GrkajacNo ratings yet
- GP Degreaser MSDS EnglishDocument6 pagesGP Degreaser MSDS EnglishHernan GirautNo ratings yet
- Temperature and Humidity Adjustment Basics: E-M-Calbasics - 10Document5 pagesTemperature and Humidity Adjustment Basics: E-M-Calbasics - 10Miguel Angel Pacahuala CristobalNo ratings yet
- Normas InternacionalesDocument3 pagesNormas Internacionalesmalota2108No ratings yet
- Calorific Value and Bomb's CalorimeterDocument10 pagesCalorific Value and Bomb's Calorimeterparvezalamkhan62% (13)
- Path EmqsDocument9 pagesPath EmqsmuhannedNo ratings yet
- Uhthoff's Phenomena in MS-clinical Features and PathophysiologyDocument6 pagesUhthoff's Phenomena in MS-clinical Features and PathophysiologyEduardo MarinhoNo ratings yet
- Murmurs From The Vascular Members: A Generalized Theoretical OutlookDocument13 pagesMurmurs From The Vascular Members: A Generalized Theoretical OutlookAsian Journal of Basic Science & ResearchNo ratings yet
- 3 Organs of The Immune SystemDocument30 pages3 Organs of The Immune SystemRayNo ratings yet