You might also like
- Holt Vocabulary Workshop 5th Course, Grade 11, With Answers in BackDocument268 pagesHolt Vocabulary Workshop 5th Course, Grade 11, With Answers in BackLisa Ward50% (2)
- 7H17-28 Clearances and Wear Limits PDFDocument3 pages7H17-28 Clearances and Wear Limits PDFDimitris K100% (1)
- Construction Scope - of - WorksDocument55 pagesConstruction Scope - of - WorksFiroj AlamNo ratings yet
- Wedding Photography AgreementDocument2 pagesWedding Photography AgreementMarcel YanezNo ratings yet
- Novocranes Electric Chain HoistDocument20 pagesNovocranes Electric Chain HoistFiroj Alam0% (1)
- The Overnight Resume, 3rd Edition by Donald M. Asher - ExcerptDocument13 pagesThe Overnight Resume, 3rd Edition by Donald M. Asher - ExcerptCrown Publishing Group0% (1)
- 7H17-28 Clearances and Wear LimitsDocument3 pages7H17-28 Clearances and Wear LimitsDimitris KNo ratings yet
- Manufacturing BOM / Multi LevelDocument4 pagesManufacturing BOM / Multi LevelJulver Goyzueta ArceNo ratings yet
- Activity Worksheet No.5-6 Tle 7Document3 pagesActivity Worksheet No.5-6 Tle 7JEANNE PAULINE OABELNo ratings yet
- 1.1 Graphic Language: Dharm d:/N-Design/Des1-1.pm5Document9 pages1.1 Graphic Language: Dharm d:/N-Design/Des1-1.pm5Sai MNo ratings yet
- D10367150a PDFDocument1 pageD10367150a PDFGaurav VashishtNo ratings yet
- 4.plinth BeamDocument1 page4.plinth Beamnikita meshramNo ratings yet
- Air-Torque Dimensions PT200Document1 pageAir-Torque Dimensions PT200Lailatul MufidaNo ratings yet
- Job CNCDocument1 pageJob CNCLaptop SamsungNo ratings yet
- Job CNCDocument1 pageJob CNCLaptop SamsungNo ratings yet
- 1326AB-B5xxx To MPM-B165x Adapter Plate DrawingDocument1 page1326AB-B5xxx To MPM-B165x Adapter Plate Drawingelmer_puchuriNo ratings yet
- Plastic CapDocument1 pagePlastic CapmehrdadskipperNo ratings yet
- Spoun MouldDocument8 pagesSpoun MouldRajanNo ratings yet
- STPRO1358510000-05 Cameron Double BOP 16 - 5 000 Psi - Type U - BodyDocument3 pagesSTPRO1358510000-05 Cameron Double BOP 16 - 5 000 Psi - Type U - BodyPaco RiberaNo ratings yet
- Dessin Moteur 3kw 1500 B5Document1 pageDessin Moteur 3kw 1500 B5oussama bvbNo ratings yet
- Air-Torque Dimensions PT300Document1 pageAir-Torque Dimensions PT300adil_farooq_6No ratings yet
- PL 206ci 256ci ENG Rev50D-2Document47 pagesPL 206ci 256ci ENG Rev50D-2Jaime RiosNo ratings yet
- LW12.8-60 Rim Adapter Design Guide - RevBDocument2 pagesLW12.8-60 Rim Adapter Design Guide - RevBankurNo ratings yet
- Designed by Checked by Approved by Date DateDocument1 pageDesigned by Checked by Approved by Date DateEdisson JaraNo ratings yet
- Ra3.2 Ra1.6: Napomena: Ostre Ivice Oboriti 0.5X45° Kolicina: 1 KomDocument1 pageRa3.2 Ra1.6: Napomena: Ostre Ivice Oboriti 0.5X45° Kolicina: 1 KomdbaNo ratings yet
- ฝาปั๊ม ATP-13SVBDocument1 pageฝาปั๊ม ATP-13SVBWarajak N.No ratings yet
- Model 5 WatermarkDocument2 pagesModel 5 WatermarkRizky RizkyNo ratings yet
- LKS SMK Tingkat Nasional Tahun 2023: ProjectDocument6 pagesLKS SMK Tingkat Nasional Tahun 2023: Projecthardiannurrasyid6No ratings yet
- 17PM K016V NMBDocument2 pages17PM K016V NMBMourad BejaNo ratings yet
- Kazel AdaptersDocument6 pagesKazel Adaptersali kartalNo ratings yet
- Dudukan Roda 2: Pt. Morindo EngineeringDocument1 pageDudukan Roda 2: Pt. Morindo EngineeringdalijojelekNo ratings yet
- FT-MPD-177-2024 - Rev - Fabricação API Blind FlangeDocument6 pagesFT-MPD-177-2024 - Rev - Fabricação API Blind FlangeLuan OliveiraNo ratings yet
- Belt Press Working DrawingDocument6 pagesBelt Press Working DrawingAnNo ratings yet
- XC-G Series Servo BrochureDocument3 pagesXC-G Series Servo Brochurejohnsuca81100% (1)
- Instructions Answer 5 Questions in AllDocument6 pagesInstructions Answer 5 Questions in AllOyewumi Oladapo Rasheed100% (1)
- Mesin Produksi Screw - ViseDocument1 pageMesin Produksi Screw - ViseDamar SaputraNo ratings yet
- Bechelor of Product DesignDocument4 pagesBechelor of Product DesignLazyninjaNo ratings yet
- Af AgDocument1 pageAf Agphamvantienqn1234No ratings yet
- BL2XL5DV CM01Document1 pageBL2XL5DV CM01santhoshNo ratings yet
- Built-Up and Composite Section Design and Analysis V1.0Document13 pagesBuilt-Up and Composite Section Design and Analysis V1.0Abet De CastroNo ratings yet
- Sharpen (8X) : 1 1 Plate T 1.5Document1 pageSharpen (8X) : 1 1 Plate T 1.5andreas endrasNo ratings yet
- R O A D: Site Development PlanDocument1 pageR O A D: Site Development PlanJeoward Juguilon EleriaNo ratings yet
- CENTER ASSEY (07-002) - Sheet - 2Document1 pageCENTER ASSEY (07-002) - Sheet - 2daryosh hassanyNo ratings yet
- Bevel Gear DRAWING PDFDocument1 pageBevel Gear DRAWING PDFADITYA MOTLANo ratings yet
- Asp 134486 01Document4 pagesAsp 134486 01Hassan MahdaviNo ratings yet
- Parts List: Published in May 2009 3MXPL070 843MX120 First EditionDocument15 pagesParts List: Published in May 2009 3MXPL070 843MX120 First EditionJose Rojas ValeroNo ratings yet
- FilePages From 7. Drawing Layouts and Simplified MethodsDocument4 pagesFilePages From 7. Drawing Layouts and Simplified MethodsNagendra DugginaNo ratings yet
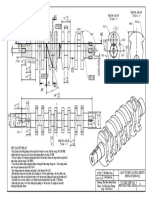
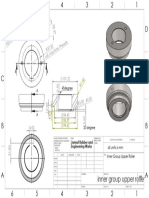
- Joggling Cutter - Inner Group Upper RollerDocument1 pageJoggling Cutter - Inner Group Upper RollerEngr. Imran Hasan PathanNo ratings yet
- SLP Cavities 2018 Rev.1Document4 pagesSLP Cavities 2018 Rev.1Tord MartinsenNo ratings yet
- 3.penjepit Bahan CorDocument1 page3.penjepit Bahan CorFirginuNo ratings yet
- Series VZ - 180219Document1 pageSeries VZ - 180219Uziel CHIMINo ratings yet
- FS-1128MFP: Parts ListDocument45 pagesFS-1128MFP: Parts ListMikhail100% (1)
- 16py Q207 NMBDocument1 page16py Q207 NMBJulio Cezar Berte SilvaNo ratings yet
- Drawing LGC 500-03Document1 pageDrawing LGC 500-03bennykecewaNo ratings yet
- Cone MorseDocument1 pageCone MorseWellington Morais de PauloNo ratings yet
- Catalogue Wheel Track and Pump Drives - Protetto PDFDocument1 pageCatalogue Wheel Track and Pump Drives - Protetto PDFkaribean007No ratings yet
- Ansox Industry: XXX S.S. Jadhav A4 013 8250 00 XDocument1 pageAnsox Industry: XXX S.S. Jadhav A4 013 8250 00 XHimanshu MishraNo ratings yet
- DaylightsDocument1 pageDaylightsNandha kumar LNo ratings yet
- Mould Daylights: Date NameDocument1 pageMould Daylights: Date NameNandha kumar LNo ratings yet
- 4H Spacer - MC2Document1 page4H Spacer - MC2Warajak N.No ratings yet
- 23-21-01-00-01-Assy NR U-Bolt HinoDocument2 pages23-21-01-00-01-Assy NR U-Bolt HinoBINTANG ADYNo ratings yet
- Aaaaaa PDFDocument1 pageAaaaaa PDFnithin aarikatlaNo ratings yet
- Hes B - 041-03Document5 pagesHes B - 041-03Preetam KumarNo ratings yet
- Package Information: March 2017Document5 pagesPackage Information: March 2017Alex Nicole SanchezNo ratings yet
- A Classification System to Describe Workpieces: DefinitionsFrom EverandA Classification System to Describe Workpieces: DefinitionsW. R. MacconnellNo ratings yet
- Design Report-Dust Encapsulation ShedDocument25 pagesDesign Report-Dust Encapsulation ShedFiroj AlamNo ratings yet
- Dimensions: 777F Off-Highway Truck SpecificationsDocument1 pageDimensions: 777F Off-Highway Truck SpecificationsFiroj AlamNo ratings yet
- Heating, Ventilating, and Air Conditioning Symbols Hvac Controls Symbols Abbreviations Valve SymbolsDocument31 pagesHeating, Ventilating, and Air Conditioning Symbols Hvac Controls Symbols Abbreviations Valve SymbolsFiroj AlamNo ratings yet
- Notes: Edge of Block Paved Roadway - Edge of Asphalt RoadwayDocument1 pageNotes: Edge of Block Paved Roadway - Edge of Asphalt RoadwayFiroj AlamNo ratings yet
- Turntable Ball BearingDocument2 pagesTurntable Ball BearingFiroj AlamNo ratings yet
- EDEM BulkSim Ebook Verification of Design Performance of Conveyor Transfer EquipmentDocument7 pagesEDEM BulkSim Ebook Verification of Design Performance of Conveyor Transfer EquipmentFiroj AlamNo ratings yet
- Road 3 Road 3 Road 3: Key PlanDocument1 pageRoad 3 Road 3 Road 3: Key PlanFiroj AlamNo ratings yet
- General Legend Notes: TOTAL AREA 1580.293 SQ.MDocument1 pageGeneral Legend Notes: TOTAL AREA 1580.293 SQ.MFiroj AlamNo ratings yet
- Arex Magazine Storage Facility Expansion Roadways: Dwg. No. Title Remarks GeneralDocument1 pageArex Magazine Storage Facility Expansion Roadways: Dwg. No. Title Remarks GeneralFiroj AlamNo ratings yet
- Prinect Metadimension Manual UsoDocument2 pagesPrinect Metadimension Manual UsohdzsNo ratings yet
- Sous-Titre SMEDocument5 pagesSous-Titre SMEWissem DougazNo ratings yet
- Operation Management Assignment IIDocument3 pagesOperation Management Assignment IIBedri M Ahmedu0% (1)
- Fantasia Brochure 2012Document56 pagesFantasia Brochure 2012arun1957No ratings yet
- Ireland Golf Adventure Guide SampleDocument37 pagesIreland Golf Adventure Guide Samplerebjr100% (2)
- Problem and Its BackgroundDocument55 pagesProblem and Its BackgroundYomars MendozaNo ratings yet
- (PDF) Posisi PasienDocument11 pages(PDF) Posisi PasienNUR LAILIA ANTASYIANo ratings yet
- Snug PaperDocument7 pagesSnug PapertahzeebaNo ratings yet
- Nagpur IRON AND STEEL FACTORIESDocument10 pagesNagpur IRON AND STEEL FACTORIESlove buddhdevNo ratings yet
- BillerudKorsnäs - Fast and Clean Filling - 11-2015Document18 pagesBillerudKorsnäs - Fast and Clean Filling - 11-2015awfahNo ratings yet
- Government College For Women Faridabad: Roject EportDocument42 pagesGovernment College For Women Faridabad: Roject EportGauravNo ratings yet
- Examen 1-2 Administracion y FinanzasDocument4 pagesExamen 1-2 Administracion y FinanzasJULIANNo ratings yet
- Tender Notice: Bank of Baroda Zonal Office, ErnakulamDocument27 pagesTender Notice: Bank of Baroda Zonal Office, ErnakulamAboobacker NainaNo ratings yet
- PCLaw7 Instructions Cheats (18.10.2007)Document15 pagesPCLaw7 Instructions Cheats (18.10.2007)Lc KohNo ratings yet
- 2013 EWD Solutions CatalogDocument498 pages2013 EWD Solutions CatalogMohd Zamir100% (2)
- Research Defense RemindersDocument25 pagesResearch Defense RemindersMisrhalyn AmikNo ratings yet
- DC Busbars - PresentationDocument25 pagesDC Busbars - PresentationgrunshoNo ratings yet
- #001 Caitlyn: "Meet The Long Gun of The Law"Document4 pages#001 Caitlyn: "Meet The Long Gun of The Law"luisa elena sarmientoNo ratings yet
- Shopping For One - Anne CassidyDocument3 pagesShopping For One - Anne CassidyTINOKISNo ratings yet
- Wild Rose Expense ClaimDocument90 pagesWild Rose Expense ClaimslavkornikNo ratings yet
- Lantek Sharp Cut Cuttingandducting SoftwareDocument20 pagesLantek Sharp Cut Cuttingandducting SoftwareandonialbizulantekNo ratings yet
- Aravind Kuamr - PA, TM, PYDocument4 pagesAravind Kuamr - PA, TM, PYAnju KhasyapNo ratings yet
- SEH - Shopee's Packaging GuidelinesDocument38 pagesSEH - Shopee's Packaging GuidelinesCyn ThiaNo ratings yet
- Brochure - Uchida AeroCut-X - PTNIDocument4 pagesBrochure - Uchida AeroCut-X - PTNINeosys IndonesiaNo ratings yet
- Kalon Simpson Portfolio2014Document28 pagesKalon Simpson Portfolio2014Kalon SimpsonNo ratings yet
- 0805 ScribtDocument10 pages0805 ScribtdolphingrlzNo ratings yet