You might also like
- Exploring the Complexity of Projects: Implications of Complexity Theory for Project Management PracticeFrom EverandExploring the Complexity of Projects: Implications of Complexity Theory for Project Management PracticeNo ratings yet
- The Development and Application of A Process Model For R&D Project Management in A High Tech Firm: A Field StudyDocument16 pagesThe Development and Application of A Process Model For R&D Project Management in A High Tech Firm: A Field StudyKaveri zanzaneNo ratings yet
- Creating and Justifying Research and Development Value: Scope, Scale, Skill and Social Networking of R&DDocument15 pagesCreating and Justifying Research and Development Value: Scope, Scale, Skill and Social Networking of R&DjbassonicNo ratings yet
- TK 2Document10 pagesTK 2NHI LƯƠNG THỊ YẾNNo ratings yet
- The Technology-Organization-Environment FrameworkDocument15 pagesThe Technology-Organization-Environment FrameworkMugluuNo ratings yet
- The Maturity of Project Management in Different Industries: An Investigation Into Variations Between Project Management ModelsDocument8 pagesThe Maturity of Project Management in Different Industries: An Investigation Into Variations Between Project Management ModelsRicardo VegaNo ratings yet
- Literature Review On Concurrent Engineering and Its ImplementationDocument6 pagesLiterature Review On Concurrent Engineering and Its Implementationpp3986No ratings yet
- 1 s2.0 S0883902611000139 Main PDFDocument18 pages1 s2.0 S0883902611000139 Main PDFIda KuhlmannNo ratings yet
- Product Platforms and Production - Current State and Future Research Directions Targeting Producibility and Production PreparationDocument10 pagesProduct Platforms and Production - Current State and Future Research Directions Targeting Producibility and Production PreparationJosip StjepandicNo ratings yet
- Sustainability 14 02836 With CoverDocument15 pagesSustainability 14 02836 With CoverFortune Chukwudi OnyemaechiNo ratings yet
- The Cumulative Power of Incremental Innovation and The Role of Project Sequence ManagementDocument12 pagesThe Cumulative Power of Incremental Innovation and The Role of Project Sequence ManagementIsis Danaé Peña GrajedaNo ratings yet
- The Adoption of New TechnologyDocument21 pagesThe Adoption of New TechnologyJinhan LeeNo ratings yet
- 10 1016@j Respol 2013 03 012Document12 pages10 1016@j Respol 2013 03 012Sara AbdelliNo ratings yet
- Communication Flows in International Product Innovation TeamsDocument18 pagesCommunication Flows in International Product Innovation Teamsapi-3851548100% (1)
- Se ActivityDocument1 pageSe ActivityKaveri zanzaneNo ratings yet
- Networking As A Means To Strategy Change: The Case of Open Innovation in Mobile TelephonyDocument12 pagesNetworking As A Means To Strategy Change: The Case of Open Innovation in Mobile TelephonySudesh PereraNo ratings yet
- Baker 2011 TOEChapterDocument16 pagesBaker 2011 TOEChapterAhmad BaigNo ratings yet
- Thamhain 2003Document15 pagesThamhain 2003e.sglm03No ratings yet
- Anatomy of A Decision Trap Am J 2013Document24 pagesAnatomy of A Decision Trap Am J 2013Bruno Eduardo Slongo GarciaNo ratings yet
- Baker 2011 TOEChapter PDFDocument16 pagesBaker 2011 TOEChapter PDFsvkbharathiNo ratings yet
- Absorptive Capacity, Technological Opportunity and Innovative EffortDocument17 pagesAbsorptive Capacity, Technological Opportunity and Innovative EffortKhuram ShahzadNo ratings yet
- Global Software Engineering: Evolution and TrendsDocument10 pagesGlobal Software Engineering: Evolution and TrendsIkram RafiNo ratings yet
- Successful Execution of Product Development Projects: Balancing Firmness and Flexibility in The Innovation ProcessDocument25 pagesSuccessful Execution of Product Development Projects: Balancing Firmness and Flexibility in The Innovation ProcessguichayNo ratings yet
- Strategy For Technology Transfer and Research Results Commercialization in UniversityDocument4 pagesStrategy For Technology Transfer and Research Results Commercialization in UniversityEditor IJTSRDNo ratings yet
- Volvo EV Case StudyDocument8 pagesVolvo EV Case StudyUSMAN TANVIRNo ratings yet
- Feasibility Study Example 20Document16 pagesFeasibility Study Example 20yassine Ben Kara AhmedNo ratings yet
- Literature Review On Concurrent Engineering and Its ImplementationDocument7 pagesLiterature Review On Concurrent Engineering and Its Implementationpp3986No ratings yet
- The Role of Technology in The Shift Towards Open Innovation-The Case of Procter GambleDocument14 pagesThe Role of Technology in The Shift Towards Open Innovation-The Case of Procter GamblemarcialNo ratings yet
- Literature Review on Concurrent Engineering ImplementationDocument6 pagesLiterature Review on Concurrent Engineering Implementationpp3986No ratings yet
- Building Bridges Research PolicyDocument50 pagesBuilding Bridges Research PolicyHana AfifahNo ratings yet
- Technovation BR VoDocument18 pagesTechnovation BR VoSeanMochNo ratings yet
- Integrating New Tech: Mapping Integration MechanismsDocument29 pagesIntegrating New Tech: Mapping Integration MechanismsModeresa GopalNo ratings yet
- Knowledge-Based Process Management for Adaptive WorkflowDocument12 pagesKnowledge-Based Process Management for Adaptive WorkflowfküçüksayacıgilNo ratings yet
- Adams2006 InnovmeasurementDocument28 pagesAdams2006 InnovmeasurementNinaNo ratings yet
- Valoración y Negociación de Tecnología Unit 1, 2, 3: Step 5 - Assess Technology Innovation ValueDocument9 pagesValoración y Negociación de Tecnología Unit 1, 2, 3: Step 5 - Assess Technology Innovation ValueGabyalexa GonzalezNo ratings yet
- 787-Article Text-4132-6514-10-20190526Document14 pages787-Article Text-4132-6514-10-20190526Bradz TalpoNo ratings yet
- Content ServerDocument17 pagesContent ServerArchie TanekaNo ratings yet
- Literature Review on Concurrent Engineering Implementation and BenefitsDocument7 pagesLiterature Review on Concurrent Engineering Implementation and Benefitspp3986No ratings yet
- Modern Research Trends Within Technology Management in The Light of Selected PublicationsDocument8 pagesModern Research Trends Within Technology Management in The Light of Selected Publicationsmaría esterNo ratings yet
- How Agile Are Industrial Software Development PracticesDocument17 pagesHow Agile Are Industrial Software Development PracticesIot SalineNo ratings yet
- Tools For Technology Management: An Academic PerspectiveDocument10 pagesTools For Technology Management: An Academic PerspectiveIsra' I. SweilehNo ratings yet
- Building Bridges For Innovation The Role of Consultants in Technology TransferDocument18 pagesBuilding Bridges For Innovation The Role of Consultants in Technology Transferapi-3851548100% (1)
- Mas Alla Del Diseno de Procesos La Emergencia de Un Enfoque de Desarrollo de ProcesosDocument8 pagesMas Alla Del Diseno de Procesos La Emergencia de Un Enfoque de Desarrollo de ProcesosEdison UsmaNo ratings yet
- !!!!!!!edmondson, A. (2001) - Disrupted RoutinesDocument33 pages!!!!!!!edmondson, A. (2001) - Disrupted RoutinesDon McNishNo ratings yet
- Process models implementation in construction industry: a literature synthesisDocument18 pagesProcess models implementation in construction industry: a literature synthesisuygarkoprucuNo ratings yet
- New Product Development ProcessDocument12 pagesNew Product Development ProcessWan Zulkifli Wan IdrisNo ratings yet
- Brown 1995Document37 pagesBrown 1995DayannaNo ratings yet
- Technological Paradigms and Technological TrajectoriesDocument12 pagesTechnological Paradigms and Technological TrajectoriesThiago' RibeiroNo ratings yet
- Innovation in complex product firmsDocument18 pagesInnovation in complex product firmsdanudmwNo ratings yet
- JETM - 2005 - Chen - Task Partitioning in New Product Development Teams A Knowledge and Learning PerspectiveDocument24 pagesJETM - 2005 - Chen - Task Partitioning in New Product Development Teams A Knowledge and Learning PerspectiveAdrian SerranoNo ratings yet
- European Trend Chart On InnovationDocument43 pagesEuropean Trend Chart On InnovationCarlos Henrique Menezes GarciaNo ratings yet
- Ref 5Document8 pagesRef 5karini OliveiraNo ratings yet
- Multile Project ManagemenetDocument17 pagesMultile Project ManagemenetEnfield RiderNo ratings yet
- The Collaborative New Product Development ProcessDocument15 pagesThe Collaborative New Product Development ProcessIngvild Sundby100% (9)
- TRIZ Master Dissertation-MiJeong Song-Evolution Navigator For Technical System Innovation-Final-2Document38 pagesTRIZ Master Dissertation-MiJeong Song-Evolution Navigator For Technical System Innovation-Final-2ion_80No ratings yet
- Journal of Business Research 91 (2018) 233-247Document15 pagesJournal of Business Research 91 (2018) 233-247Raninda RatnaNo ratings yet
- How industrial engineering can optimize mining operationsDocument6 pagesHow industrial engineering can optimize mining operationsAlejandro SanchezNo ratings yet
- MS 94Document9 pagesMS 94Rajni KumariNo ratings yet
- Technology roadmapping for next-gen manufacturingDocument14 pagesTechnology roadmapping for next-gen manufacturingMilk DairyNo ratings yet
- How Project Innovativeness and Acceleration Goals Impact Speed StrategiesDocument33 pagesHow Project Innovativeness and Acceleration Goals Impact Speed StrategiesYupi AmsterdamNo ratings yet
- ARTICULO - How To Use A3 (Lean Global Network)Document24 pagesARTICULO - How To Use A3 (Lean Global Network)Gustavo CanepaNo ratings yet
- Ebook How To Improve Decision FinalDocument9 pagesEbook How To Improve Decision FinalGustavo CanepaNo ratings yet
- Gemba WalksDocument287 pagesGemba Walkslalohouse lalohouseNo ratings yet
- ARTICULO - Factores de Motivación Humana en Las OrganizacionesDocument20 pagesARTICULO - Factores de Motivación Humana en Las OrganizacionesGustavo CanepaNo ratings yet
- EssentialKanbanSpanishEversion PDFDocument90 pagesEssentialKanbanSpanishEversion PDFAlex Diaz Molina100% (1)
- Future 100 2021Document217 pagesFuture 100 2021BLANCA LILIANA SUAREZ PUERTANo ratings yet
- Dosi PDFDocument16 pagesDosi PDFIvan EspinosaNo ratings yet
- 1977 - NelsonDocument41 pages1977 - NelsonGustavo CanepaNo ratings yet
- 1982TraininginCPS Effectson MSB GBG - SGGDocument31 pages1982TraininginCPS Effectson MSB GBG - SGGGustavo CanepaNo ratings yet
- 1967 - Evan BlackDocument13 pages1967 - Evan BlackGustavo CanepaNo ratings yet
- Dycote 1000 PyrotekDocument1 pageDycote 1000 Pyrotekjose.figueroa@foseco.comNo ratings yet
- Liu2015Document57 pagesLiu2015Dewi KustatiNo ratings yet
- IPS InLine System PDFDocument12 pagesIPS InLine System PDFFloare79No ratings yet
- Presentation 2Document8 pagesPresentation 2api-19911859No ratings yet
- A Pproach TRIBOLOGY BroellDocument5 pagesA Pproach TRIBOLOGY BroellDavid Lopez OaxacaNo ratings yet
- Chapter 9 Manufactured Substances in IndustryDocument10 pagesChapter 9 Manufactured Substances in IndustryEric ChewNo ratings yet
- Lining Materials For Bulk Solids Handling EquipmentDocument3 pagesLining Materials For Bulk Solids Handling EquipmentJakesNo ratings yet
- Seacor Piezo Ceramics - Definitions and TerminologyDocument3 pagesSeacor Piezo Ceramics - Definitions and TerminologyAhmad DanielNo ratings yet
- AFM TheoryPracticeApplications TEXTDocument139 pagesAFM TheoryPracticeApplications TEXTsoundrapandianNo ratings yet
- Metal Oxide DetectorDocument20 pagesMetal Oxide DetectorRizkonNo ratings yet
- Production and Prosperity in The Theodosian PeriodDocument88 pagesProduction and Prosperity in The Theodosian Periodbravinsky1No ratings yet
- Glassworking: An Overview of Raw Materials, Shaping Processes, Heat Treatment and Product DesignDocument30 pagesGlassworking: An Overview of Raw Materials, Shaping Processes, Heat Treatment and Product DesignSam LoveNo ratings yet
- Xwin Brochure - Final Lo Res (010909)Document4 pagesXwin Brochure - Final Lo Res (010909)Abhishek KumarNo ratings yet
- Corrosion ResistanceDocument482 pagesCorrosion ResistanceJosé Ramírez100% (1)
- 39th Aerospace Mechanisms Symposium: NASA/CP-2008-215252Document442 pages39th Aerospace Mechanisms Symposium: NASA/CP-2008-215252Serkan ZeytinNo ratings yet
- Ferroelectric Devices: Kenji UchinoDocument10 pagesFerroelectric Devices: Kenji UchinoMANAS KUMAR RATHNo ratings yet
- Reuse of Waste Glass in Building Brick Production: Waste Management & Research June 2009Document7 pagesReuse of Waste Glass in Building Brick Production: Waste Management & Research June 2009leNo ratings yet
- Terrafirma Accessory Catalogue 2017 PDFDocument92 pagesTerrafirma Accessory Catalogue 2017 PDFRonnie WilliamNo ratings yet
- Project ReportDocument85 pagesProject Reportmurali thathaNo ratings yet
- Project Report On Ratio Analysis of HDFC Bank Ltd.Document69 pagesProject Report On Ratio Analysis of HDFC Bank Ltd.Vandana Sudheesh0% (1)
- Review Durability of Materials in Molten Aluminum AlloysDocument11 pagesReview Durability of Materials in Molten Aluminum AlloysJavier Alejandro Araujo MoreraNo ratings yet
- Membrane Preparation PDFDocument10 pagesMembrane Preparation PDFLia LismeriNo ratings yet
- Sarraf - Rheological Behavior of Concentrated Alumina Suspension - Effect of Electrosteric StabilizationDocument6 pagesSarraf - Rheological Behavior of Concentrated Alumina Suspension - Effect of Electrosteric StabilizationMarin MedvedNo ratings yet
- B.Tech. (Fourth Semester) Mechanical Engineering Me-202 E Production TechnologyDocument8 pagesB.Tech. (Fourth Semester) Mechanical Engineering Me-202 E Production TechnologyMohit PunaniNo ratings yet
- Currentprotocolsforresin-Bondeddentalceramics: Markus B. Blatz,, Julian Conejo,, Amirah Alammar,, Jose AyubDocument23 pagesCurrentprotocolsforresin-Bondeddentalceramics: Markus B. Blatz,, Julian Conejo,, Amirah Alammar,, Jose AyubPablo Gutiérrez Da VeneziaNo ratings yet
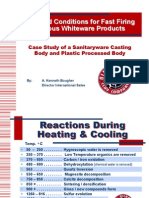
- Required Conditions for Fast Firing Vitreous Whiteware ProductsDocument19 pagesRequired Conditions for Fast Firing Vitreous Whiteware ProductsmamadtechnoNo ratings yet
- Spartek Ceramics India Limited: N VenkiteswaranDocument16 pagesSpartek Ceramics India Limited: N VenkiteswaranchandnadasNo ratings yet
- Construction Materials and Testing Apparatus & Equipment: Essential QuestionsDocument9 pagesConstruction Materials and Testing Apparatus & Equipment: Essential QuestionsDiane de OcampoNo ratings yet
- Well Cementing Book (285-395) PDFDocument111 pagesWell Cementing Book (285-395) PDFFreddy Fabián Hernández JaimesNo ratings yet
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)
- Scaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0From EverandScaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0Rating: 5 out of 5 stars5/5 (1)
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (55)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Spark: How to Lead Yourself and Others to Greater SuccessFrom EverandSpark: How to Lead Yourself and Others to Greater SuccessRating: 4.5 out of 5 stars4.5/5 (130)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- The 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsFrom EverandThe 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsRating: 4.5 out of 5 stars4.5/5 (48)
- How the World Sees You: Discover Your Highest Value Through the Science of FascinationFrom EverandHow the World Sees You: Discover Your Highest Value Through the Science of FascinationRating: 4 out of 5 stars4/5 (7)
- The 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsFrom EverandThe 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsRating: 4.5 out of 5 stars4.5/5 (411)
- Billion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsFrom EverandBillion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsRating: 4.5 out of 5 stars4.5/5 (52)
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobFrom EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobRating: 4.5 out of 5 stars4.5/5 (36)
- How to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersFrom EverandHow to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersRating: 4.5 out of 5 stars4.5/5 (95)
- The Introverted Leader: Building on Your Quiet StrengthFrom EverandThe Introverted Leader: Building on Your Quiet StrengthRating: 4.5 out of 5 stars4.5/5 (35)
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (2564)
- Work Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkFrom EverandWork Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkRating: 4.5 out of 5 stars4.5/5 (12)
- The Power of People Skills: How to Eliminate 90% of Your HR Problems and Dramatically Increase Team and Company Morale and PerformanceFrom EverandThe Power of People Skills: How to Eliminate 90% of Your HR Problems and Dramatically Increase Team and Company Morale and PerformanceRating: 5 out of 5 stars5/5 (22)
- Get Scalable: The Operating System Your Business Needs To Run and Scale Without YouFrom EverandGet Scalable: The Operating System Your Business Needs To Run and Scale Without YouRating: 5 out of 5 stars5/5 (1)
- Leadership Skills that Inspire Incredible ResultsFrom EverandLeadership Skills that Inspire Incredible ResultsRating: 4.5 out of 5 stars4.5/5 (11)
- Sustainability Management: Global Perspectives on Concepts, Instruments, and StakeholdersFrom EverandSustainability Management: Global Perspectives on Concepts, Instruments, and StakeholdersRating: 5 out of 5 stars5/5 (1)
- Summary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisFrom EverandSummary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisRating: 4.5 out of 5 stars4.5/5 (3)
- Unlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsFrom EverandUnlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsRating: 4.5 out of 5 stars4.5/5 (27)
- 7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthFrom Everand7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthRating: 5 out of 5 stars5/5 (51)
- Business Made Simple: 60 Days to Master Leadership, Sales, Marketing, Execution, Management, Personal Productivity and MoreFrom EverandBusiness Made Simple: 60 Days to Master Leadership, Sales, Marketing, Execution, Management, Personal Productivity and MoreRating: 5 out of 5 stars5/5 (58)
- The E-Myth Revisited: Why Most Small Businesses Don't Work andFrom EverandThe E-Myth Revisited: Why Most Small Businesses Don't Work andRating: 4.5 out of 5 stars4.5/5 (708)
- Work the System: The Simple Mechanics of Making More and Working Less (4th Edition)From EverandWork the System: The Simple Mechanics of Making More and Working Less (4th Edition)Rating: 4.5 out of 5 stars4.5/5 (22)