You might also like
- Ying 2017Document8 pagesYing 2017Teknik MesinBagus Setiyo AjiNo ratings yet
- Статья - 1 фнт НабойченкоDocument8 pagesСтатья - 1 фнт НабойченкоОльга НабойченкоNo ratings yet
- Crompton PaperDocument4 pagesCrompton PaperDeepak C. RajwarNo ratings yet
- Experimental study on enhancing contact heat transfer with micro finsDocument7 pagesExperimental study on enhancing contact heat transfer with micro finsArvind Kumar Chandrakar (B18ME015)No ratings yet
- 1 s2.0 S001793101000270X MainDocument10 pages1 s2.0 S001793101000270X MainEthan SunNo ratings yet
- Film Boiling Heat Transfer of Droplet Streams and SpraysDocument15 pagesFilm Boiling Heat Transfer of Droplet Streams and SprayseidelsayedNo ratings yet
- Al Theory of Frictional Heating With Application To Rubber FrictionDocument16 pagesAl Theory of Frictional Heating With Application To Rubber FrictionkirubelNo ratings yet
- Jurnal Temperatur Naik Pada CrackDocument10 pagesJurnal Temperatur Naik Pada Crackyeyes mulyadiitsNo ratings yet
- Article - 2011 - Sharifi Et Al. - Enhancement of PCM Melting in Enclosures With Horizontally-Finned Internal SurfacesDocument11 pagesArticle - 2011 - Sharifi Et Al. - Enhancement of PCM Melting in Enclosures With Horizontally-Finned Internal SurfacesMaryam EL FitiNo ratings yet
- 1 s2.0 S0017931009001896 MainDocument9 pages1 s2.0 S0017931009001896 MainEthan SunNo ratings yet
- Effect of Heating Rate and Grain Size On The Melting Behavior of The Alloy NB 47 Mass% Ti in Pulse-Heating ExperimentsDocument12 pagesEffect of Heating Rate and Grain Size On The Melting Behavior of The Alloy NB 47 Mass% Ti in Pulse-Heating ExperimentsLakshan FonsekaNo ratings yet
- 348 2004 Article BF00266263 PDFDocument11 pages348 2004 Article BF00266263 PDFRishikesh MusaleNo ratings yet
- Salman Ahmed 2011Document4 pagesSalman Ahmed 2011Amal AtariNo ratings yet
- Effect of Vibration On Heat Transfer For Flow Normal To A Cylinder 1969Document5 pagesEffect of Vibration On Heat Transfer For Flow Normal To A Cylinder 1969anfal amerNo ratings yet
- Effect of Chevron Angle and Surface Roughness On Thermal Performance of Single Phase Water Flow in A Plate Heat ExchangerDocument9 pagesEffect of Chevron Angle and Surface Roughness On Thermal Performance of Single Phase Water Flow in A Plate Heat ExchangerAkash AhmedNo ratings yet
- Heat Conduction Term ProjectDocument7 pagesHeat Conduction Term ProjectRashed KaiserNo ratings yet
- 2021-Study On Temperature Rise Distribution of Contact Surface Under Cyclic LoadDocument11 pages2021-Study On Temperature Rise Distribution of Contact Surface Under Cyclic Loadsaba shirzadiNo ratings yet
- Numerical Analysis of Frictional Heat-Stress Coupled Field at Dynamic ContactDocument5 pagesNumerical Analysis of Frictional Heat-Stress Coupled Field at Dynamic ContactKunal JoshiNo ratings yet
- Unsteady Contact Melting of A Rectangular Cross-Section Material On A Flat PlateDocument12 pagesUnsteady Contact Melting of A Rectangular Cross-Section Material On A Flat PlateFateme PishagahiNo ratings yet
- Effect of Surface Roughness On Heat Transfer: Mahendrakumar MaisuriaDocument4 pagesEffect of Surface Roughness On Heat Transfer: Mahendrakumar MaisuriaMohammed Naim UddinNo ratings yet
- CLL251 (Heat Transfer Coef) oDocument24 pagesCLL251 (Heat Transfer Coef) oHriday GoelNo ratings yet
- International Journal of Thermal Sciences: B. Ghasemi, S.M. Aminossadati, A. RaisiDocument9 pagesInternational Journal of Thermal Sciences: B. Ghasemi, S.M. Aminossadati, A. RaisiMed Sannad DocNo ratings yet
- 1962-A Hydrodynamic Model For Nucleate Pool Boiling PDFDocument8 pages1962-A Hydrodynamic Model For Nucleate Pool Boiling PDFTahok24No ratings yet
- 05 BakierDocument10 pages05 BakiergarridolopezNo ratings yet
- Effects of mechanical vibration on critical heat flux in vertical annulus tube 2007 يفيدDocument6 pagesEffects of mechanical vibration on critical heat flux in vertical annulus tube 2007 يفيدanfal amerNo ratings yet
- Thermal Convection in A Ferrofluid Supported by Thermodiffusion - Odenbach (2005)Document4 pagesThermal Convection in A Ferrofluid Supported by Thermodiffusion - Odenbach (2005)sk8sudNo ratings yet
- In Uence of Temperature-Dependent Yield Strength On Thermomechanical Asperity ContactsDocument9 pagesIn Uence of Temperature-Dependent Yield Strength On Thermomechanical Asperity ContactsDome StoiNo ratings yet
- Heat Transfer of Jet Impingement with Nanofluid on Concave SurfaceDocument13 pagesHeat Transfer of Jet Impingement with Nanofluid on Concave SurfaceAli ZadehkafiNo ratings yet
- Azizian 2014Document16 pagesAzizian 2014Med Sannad DocNo ratings yet
- Close-contact melting in a horizontal cylindrical enclosure with longitudinal plate finsDocument13 pagesClose-contact melting in a horizontal cylindrical enclosure with longitudinal plate finsfabio1199No ratings yet
- Full 3DDocument9 pagesFull 3DKumaranathan NNo ratings yet
- Soret Effects Due To Natural Convection Between Heated Inclined Plates With Magnetic FieldDocument6 pagesSoret Effects Due To Natural Convection Between Heated Inclined Plates With Magnetic FieldPeter Ndung'uNo ratings yet
- 1 s2.0 S0017931018343047 MainDocument9 pages1 s2.0 S0017931018343047 Mainait hssainNo ratings yet
- Temperature Distribution Along A Constant Cross Sectional Area FinDocument7 pagesTemperature Distribution Along A Constant Cross Sectional Area FinFawaz PartoNo ratings yet
- A Study of Entropy Generation in Fundamental Conwectife Heat TransferDocument8 pagesA Study of Entropy Generation in Fundamental Conwectife Heat TransferShadmanSakiefHridoyNo ratings yet
- Similarity Solution of Heat and Mass Transfer For The Falling Film Flow On A Porous Medium in Presence of Heat Generation or AbsorptionDocument7 pagesSimilarity Solution of Heat and Mass Transfer For The Falling Film Flow On A Porous Medium in Presence of Heat Generation or Absorptioncemal gümrükçüoğluNo ratings yet
- An Attempt To Enhance The Physics of The Welding Arc: Numerical Models OF ANGULAR DISTORTION by ConsideringDocument8 pagesAn Attempt To Enhance The Physics of The Welding Arc: Numerical Models OF ANGULAR DISTORTION by ConsideringShekhar AdlakhaNo ratings yet
- Experimental Investigation of Circular Free-Surface Jet Impingement QuenchingDocument9 pagesExperimental Investigation of Circular Free-Surface Jet Impingement Quenchingmalik aijazNo ratings yet
- Field Emission and Vacuum BreakdownDocument20 pagesField Emission and Vacuum BreakdownNajib AlfanNo ratings yet
- Sun 2016Document11 pagesSun 2016Abdul Haris SiregarNo ratings yet
- Using Thermal Analysis Methods To Better Understand Asphalt RheologyDocument6 pagesUsing Thermal Analysis Methods To Better Understand Asphalt RheologyNatalia KovalovaNo ratings yet
- Chemical Engineering and Processing: Process Intensification: Chel-Ken Chiam, Rosalam SarbatlyDocument11 pagesChemical Engineering and Processing: Process Intensification: Chel-Ken Chiam, Rosalam Sarbatlyarun aryaNo ratings yet
- A_simplified_numerical_model_for_melting_of_ice_wiDocument11 pagesA_simplified_numerical_model_for_melting_of_ice_witanvisureka23No ratings yet
- J Icheatmasstransfer 2017 07 023Document9 pagesJ Icheatmasstransfer 2017 07 023Garima MishraNo ratings yet
- Liu 2011Document10 pagesLiu 2011Shravan TawriNo ratings yet
- Mechanical Engineering V Sem SyllabusDocument20 pagesMechanical Engineering V Sem Syllabussaurabh1116No ratings yet
- Convective Heat Transfer and Flow Friction For Ref (2)Document10 pagesConvective Heat Transfer and Flow Friction For Ref (2)Redwan ShaikatNo ratings yet
- Arcos2011-Lubricacion TeoriaDocument8 pagesArcos2011-Lubricacion TeoriaAbraham SilesNo ratings yet
- A Mechanism For Heat Transfer in A Votator $-Type Scraped-Surface Heat ExchangerDocument15 pagesA Mechanism For Heat Transfer in A Votator $-Type Scraped-Surface Heat ExchangerCristian RodríguezNo ratings yet
- Good Ref WangKDocument11 pagesGood Ref WangKTalal GhanemNo ratings yet
- International Journal of Heat and Mass Transfer: Peter Lloyd Woodfield, Aloke Kumar Mozumder, Masanori MondeDocument6 pagesInternational Journal of Heat and Mass Transfer: Peter Lloyd Woodfield, Aloke Kumar Mozumder, Masanori MondeRanjith RNNo ratings yet
- Experimental Thermal and Fluid Science: Olivier Reymond, Darina B. Murray, Tadhg S. O'DonovanDocument8 pagesExperimental Thermal and Fluid Science: Olivier Reymond, Darina B. Murray, Tadhg S. O'DonovanEgwu Francis obinnaNo ratings yet
- Mini Belt Grinder Project Journal 3Document20 pagesMini Belt Grinder Project Journal 31DS19ME136-Shivam KumarNo ratings yet
- Cell Splitting NiranjanDocument25 pagesCell Splitting NiranjanSachin ZanjeNo ratings yet
- Numerical Heat Transfer, Part A: Applications: An International Journal of Computation and MethodologyDocument25 pagesNumerical Heat Transfer, Part A: Applications: An International Journal of Computation and MethodologyOscar Andres Parra GonzalezNo ratings yet
- Melting and Solidification of A Metal System in A Rectangular CavityDocument11 pagesMelting and Solidification of A Metal System in A Rectangular CavityLucas SantosNo ratings yet
- Ijhmt43 2739Document10 pagesIjhmt43 2739david limNo ratings yet
- Applied Thermal Engineering: Adam Adamowicz, Piotr GrzesDocument10 pagesApplied Thermal Engineering: Adam Adamowicz, Piotr GrzesCakralc Wong NgawamNo ratings yet
- سلام محمود حسنDocument6 pagesسلام محمود حسنAbdullahalnazaNo ratings yet
- Hydrogen Nexus in A Sustainable Energy FutureDocument8 pagesHydrogen Nexus in A Sustainable Energy FuturehakeemniyasNo ratings yet
- IOCL Interview QuestionsDocument4 pagesIOCL Interview QuestionsPranay Kumar TaduriNo ratings yet
- Statement of Purpose: I Also Believe I'll Be A Suitable Candidate To Carry Forward Work in This FieldDocument1 pageStatement of Purpose: I Also Believe I'll Be A Suitable Candidate To Carry Forward Work in This FieldhakeemniyasNo ratings yet
- 2015 - Thermal Modeling and Performance Investigation of A Double Stage Metal Hydride Based Heat Transformer - SekharDocument19 pages2015 - Thermal Modeling and Performance Investigation of A Double Stage Metal Hydride Based Heat Transformer - SekharhakeemniyasNo ratings yet
- TNP Progress ReportDocument1 pageTNP Progress ReporthakeemniyasNo ratings yet
- Journal of Energy Storage: SciencedirectDocument13 pagesJournal of Energy Storage: SciencedirecthakeemniyasNo ratings yet
- INYAS Flagship Event Program ScheduleDocument4 pagesINYAS Flagship Event Program SchedulehakeemniyasNo ratings yet
- Online Payment Receipt: Mobile Number: Recharge Amount: Payment Date & Time: Order Id: Recharge DescriptionDocument1 pageOnline Payment Receipt: Mobile Number: Recharge Amount: Payment Date & Time: Order Id: Recharge DescriptionhakeemniyasNo ratings yet
- 2020 - Computational Study of A LHTES System Enhanced by Highly Conductive Metal Foams and Heat Pipes - TiariDocument11 pages2020 - Computational Study of A LHTES System Enhanced by Highly Conductive Metal Foams and Heat Pipes - TiarihakeemniyasNo ratings yet
- 1996 - HT Enhancement in LHTESS Using Internally Finned Tube - Zhang - PDocument9 pages1996 - HT Enhancement in LHTESS Using Internally Finned Tube - Zhang - PhakeemniyasNo ratings yet
- 2019 - Role of Porous Metal Foam On The Heat Transfer Enhancement For A TES Tube - YangDocument15 pages2019 - Role of Porous Metal Foam On The Heat Transfer Enhancement For A TES Tube - YanghakeemniyasNo ratings yet
- Case Studies in Thermal Engineering: SciencedirectDocument12 pagesCase Studies in Thermal Engineering: SciencedirecthakeemniyasNo ratings yet
- Numerical Melting Performance Analysis of A Cylindrical Thermal Energy Storage Unit Using Nano-Enhanced PCM and Multiple Horizontal FinsDocument19 pagesNumerical Melting Performance Analysis of A Cylindrical Thermal Energy Storage Unit Using Nano-Enhanced PCM and Multiple Horizontal FinshakeemniyasNo ratings yet
- 2019 - High-Conductivity Nanomaterials For Enhancing Thermal Performance of LHTES Systems - JegadheeswaranDocument30 pages2019 - High-Conductivity Nanomaterials For Enhancing Thermal Performance of LHTES Systems - JegadheeswaranhakeemniyasNo ratings yet
- 2002 - Performance of Annular Fins With Different Profiles - MokheimerDocument12 pages2002 - Performance of Annular Fins With Different Profiles - MokheimerhakeemniyasNo ratings yet
- 2020 - Computational Study of A LHTES System Enhanced by Highly Conductive Metal Foams and Heat Pipes - TiariDocument11 pages2020 - Computational Study of A LHTES System Enhanced by Highly Conductive Metal Foams and Heat Pipes - TiarihakeemniyasNo ratings yet
- 2000 - Thermal Conductivity Enhancement of Energy Storage Media Using Carbon Fibers - FukaiDocument14 pages2000 - Thermal Conductivity Enhancement of Energy Storage Media Using Carbon Fibers - FukaihakeemniyasNo ratings yet
- Institute Calendar 2017 18 v2Document68 pagesInstitute Calendar 2017 18 v2hakeemniyasNo ratings yet
- 1993 - Melting in An Enclosure With Discrete Heating at A Constant Rate - ZhangDocument6 pages1993 - Melting in An Enclosure With Discrete Heating at A Constant Rate - ZhanghakeemniyasNo ratings yet
- 2015 - Power and Thermal Constraints of Modern System-On-A-Chip Computer - RotemDocument5 pages2015 - Power and Thermal Constraints of Modern System-On-A-Chip Computer - RotemhakeemniyasNo ratings yet
- 1989 - Efficiency and Optimized Dimensions of Annular Fins of Different Cross-Section Shapes - UllmannDocument6 pages1989 - Efficiency and Optimized Dimensions of Annular Fins of Different Cross-Section Shapes - UllmannhakeemniyasNo ratings yet
- 1996 - Thermal Conductivity Enhancement For Phase Change Storage Media - ChowDocument10 pages1996 - Thermal Conductivity Enhancement For Phase Change Storage Media - ChowhakeemniyasNo ratings yet
- MEPC10 Lecture PlanDocument1 pageMEPC10 Lecture PlanhakeemniyasNo ratings yet
- 2009 - Impacts of Cooling Technology On Solder Fatigue For Power Modules in Electric Traction Drive Vehicles - KeefeDocument10 pages2009 - Impacts of Cooling Technology On Solder Fatigue For Power Modules in Electric Traction Drive Vehicles - KeefehakeemniyasNo ratings yet
- Revised Even Semester Mechanical Engineering Time Table 2017-2018Document9 pagesRevised Even Semester Mechanical Engineering Time Table 2017-2018hakeemniyasNo ratings yet
- Unit - 2: Lathe - The Turning MachineDocument73 pagesUnit - 2: Lathe - The Turning MachinehakeemniyasNo ratings yet
- Bhavikatti Engineering Mechanics SampleDocument11 pagesBhavikatti Engineering Mechanics SamplehakeemniyasNo ratings yet
- 7th CPC Order CFTIs PDFDocument7 pages7th CPC Order CFTIs PDFknighthood4allNo ratings yet
- 1.acad Calendar Even Sem B.tech - II IV Vi B.arch - II IVDocument1 page1.acad Calendar Even Sem B.tech - II IV Vi B.arch - II IVhakeemniyasNo ratings yet
- Fermat points and the Euler circleDocument2 pagesFermat points and the Euler circleKen GamingNo ratings yet
- Answer Questions Only: Chemical Engineering DeptDocument2 pagesAnswer Questions Only: Chemical Engineering DepthusseinNo ratings yet
- Starting A Business Candle Making 2009Document2 pagesStarting A Business Candle Making 2009Carlo Fabros Junio100% (4)
- JTP Brochure - 2Document6 pagesJTP Brochure - 2YAKOVNo ratings yet
- ClientsDocument7 pagesClientsLiane PanahacNo ratings yet
- Plastic Welding: We Know HowDocument125 pagesPlastic Welding: We Know Howprabal rayNo ratings yet
- Early Diabetic Risk Prediction Using Machine Learning Classification TechniquesDocument6 pagesEarly Diabetic Risk Prediction Using Machine Learning Classification TechniquesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Galambos 1986Document18 pagesGalambos 1986gcoNo ratings yet
- Project Report Software and Web Development Company: WWW - Dparksolutions.inDocument12 pagesProject Report Software and Web Development Company: WWW - Dparksolutions.inRavi Kiran Rajbhure100% (1)
- 20ME901 Automobile Engineering Unit 3Document74 pages20ME901 Automobile Engineering Unit 36044 sriramNo ratings yet
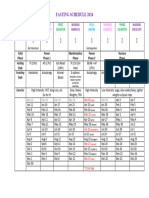
- Moon Fast Schedule 2024Document1 pageMoon Fast Schedule 2024mimiemendoza18No ratings yet
- Continuous Sampling PlanDocument2 pagesContinuous Sampling PlanAnonymous wA6NGuyklDNo ratings yet
- PiXL Knowledge Test ANSWERS - AQA B1 CORE Science - Legacy (2016 and 2017)Document12 pagesPiXL Knowledge Test ANSWERS - AQA B1 CORE Science - Legacy (2016 and 2017)Mrs S BakerNo ratings yet
- Administracion Una Perspectiva Global Y Empresarial Resumen Por CapitulosDocument7 pagesAdministracion Una Perspectiva Global Y Empresarial Resumen Por Capitulosafmqqaepfaqbah100% (1)
- Building Primitive Traps & SnaresDocument101 pagesBuilding Primitive Traps & SnaresJoseph Madr90% (10)
- Dyna 2000 LiteDocument2 pagesDyna 2000 LiteRNKNo ratings yet
- Tuberculin Skin Test: Facilitator GuideDocument31 pagesTuberculin Skin Test: Facilitator GuideTiwi NaloleNo ratings yet
- Communications201101 DLDocument132 pagesCommunications201101 DLAle SandovalNo ratings yet
- mcs2019 All PDFDocument204 pagesmcs2019 All PDFRheydel BartolomeNo ratings yet
- 99th Indian Science Congress (Bhubaneshwar)Document95 pages99th Indian Science Congress (Bhubaneshwar)Aadarsh DasNo ratings yet
- TILE FIXING GUIDEDocument1 pageTILE FIXING GUIDEStavros ApostolidisNo ratings yet
- Advanced Presentation Skills: Creating Effective Presentations with Visuals, Simplicity and ClarityDocument15 pagesAdvanced Presentation Skills: Creating Effective Presentations with Visuals, Simplicity and ClarityGilbert TamayoNo ratings yet
- United Airlines Case Study: Using Marketing to Address External ChallengesDocument4 pagesUnited Airlines Case Study: Using Marketing to Address External ChallengesSakshiGuptaNo ratings yet
- (PDF) Biochemistry and Molecular Biology of Plants: Book DetailsDocument1 page(PDF) Biochemistry and Molecular Biology of Plants: Book DetailsArchana PatraNo ratings yet
- ACL GRC Risk Manager - Usage Guide V1.1Document28 pagesACL GRC Risk Manager - Usage Guide V1.1Rohit ShettyNo ratings yet
- Komatsud65ex 16dozerbulldozerservicerepairmanualsn80001andup 200727063646Document26 pagesKomatsud65ex 16dozerbulldozerservicerepairmanualsn80001andup 200727063646juan santa cruzNo ratings yet
- Inspection and Acceptance Report: Stock No. Unit Description QuantityDocument6 pagesInspection and Acceptance Report: Stock No. Unit Description QuantityAnj LeeNo ratings yet
- Managing Post COVID SyndromeDocument4 pagesManaging Post COVID SyndromeReddy VaniNo ratings yet
- SeparatorDocument2 pagesSeparatormmk111No ratings yet
- Circuit AnalysisDocument98 pagesCircuit Analysisahtisham shahNo ratings yet
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 5 out of 5 stars5/5 (5)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 3.5 out of 5 stars3.5/5 (33)
- Alex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessFrom EverandAlex & Me: How a Scientist and a Parrot Discovered a Hidden World of Animal Intelligence—and Formed a Deep Bond in the ProcessNo ratings yet
- The Other End of the Leash: Why We Do What We Do Around DogsFrom EverandThe Other End of the Leash: Why We Do What We Do Around DogsRating: 5 out of 5 stars5/5 (63)
- The Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionFrom EverandThe Ancestor's Tale: A Pilgrimage to the Dawn of EvolutionRating: 4 out of 5 stars4/5 (811)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseFrom EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseRating: 3.5 out of 5 stars3.5/5 (69)
- Fire Season: Field Notes from a Wilderness LookoutFrom EverandFire Season: Field Notes from a Wilderness LookoutRating: 4 out of 5 stars4/5 (142)
- The Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorFrom EverandThe Revolutionary Genius of Plants: A New Understanding of Plant Intelligence and BehaviorRating: 4.5 out of 5 stars4.5/5 (137)
- The Lives of Bees: The Untold Story of the Honey Bee in the WildFrom EverandThe Lives of Bees: The Untold Story of the Honey Bee in the WildRating: 4.5 out of 5 stars4.5/5 (44)
- The Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanFrom EverandThe Secret Life of Lobsters: How Fishermen and Scientists Are Unraveling the Mysteries of Our Favorite CrustaceanNo ratings yet
- Wayfinding: The Science and Mystery of How Humans Navigate the WorldFrom EverandWayfinding: The Science and Mystery of How Humans Navigate the WorldRating: 4.5 out of 5 stars4.5/5 (18)
- When You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsFrom EverandWhen You Find Out the World Is Against You: And Other Funny Memories About Awful MomentsRating: 3.5 out of 5 stars3.5/5 (13)
- The Big, Bad Book of Botany: The World's Most Fascinating FloraFrom EverandThe Big, Bad Book of Botany: The World's Most Fascinating FloraRating: 3 out of 5 stars3/5 (10)
- Why Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeFrom EverandWhy Fish Don't Exist: A Story of Loss, Love, and the Hidden Order of LifeRating: 4.5 out of 5 stars4.5/5 (699)
- Eels: An Exploration, from New Zealand to the Sargasso, of the World's Most Mysterious FishFrom EverandEels: An Exploration, from New Zealand to the Sargasso, of the World's Most Mysterious FishRating: 4 out of 5 stars4/5 (30)
- Spoiled Rotten America: Outrages of Everyday LifeFrom EverandSpoiled Rotten America: Outrages of Everyday LifeRating: 3 out of 5 stars3/5 (19)
- The Mind of Plants: Narratives of Vegetal IntelligenceFrom EverandThe Mind of Plants: Narratives of Vegetal IntelligenceRating: 4.5 out of 5 stars4.5/5 (11)
- World of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsFrom EverandWorld of Wonders: In Praise of Fireflies, Whale Sharks, and Other AstonishmentsRating: 4 out of 5 stars4/5 (221)
- Winged Obsession: The Pursuit of the World's Most Notorious Butterfly SmugglerFrom EverandWinged Obsession: The Pursuit of the World's Most Notorious Butterfly SmugglerRating: 3.5 out of 5 stars3.5/5 (67)
- Gathering Moss: A Natural and Cultural History of MossesFrom EverandGathering Moss: A Natural and Cultural History of MossesRating: 4.5 out of 5 stars4.5/5 (347)